



API 5L X70 (L485)is 'n tipe staalpyp wat in die olie- en gasbedryf vir pypleidingvervoerstelsels gebruik word, vernoem na sy minimumvloeigrens van 70 300 psi (485 MPa), en bestaan uit beide naatlose en gelaste pypvorms en is verdeel in twee produkspesifikasievlakke, PSL1 en PSL2. In PSL1 is X70 die hoogste graad, terwyl dit in PSL2 ook een van die hoër grade staalpyp is.
API 5L X70-staalpyp is veral geskik vir die eise van langafstand-, hoëdrukvervoer as gevolg van sy hoë sterkte en drukweerstand. Om hoër druk te weerstaan, word X70-staalpyp dikwels met dikker wande ontwerp om voldoende sterkte en duursaamheid te verseker.
Botop Staalis 'n professionele vervaardiger van dikwandige grootdeursnee dubbelsydige ondergedompelde boog LSAW-staalpyp in China.
Ligging: Cangzhou Stad, Hebei Provinsie, China;
Totale Belegging: 500 miljoen RMB;
Fabrieksoppervlakte: 60 000 vierkante meter;
Jaarlikse produksiekapasiteit: 200,000 ton JCOE LSAW staalpype;
Toerusting: Gevorderde produksie- en toetstoerusting;
Spesialisering: LSAW-staalpypproduksie;
Sertifisering: API 5L gesertifiseer.
Afleweringsvoorwaardes
Afleweringstoestand is die hittebehandelde of verwerkte toestand van 'n staalbuis wanneer dit gereed is om na vervaardiging aan die kliënt afgelewer te word. Afleweringstoestand is noodsaaklik om te verseker dat die buis die vereiste meganiese eienskappe en strukturele integriteit het.
Afhangende van die PSL-vlak en afleweringsomstandighede, kan X70 soos volg gekategoriseer word:
PSL1: X70 (L485);
PSL2: X70Q (L485Q) en X70M (L485M);
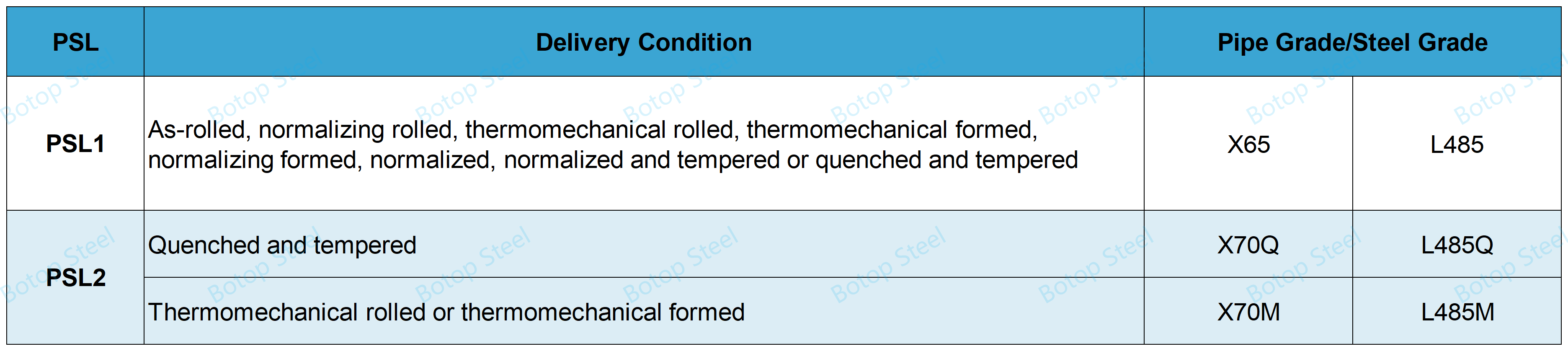
PSL2-agtervoegselletters Q en M staan onderskeidelik vir:
QGeblus en getemper;
MTermomeganies gerol of termomeganies gevorm;
API 5L X70 Aanvaarbare Vervaardigingsproses
Die X70-vervaardigingsproses sluit beide innaatloos en gesweisvorms, wat gekategoriseer kan word as:

Van hierdie,SAWL(LSAW) is die mees algemene proses wat gebruik word in die produksie van X70-gesweisprosesse en is voordelig in die produksie van dikwandige dimensionele staalpype met groot deursnee.

Alhoewel naatlose staalpype steeds as die voorkeurkeuse beskou word as gevolg van hul eienskappe onder sekere ekstreme toestande, is die maksimum deursnee van naatlose staalpype wat vervaardig word gewoonlik beperk tot 660 mm. Hierdie groottebeperking kan problematies wees wanneer groot langafstand-vervoerpyplynprojekte in die gesig gestaar word.
In teenstelling hiermee is die LSAW-proses in staat om buise met diameters tot 1 500 mm en wanddiktes tot 80 mm te produseer. En die prys kan meer koste-effektief wees as naatlose staal.
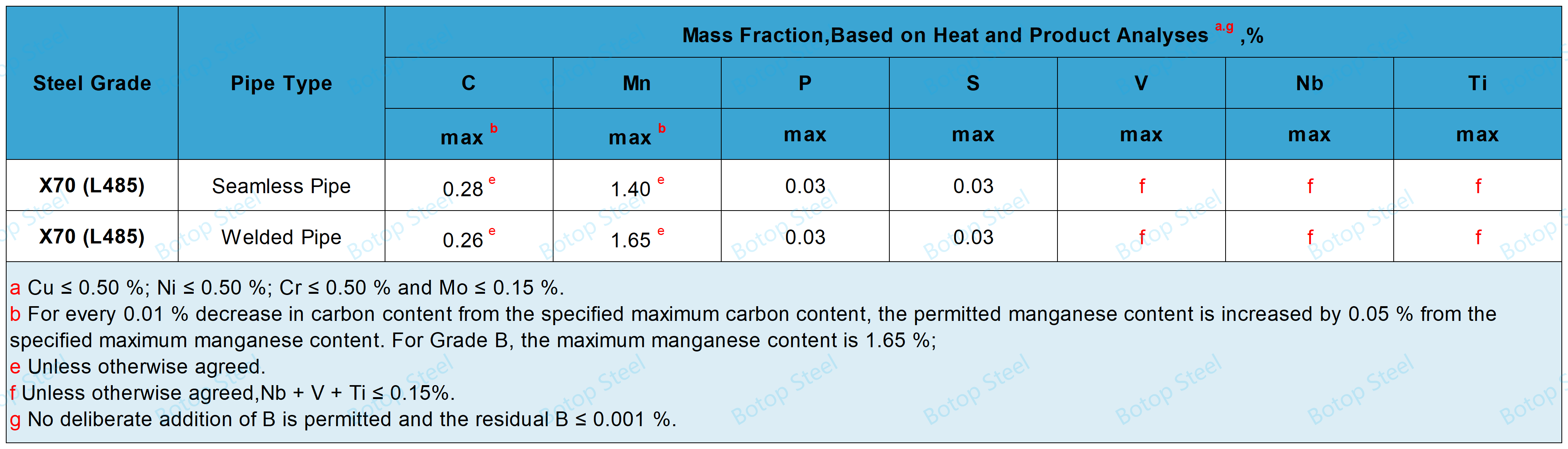
API 5L X70 Chemiese Samestelling
Chemiese Samestelling vir PSL 1 Pyp met t ≤ 25.0 mm (0.984 duim)
Chemiese Samestelling vir PSL 2 Pyp met t ≤ 25.0 mm (0.984 duim)
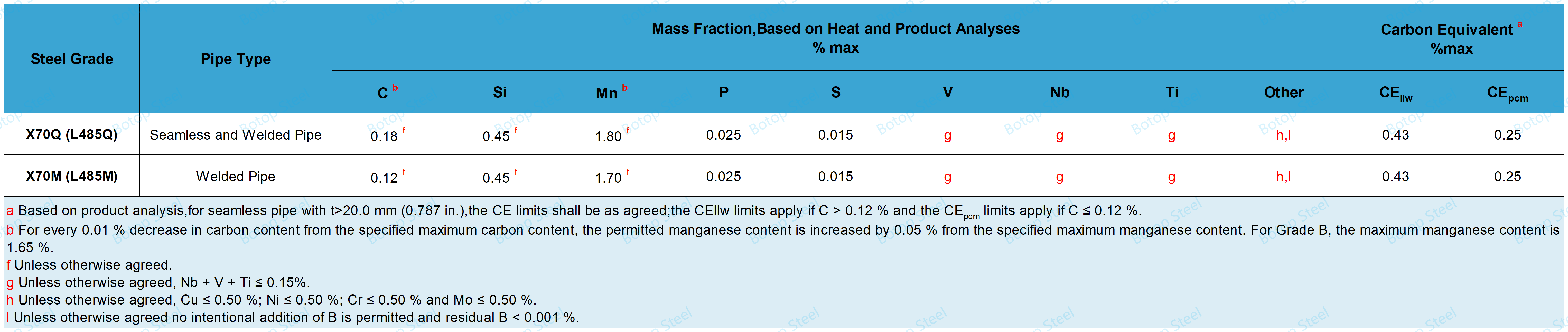
Vir PSL2-staalpypprodukte wat met 'nkoolstofinhoud van ≤0.12%, die koolstofekwivalent CEpcmkan bereken word met behulp van die volgende formule:
CEpcm= C + Si/30 + Mn/20 + Cu/20 + Ni/60 + Cr/20 + Mo/15 + V/15 + 5B
Vir PSL2-staalpypprodukte wat met 'nkoolstofinhoud > 0.12%, die koolstofekwivalent CEllwkan bereken word met behulp van die formule hieronder:
CEllw= C + Mn/6 + (Cr + Mo + V)/5 + (Ni +Cu)/15
Chemiese Samestelling met t > 25.0 mm (0.984 duim)
Dit sal deur onderhandeling bepaal word en aangepas word tot 'n geskikte samestelling gebaseer op die bogenoemde chemiese samestellingsvereistes.
API 5L X70 Meganiese Eienskappe
Treksterkte-eienskappe
PSL1 X70 Treksterkte Eienskappe

PSL2 X70 Treksterkte Eienskappe
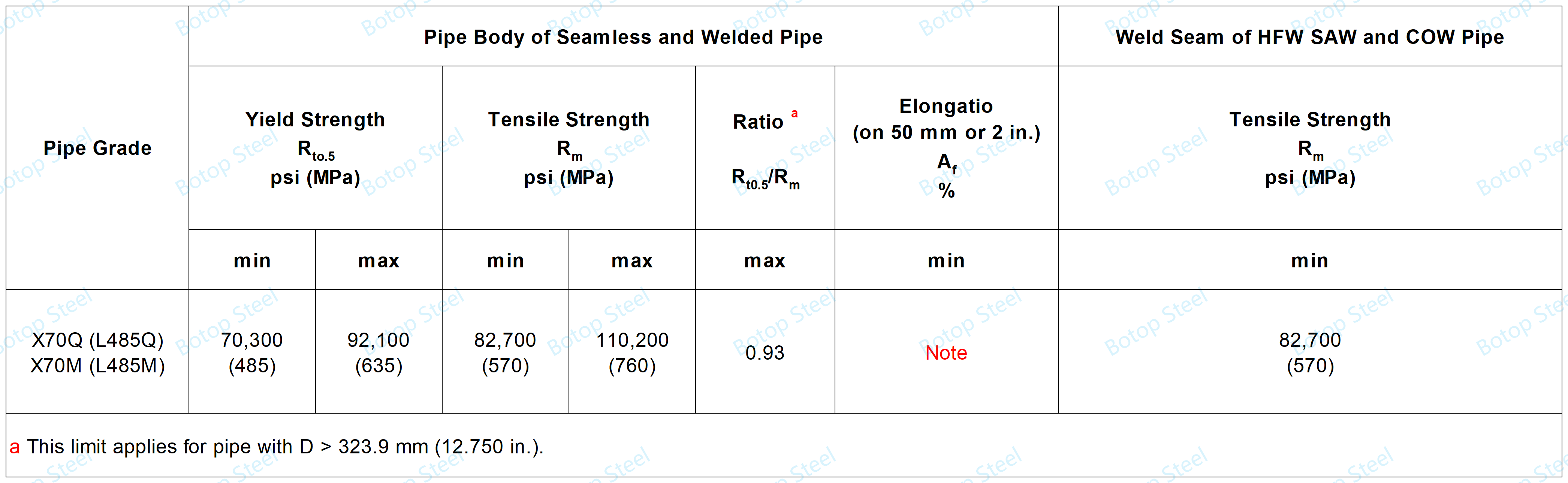
NotaDie vereistes word uiteengesit inAPI 5L X52, wat besigtig kan word indien nodig.
Ander Meganiese Eksperimente
Die volgende eksperimentele programgeld slegs vir SAW-staalpyptipes.
Lassweisgids buigtoets;
Koudgevormde gelaste pyphardheidstoets;
Makro-inspeksie van gesweisde naat;
en slegs vir PSL2-staalpyp: CVN-impaktoets en DWT-toets.
Toetsitems en toetsfrekwensies vir ander pyptipes kan in Tabelle 17 en 18 van die API 5L-standaard gevind word.
Hidrostatiese Toets
Toetstyd
Alle groottes van naatlose en gelaste staalpype met D ≤ 457 mm (18 duim):toetstyd ≥ 5s;
Gesweisde staalpyp D > 457 mm (18 duim):toetstyd ≥ 10s.
Eksperimentele Frekwensie
Elke staalpypen daar mag geen lekkasie van die sweislas of pypliggaam tydens die toets wees nie.
Toetsdruk
Die hidrostatiese toetsdruk P van 'ngewone staalpypkan bereken word deur die formule te gebruik.
P = 2St/D
Sis die hoepelspanning. Die waarde is gelyk aan die gespesifiseerde minimum vloeigrens van die staalpyp xa persentasie, in MPa (psi);
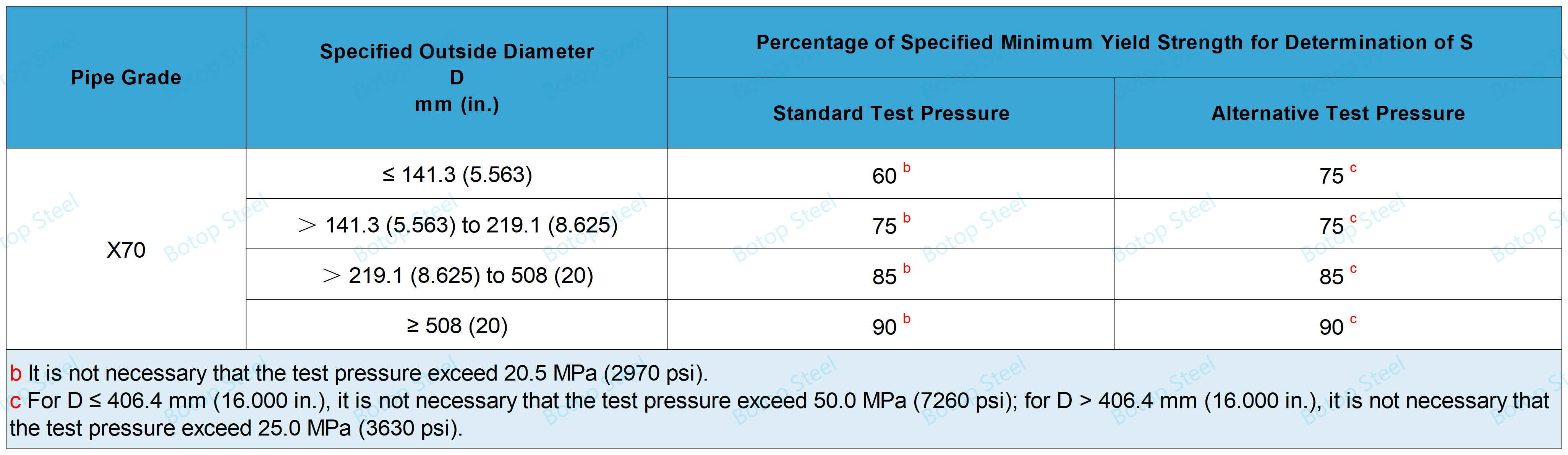
tis die gespesifiseerde wanddikte, uitgedruk in millimeter (duim);
Dis die gespesifiseerde buitediameter, uitgedruk in millimeter (duim).
Nie-vernietigende inspeksie
Vir SAW-buise, twee metodes,UT(ultrasoniese toetsing) ofRT(radiografiese toetsing), word gewoonlik gebruik.
ET(elektromagnetiese toetsing) is nie van toepassing op SAW-buise nie.
Gelaste nate op gelaste pype van grade ≥ L210/A en diameters ≥ 60.3 mm (2.375 duim) moet nie-vernietigend geïnspekteer word vir volle dikte en lengte (100%) soos gespesifiseer.

UT nie-vernietigende ondersoek

RT nie-vernietigende ondersoek
Vir SAW- en COW-pype moet die sweislasse deur radiografiese inspeksiemetodes binne 'n minimum van 200 mm (8.0 duim) van elke pyp-einde geïnspekteer word. (duim) van elke pyp-einde moet deur radiografiese inspeksie geïnspekteer word.
API 5L Pypskedulekaart
Vir maklike lees en gebruik het ons die relevante skedule PDF-lêers georganiseer. U kan hierdie dokumente altyd aflaai en besigtig indien nodig.
Spesifiseer Buitediameter en Wanddikte
Gestandaardiseerde waardes vir gespesifiseerde buitediameters en gespesifiseerde wanddiktes van staalpype word gegee inISO 4200enASME B36.10M.

Dimensionele Toleransies
Die API 5L-vereistes vir dimensionele toleransies word uiteengesit inAPI 5L Graad BOm herhaling te vermy, kan u op die blou lettertipe klik om die relevante besonderhede te sien.
Algemene defekte en herstelwerk
Vir SAW-buise word die volgende defekte algemeen gevind: geknabbelde rande, boogbrandwonde, delaminasie, geometriese afwykings, harde klonte, ens.
Tekortkominge wat deur visuele inspeksie gevind word, moet soos volg geverifieer, gekategoriseer en verwyder word.
a) Diepte ≤ 0.125t, en wat nie die minimum toelaatbare wanddikte van die defek beïnvloed nie, moet as aanvaarbare defekte bepaal word en moet in ooreenstemming met die bepalings van C.1 verwyder word.
b) Defekte >0.125t in diepte wat nie die minimum toelaatbare wanddikte beïnvloed nie, moet as defekte beskou word en moet verwyder word deur herslyping in ooreenstemming met C.2 of verwyder word in ooreenstemming met C.3.
c) 'n Defek wat die minimum toelaatbare wanddikte beïnvloed, moet as 'n defek erken word en moet in ooreenstemming met C.3 verwyder word.
Kleuridentifikasie
Indien versoek, kan 'n kleurmerk van ongeveer 50 mm (2 duim) in deursnee op die binnekant van elke staalpyp geverf word om maklike onderskeiding van die verskillende materiale moontlik te maak.
| Pypgraad | Verfkleur |
| L320 of X46 | Swart |
| L360 of X52 | Groen |
| L390 of X56 | Blou |
| L415 of X60 | Rooi |
| L450 of X65 | Wit |
| L485 of X70 | Pers-violet |
| L555 of X80 | Geel |
Waarmee is X70 Staal Ekwivalent?
ISO 3183 - L485Dit is 'n pypleidingstaal onder internasionale standaarde en is soortgelyk in eienskappe aan API 5L X70.
CSA Z245.1 - GR 485Dit is 'n staalgraad van die Kanadese Standaardevereniging vir olie- en gaspyplyne.
EN 10208-2 - L485MBDit is 'n pypleidingstaal onder die Europese Standaard vir die vervaardiging van pypleidings vir die vervoer van olie en gas.
Bedekking
Ons bied nie net ons kliënte hoëgehalte X70-staalpype nie, maar bied ook baie soorte bedekkingsdienste om aan die spesifieke behoeftes van verskillende projekte te voldoen.
VerfbedekkingsTradisionele verfbedekkings bied basiese beskerming teen korrosie en is geskik vir nie-ekstreme omgewings of tydelike beskerming.
FBE-laagWord deur middel van 'n elektrostatiese spuitproses op die oppervlak van staalpype aangewend en dan deur hitte uitgehard. Hierdie deklaag het goeie chemiese en skuurweerstand en is geskik vir ondergrondse of onderwaterpyplyne.
3LPE-laagDit bestaan uit 'n epoksielaag, 'n kleeflaag en 'n poliëtileenlaag en bied uitstekende korrosiebestandheid en meganiese beskerming vir 'n wye reeks ondergrondse vervoerpypstelsels.
3LPP-laagSoortgelyk aan 3LPE, bestaan die 3LPP-laag uit drie lae, maar gebruik polipropileen as die buitenste laag. Hierdie laag het hoër hittebestandheid en is geskik vir pype in hoëtemperatuuromgewings.
Bedekkings kan gekies word op grond van die spesifieke toepassingsomgewing en vereistes van die pyplyn om die betroubaarheid en veiligheid van API 5L X70 pyplyne tydens diens te verseker.
Redes om ons te kies vir X70 staalpyp
1. API 5L-gesertifiseerde fabriekeOns fabrieke beskik oor API 5L-sertifisering, wat hoë gehaltestandaarde van bron tot finale produk met 'n prysvoordeel verseker.
2. Verskeie pyptipesOns is nie net 'n vervaardiger van gelaste staalpype nie, maar ook 'n voorraadhouer van naatlose staalpype, en ons kan 'n wye reeks pyptipes aanbied wat aan die spesifieke behoeftes van verskillende projekte kan voldoen.
3. Volledige ondersteunende toerustingBenewens staalpype, kan ons ook flense, elmboë en ander ondersteunende toerusting verskaf, wat eenstop-verkrygingsoplossings vir u projek bied.
4. Gepasmaakte diensOns is in staat om pasgemaakte oplossings te bied volgens die kliënt se spesifieke behoeftes, insluitend die produksie en verwerking van staalpype met spesiale spesifikasies.
5. Gespesialiseerde diensteSedert sy stigting in 2014 het die maatskappy aan 'n aantal ingenieursprojekte deelgeneem en ryk ervaring in die bedryf opgedoen, wat dit in staat stel om gespesialiseerde dienste en ondersteuning te lewer.
6. Vinnige reaksie en ondersteuningOns kliëntediens span kan vinnige reaksie en professionele tegniese ondersteuning bied om te verseker dat u probleme en behoeftes betyds opgelos word.










