



ASTM A335 P91, ook bekend asASME SA335 P91, is 'n naatlose ferritiese allooistaalpyp vir hoëtemperatuurdiens, UNS-nr. K91560.
Dit het 'n minimumtreksterkte van 585 MPa(85 ksi) en 'n minimumopbrengsgrens van 415 MPa(60 ksi).
P91bevat hoofsaaklik legeringselemente soos chroom en molibdeen, en 'n verskeidenheid ander legeringselemente word bygevoeg, wat behoort tot diehoë-legeringstaal, so dit het supersterkte en uitstekende korrosiebestandheid.
Daarbenewens is P91 in twee tipes beskikbaar,Tipe 1enTipe 2, en word algemeen gebruik in kragstasies, raffinaderye, kritieke toerusting vir chemiese fasiliteite en pype in hoëtemperatuur- en hoëdrukomgewings.
P91-staalpyp word in twee tipes gekategoriseer, Tipe 1 en Tipe 2.
Beide tipes is dieselfde in terme van meganiese eienskappe en ander vereistes soos hittebehandeling,met geringe verskille in chemiese samestelling en spesifieke toepassingsfokus.
Chemiese samestellingIn vergelyking met Tipe 1, is die chemiese samestelling van Tipe 2 strenger en bevat meer legeringselemente om beter hitte- en korrosiebestandheid te bied.
ToepassingsAs gevolg van die geoptimaliseerde chemiese samestelling, is Tipe 2 meer geskik vir uiters hoë temperature of meer korrosiewe omgewings, of in toepassings waar hoër sterkte en duursaamheid vereis word.
ASTM A335 staalpyp moet weesnaatlose.
Die naatlose vervaardigingsproses word gekategoriseer inwarm afwerkingenkoudgetrek.
Hieronder is 'n diagram van die warm afwerkingsproses.

In die besonder, P91, 'n hoë-legering staalpyp, wat dikwels in strawwe omgewings onderworpe aan hoë temperature en druk gebruik word, naatlose staalpyp word eenvormig gestres en kan dikwandig gemaak word, wat hoër veiligheid en beter koste-effektiwiteit verseker.
P91 Alle pype moet hittebehandel word om die mikrostruktuur van die pyp te optimaliseer, die meganiese eienskappe daarvan te verbeter en die weerstand teen hoë temperatuur en druk te verhoog.
| Graad | Hittebehandelingstipe | Normalisering van Temperatuur | Tempertemperatuur |
| P91 Tipe 1 en Tipe 2 | normaliseer en temper of | 1900 - 1975 ℉ [1040 - 1080 ℃] | 1350 ~ 1470 ℉ [730 - 800 ℃] |
| blus en temper | 1900 - 1975 ℉ [1040 - 1080 ℃] | 730 - 800 ℃ [1350 - 1470 ℉] |
P91 Tipe 1 Chemiese Komponente
| Graad | Samestelling, % | ||||||
| P91 Tipe 1 | C | Mn | P | S | Si | Cr | Mo |
| 0.08 - 0.12 | 0.30 - 0.60 | 0.020 maksimum | 0.010 maksimum | 0.20 - 0.50 | 8.00 - 9.50 | 0.85 - 1.05 | |
| V | N | Ni | Al | Nb | Ti | Zr | |
| 0.18 - 0.25 | 0.030 - 0.070 | 0.40 maksimum | 0.02 maksimum | 0.06 - 0.10 | 0.01 maksimum | 0.01 maksimum | |
P91 Tipe 2 Chemiese Komponente
| Graad | Samestelling, % | ||||||
| P91 Tipe 2 Produk Chemiese Komponente | C | Mn | P | S | Si | Cr | Mo |
| 0.07 - 0.13 | 0.30 - 0.50 | 0.020 maksimum | 0.005 maksimum | 0.20 - 0.40 | 8.00 - 9.50 | 0.80 - 1.05 | |
| V | Ni | Al | N | N/Al-verhouding | Nb | Ti | |
| 0.16 - 0.27 | 0.20 maksimum | 0.02 maksimum | 0.035 - 0.070 | ≥ 4.0 | 0.05 - 0.11 | 0.01 maksimum | |
| Zr | Sn | Sb | As | B | W | Cu | |
| 0.01 maksimum | 0.01 maksimum | 0.003 maksimum | 0.01 maksimum | 0.001 maksimum | 0.05 maksimum | 0.10 maksimum | |
Met die twee beelde hierbo is dit maklik om die verskil tussen Tipe 1 en Tipe 2 chemiese elemente en beperkings te sien.
1. Treksterkte
Die trektoets word algemeen gebruik om dieopbrengssterkte, treksterkte, enverlengingn van die staalpyp eksperimentele program, en word wyd gebruik in die materiaaleienskappe van die toets.
| P91 Tipe 1 en Tipe 2 | |||
| Treksterkte | 85 ksi [585 MPa] min | ||
| Opbrengssterkte | 60 ksi [415 MPa] min | ||
| Verlenging | Verlengingsvereistes | Longitudinaal | Dwars |
| Verlenging in 2 duim of 50 mm, (of 4D), min, %; Basiese minimum verlenging vir muur 6 duim [8 mm] en meer in dikte, strooktoetse, en vir alle klein groottes wat in volle deursnee getoets word | 20 | — | |
| Wanneer standaard ronde 2-duim of 50-mm meetlengte of proporsioneel kleiner monster met die meetlengte gelyk aan 4D (4 keer die deursnee) gebruik word | 20 | 13 | |
| Vir strooktoetse moet 'n aftrekking gemaak word vir elke 1/32 duim [0.8 mm] afname in wanddikte onder 5/16 duim [8 mm] van die basiese minimum verlenging van die volgende persentasiepunte. | 1 | — | |
2. Hardheid
'n Verskeidenheid hardheidstoetsmetodes kan gebruik word, insluitend Vickers, Brinell en Rockwell.
| Graad | Brinell | Vickers | Rockwell |
| P91 Tipe 1 en Tipe 2 | 190 - 250 HBW | 196 - 265 HV | 91 HRBW - 25HRC |
Wanddikte <0.065 duim [1.7 mm]: Geen hardheidstoets nodig nie;
0.065 duim [1.7 mm] ≤ wanddikte <0.200 duim [5.1 mm]: Rockwell-hardheidstoets moet gebruik word;
Wanddikte ≥ 0.200 duim [5.1 mm]: opsionele gebruik van Brinell-hardheidstoets of Rockwell-hardheidstoets.
Die Vickers-hardheidstoets is van toepassing op alle wanddiktes van buise. Die toetsmetode word uitgevoer in ooreenstemming met die vereistes van E92.
3. Platmaaktoets
Eksperimente moet uitgevoer word in ooreenstemming met Artikel 20 van die ASTM A999-standaard.
4. Buigtoets
Buig 180° by kamertemperatuur, geen krake mag aan die buitekant van die gebuigde deel verskyn nie.
Grootte > NPS25 of D/t ≥ 7.0: Buigtoets moet sonder platmaaktoets uitgevoer word.
5. P91 Opsionele Eksperimentele Programme
Die volgende eksperimentele items is nie vereiste toetsitems nie, indien nodig kan dit deur onderhandeling bepaal word.
S1: Produkontleding
S3: Afplattingstoets
S4: Metaalstruktuur- en Etstoetse
S5: Fotomikrograwe
S6: Fotomikrograwe vir individuele stukke
S7: Alternatiewe Hittebehandeling-Graad P91 Tipe 1 en Tipe 2
Die P91-hidrotoets moet aan die volgende vereistes voldoen.
Buitediameter > 250 mm [10 duim] en wanddikte ≤ 19 mm [0.75 duim]: dit moet 'n hidrostatiese toets wees.
Ander groottes vir nie-vernietigende elektriese toetsing.
Vir ferritiese legeringsstaal en vlekvrye staalbuise word die wand onderwerp aan 'n druk van nie minder nie as60% van die gespesifiseerde minimum vloeigrens.
Die hidrotoetsdruk moet vir ten minste gehandhaaf word 5ssonder lekkasies of ander defekte.
Hidrouliese drukkan bereken word met behulp van die formule:
P = 2St/D
P = hidrostatiese toetsdruk in psi [MPa];
S = pypwandspanning in psi of [MPa];
t = gespesifiseerde wanddikte, nominale wanddikte volgens gespesifiseerde ANSI-skedulenommer of 1.143 keer die gespesifiseerde minimum wanddikte, in. [mm];
D = gespesifiseerde buitediameter, buitediameter wat ooreenstem met gespesifiseerde ANSI-pypgrootte, of buitediameter bereken deur 2t (soos hierbo gedefinieer) by die gespesifiseerde binnediameter, in. [mm], te voeg.
P91-pype word geïnspekteer deur middel van die E213-toetsmetode. Die E213-standaard handel hoofsaaklik oor ultrasoniese toetsing (UT).
Indien spesifiek in die bestelling gespesifiseer, kan dit ook volgens die E309- of E570-toetsmetode geïnspekteer word.
Die E309-standaard handel gewoonlik oor elektromagnetiese (wervelstroom) inspeksie, terwyl E570 'n inspeksiemetode is wat wervelstroom-skikkings behels.
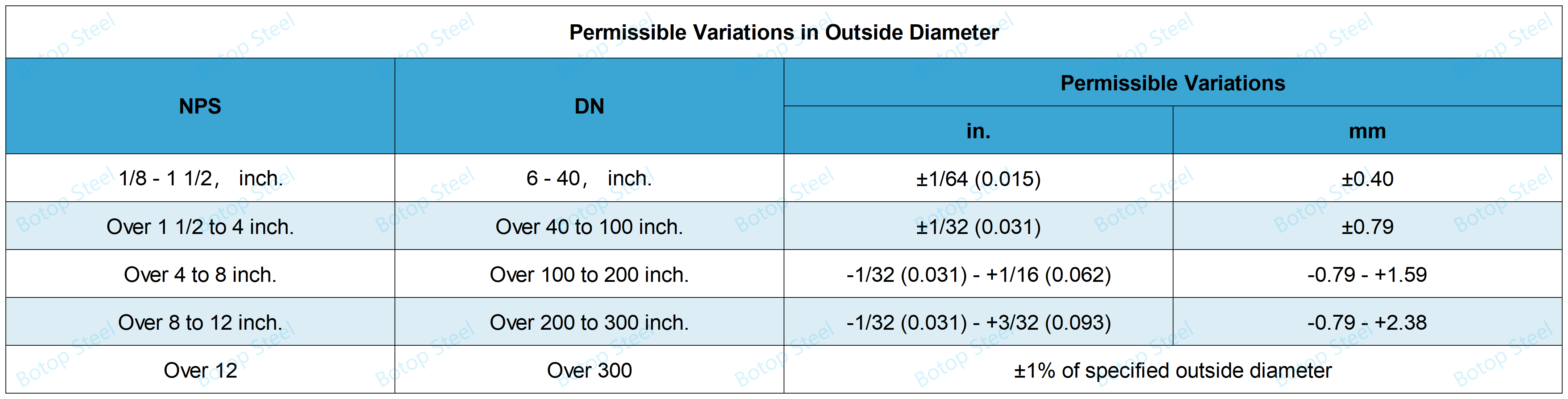
Toelaatbare Variasies in Diameter
Vir pyp bestel ombinnediameter, die binnediameter mag nie meer as ±1% van die gespesifiseerde binnediameter afwyk nie.
Buise bestel inNPS [DN] of buitediametersmag nie die buitediameters meer wissel as wat in die tabelle hieronder gespesifiseer word nie.
Toelaatbare Variasies in Wanddikte
Wanddiktemetings moet gedoen word met behulp van meganiese skuifpassers of behoorlik gekalibreerde nie-vernietigende toetsinstrumente van toepaslike akkuraatheid. In geval van 'n dispuut, sal die meting wat met behulp van meganiese skuifpassers bepaal is, voorrang geniet.
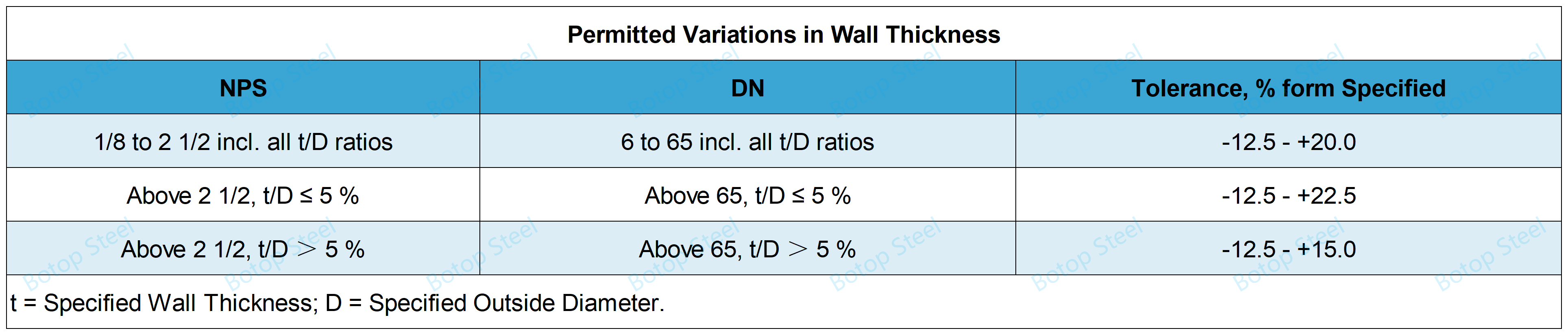
Die minimum wanddikte en buitediameter vir inspeksie vir voldoening aan hierdie vereiste vir die pyp wat deur NPS [DN] bestel is en die skedulenommer word aangedui inASME B36.10M.
Defekte
Oppervlakonvolmaakthede word as defekte beskou as hulle 12,5% van die nominale wanddikte oorskry of die minimum wanddikte oorskry.
Onvolmaakthede
Meganiese merke, skure en putte, waarvan enige onvolmaakthede dieper as 1.6 mm is.
Merke en skuurplekke word gedefinieer as kabelmerke, duike, gidsmerke, rolmerke, balskrape, kerwe, matrysmerke, en dies meer.
Herstelwerk
Defekte kan deur slyp verwyder word, mits die oorblywende wanddikte nie minder as die minimum wanddikte is nie.
Herstelwerk kan ook deur sweiswerk gedoen word, maar moet voldoen aan die relevante vereistes van A999.
Alle herstellasse in P91 moet met een van die volgende sweisprosesse en verbruiksgoedere gemaak word: SMAW, A5.5/A5.5M E90XX-B9:SAW, A5.23/A5.23M EB9 + neutrale vloeimiddel; GTAW, A5.28/A5.28M ER90S-B9; en FCAW A5.29/A5.29M E91TI-B9. Daarbenewens mag die som van die Ni+Mn-inhoud van alle sweisverbruiksgoedere wat gebruik word om P91 Tipe 1 en Tipe 2 te herstel, nie 1.0% oorskry nie.
P91-pyp moet hittebehandel word teen 730-800 °C [1350-1470 °F] na sweisherstel.
Die eksterne oppervlak van die geïnspekteerde staalpyp moet die volgende elemente bevat:
Vervaardiger se naam of handelsmerk; standaardnommer; graad; lengte en bykomende simbool "S".
Die merke vir hidrostatiese druk en nie-vernietigende toetsing in die tabel hieronder moet ook ingesluit word.
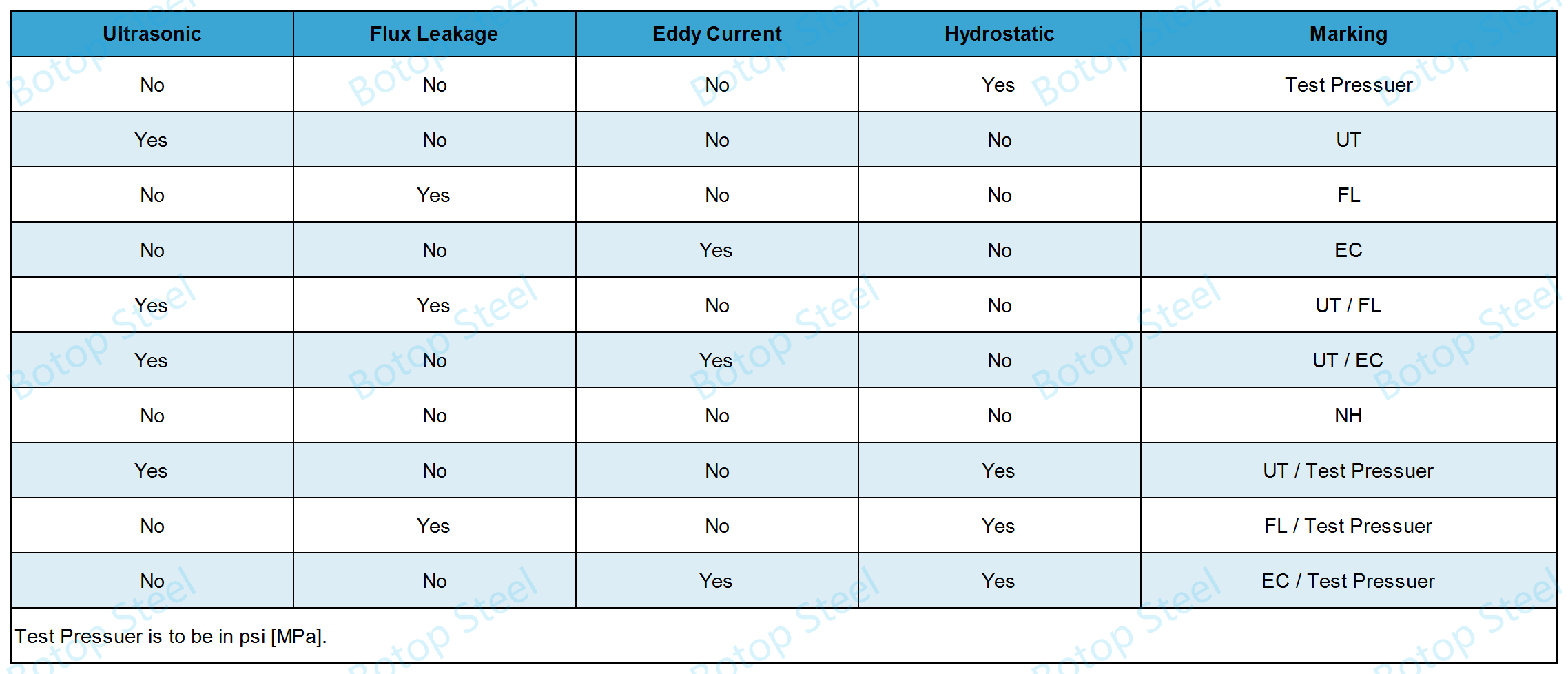
Indien die pyp deur sweiswerk herstel word, moet dit gemerk word "WR".
p91 Die tipe (Tipe 1 of Tipe 2) moet aangedui word.
| ASME | ASTM | EN | GB |
| ASME SA335 P91 | ASTM A213 T91 | EN 10216-2 X10CrMoVNb9-1 | GB/T 5310 10Cr9Mo1VNbN |
Material: ASTM A335 P91 naatlose staalpyp;
OD: 1/8"- 24";
WTin ooreenstemming metASME B36.10vereistes;
Skedule: SCH10, SCH20, SCH30,SCH40, SCH60,SCH80, SCH100, SCH120, SCH140 en SCH160;
Identifikasie:STD (standaard), XS (ekstra sterk), of XXS (dubbel ekstra sterk);
AanpassingNie-standaard pypgroottes is ook beskikbaar, aangepaste groottes is op aanvraag beskikbaar;
LengteSpesifieke en ewekansige lengtes;
IBR-sertifiseringOns kan die derdeparty-inspeksie-organisasie kontak om IBR-sertifisering volgens u behoeftes te kry, ons samewerkingsinspeksie-organisasies is BV, SGS, TUV, ens.;
EindePlat punt, skuins gesnyde of saamgestelde pyppunt;
OppervlakLigpyp, verf en ander tydelike beskerming, roesverwydering en polering, gegalvaniseerd en plastiekbedek, en ander langtermynbeskerming;
VerpakkingHoutkas, staalband- of staaldraadpakking, plastiek- of ysterpyp-eindbeskermer, ens.














