



ASTM A519Buise moet vervaardig word deur die naatlose proses en moet warm- of koud-afgewerk word soos gespesifiseer.
Vir ronde buise met 'n buitediameter van hoogstens 12 3/4 duim (325 mm).
Staalpype kan ook in vierkantige, reghoekige of ander vorms vervaardig word soos benodig.
ASTM A519 kan geklassifiseer word volgens die materiaal van staal:Koolstofstaalen Legeringstaal.
Koolstofstaalis onderverdeel inLae koolstof MT(Meganiese Buise),Hoë koolstofstaalenOntswael of Herfosforiseer, of albeiKoolstofstaal, om aan verskillende industriële behoeftes en toepassingscenario's te voldoen.
Wanneer geen graad gespesifiseer word nie, het vervaardigers die opsie om aan te biedMT1015 of MTX1020grade.
Buitediameter: 13.7 - 325 mm;
Wanddikte: 2-100 mm.
Die staal kan deur enige proses vervaardig word.
Staal kan in blokke gegiet word of kan strenggiet word.
Buise moet gemaak word deur 'nnaatlose prosesen moet óf warm of koud afgewerk wees, soos gespesifiseer.
Naatlose staalbuise is buise sonder gesweisde nate dwarsdeur.
Koud-afgewerkte buiseword aanbeveel vir hoë eise aan dimensionele akkuraatheid en oppervlakkwaliteit.
Die hoofsaak is koste-effektiwiteit en materiaalsterkte,warm-afgewerkte staalpypmag dalk 'n meer geskikte keuse wees.
Volgende is die produksieproses van warmgewalste naatlose staalpyp.

Die staalvervaardiger moet die hitte van elke staal analiseer om die persentasie van gespesifiseerde elemente te bepaal.
Tabel 1 Chemiese Vereistes van Lae-Koolstof Staal
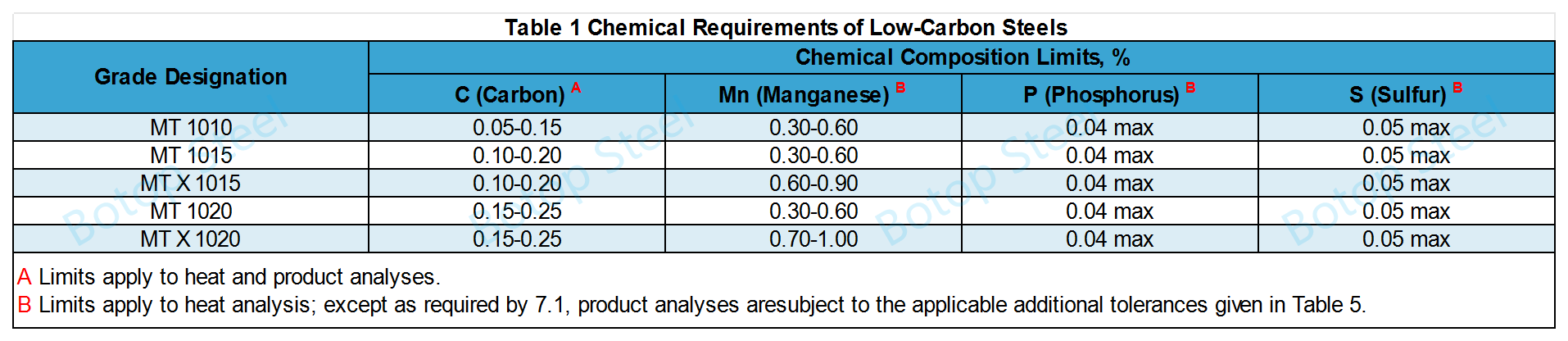
Sagte staal is 'n staal met 'n koolstofinhoud wat gewoonlik nie 0.25% oorskry nie. As gevolg van sy laer koolstofinhoud, het hierdie staal beter rekbaarheid en smeebaarheid en is dit minder hard en sterk in vergelyking met hoëkoolstofstaal.
Tabel 2 Chemiese Vereistes van Ander Koolstofstaal
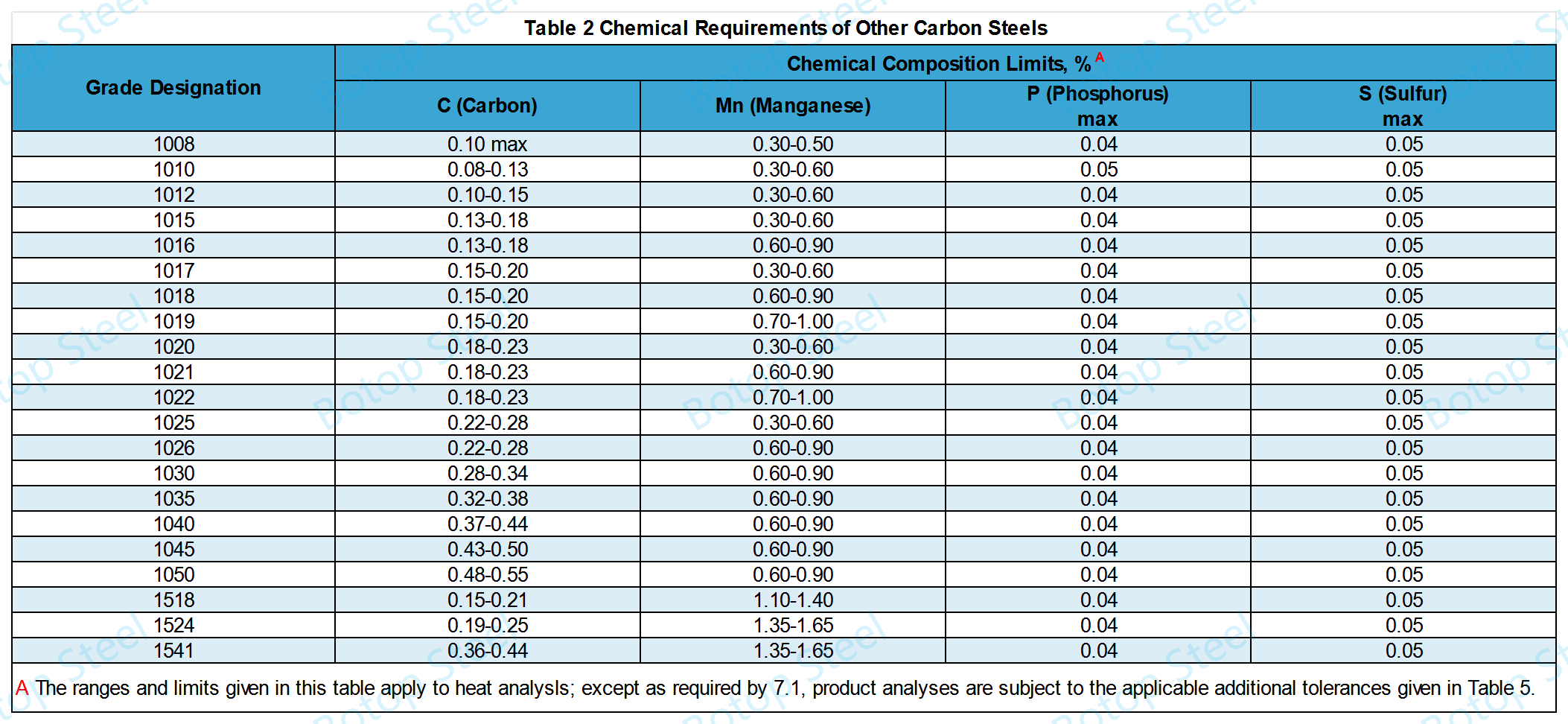
Medium koolstofstaalHulle bevat tussen 0.25% en 0.60% koolstof, bied hoër hardheid en sterkte en benodig hittebehandeling om eienskappe te verbeter.
Hoë koolstofstaalBevat tussen 0.60% en 1.0% of meer koolstof, en bied baie hoë hardheid en sterkte, maar laer taaiheid.
Tabel 3 Chemiese Vereistes vir Legeringstaal
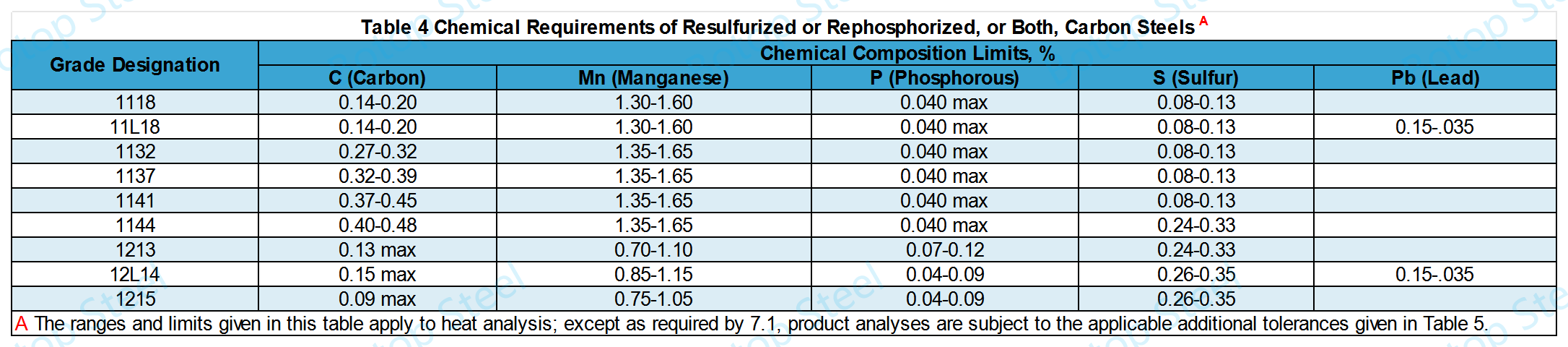
Tabel 4 Chemiese Vereistes van Hersulfuriseerde of Herfosforiseerde, of Beide, Koolstofstaal
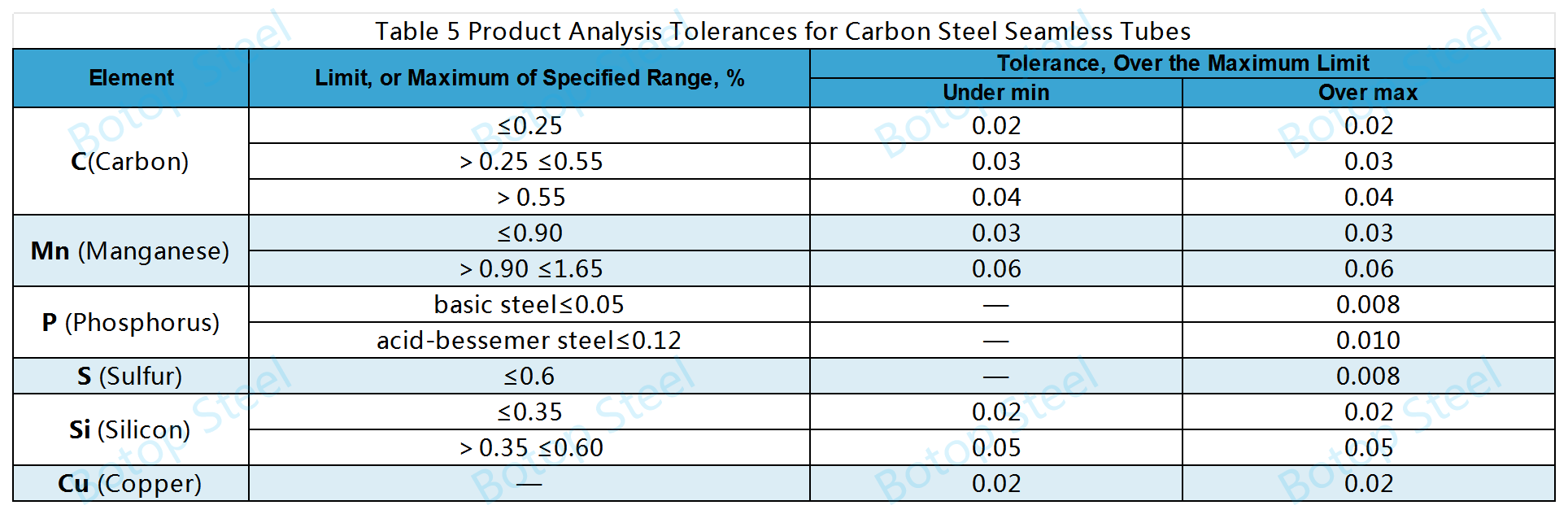
TABEL 5 Produkontledingstoleransies oor of onder gespesifiseerde reeks of limiet
Die vervaardiger moet slegs gevra word om die produk te analiseer indien dit deur die bestelling vereis word.
ASTM A519 dek die volgende eksperimentele items:
Hardheidstoets; Spanningstoetse; Nie-vernietigende toets; Opvlamtoets; Staalskoonheid en verhardbaarheid.
| Graadbenaming | Pyptipe | Toestand | Uitstekende Sterkte | Opbrengssterkte | Verlenging in 2 duim.[50 mm],% | Rockwell, Hardheid B-skaal | ||
| ksi | Mpa | ksi | Mpa | |||||
| 1020 | Koolstofstaal | HR | 50 | 345 | 32 | 220 | 25 | 55 |
| CW | 70 | 485 | 60 | 415 | 5 | 75 | ||
| SR | 65 | 450 | 50 | 345 | 10 | 72 | ||
| A | 48 | 330 | 28 | 195 | 30 | 50 | ||
| N | 55 | 380 | 34 | 235 | 22 | 60 | ||
| 1025 | Koolstofstaal | HR | 55 | 380 | 35 | 240 | 25 | 60 |
| CW | 75 | 515 | 65 | 450 | 5 | 80 | ||
| SR | 70 | 485 | 55 | 380 | 8 | 75 | ||
| A | 53 | 365 | 30 | 205 | 25 | 57 | ||
| N | 55 | 380 | 35 | 250 | 22 | 60 | ||
| 1035 | Koolstofstaal | HR | 65 | 450 | 40 | 275 | 20 | 72 |
| CW | 85 | 585 | 75 | 515 | 5 | 88 | ||
| SR | 75 | 515 | 65 | 450 | 8 | 80 | ||
| A | 60 | 415 | 33 | 230 | 25 | 67 | ||
| N | 65 | 450 | 40 | 275 | 20 | 72 | ||
| 1045 | Koolstofstaal | HR | 75 | 515 | 45 | 310 | 15 | 80 |
| CW | 90 | 620 | 80 | 550 | 5 | 90 | ||
| SR | 80 | 550 | 70 | 485 | 8 | 85 | ||
| A | 65 | 450 | 35 | 240 | 20 | 72 | ||
| N | 75 | 515 | 48 | 330 | 15 | 80 | ||
| 1050 | Koolstofstaal | HR | 80 | 550 | 50 | 345 | 10 | 85 |
| SR | 82 | 565 | 70 | 485 | 6 | 86 | ||
| A | 68 | 470 | 38 | 260 | 18 | 74 | ||
| N | 75 | 540 | 50 | 345 | 12 | 82 | ||
| 1118 | Hersulfuriseer of Herfosforiseer, of Beide, Koolstofstaal | HR | 50 | 345 | 35 | 240 | 25 | 55 |
| CW | 75 | 515 | 60 | 415 | 5 | 80 | ||
| SR | 70 | 485 | 55 | 380 | 8 | 75 | ||
| A | 80 | 345 | 30 | 205 | 25 | 55 | ||
| N | 55 | 380 | 35 | 240 | 20 | 60 | ||
| 1137 | Hersulfuriseer of Herfosforiseer, of Beide, Koolstofstaal | HR | 70 | 485 | 40 | 275 | 20 | 75 |
| CW | 80 | 550 | 65 | 450 | 5 | 85 | ||
| SR | 75 | 515 | 60 | 415 | 8 | 80 | ||
| A | 65 | 450 | 35 | 240 | 22 | 72 | ||
| N | 70 | 485 | 43 | 295 | 15 | 75 | ||
| 4130 | Legeringstaal | HR | 90 | 620 | 70 | 485 | 20 | 89 |
| SR | 105 | 725 | 85 | 585 | 10 | 95 | ||
| A | 75 | 515 | 55 | 380 | 30 | 81 | ||
| N | 90 | 620 | 60 | 415 | 20 | 89 | ||
| 4140 | Legeringstaal | HR | 120 | 825 | 90 | 620 | 15 | 100 |
| SR | 120 | 825 | 100 | 690 | 10 | 100 | ||
| A | 80 | 550 | 60 | 415 | 25 | 85 | ||
| N | 120 | 825 | 90 | 620 | 20 | 100 | ||
HR-Warmgerol, CW-Koudgewerk, SR-Spanningverlig, A-Gegloei en N-Genormaliseer.
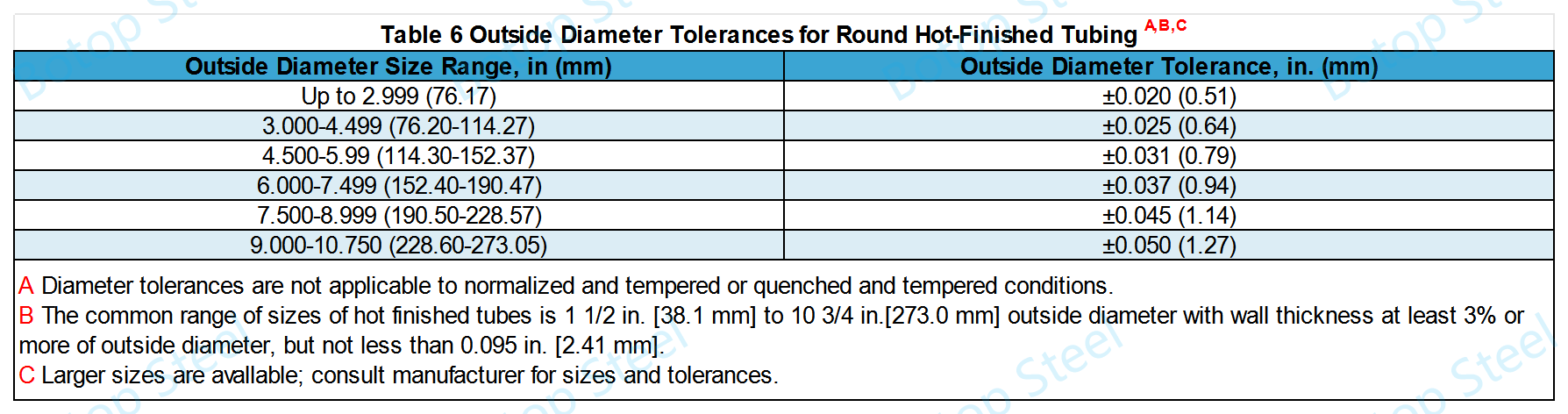
Buitediameter Toleransie
Tabel 6 Toleransies vir buitediametervir ronde warm-afgewerkte buise
Tabel 12 Toleransies vir buitediameter virGrond Naatlose Buise
| Grootte Buitediameter, duim.[mm] | Buitediametertoleransies vir gegewe groottes en lengtes, in. [mm] | |||
| Oor | Onder | Oor | Onder | |
| OD≤1 1/4 [31.8] | 0.003 [0.08] wanneer L≤16vt[4.9m] | 0.000 | 0.004 [0.10] wanneer L > 4,9 m [16 vt] | 0.000 |
| 1 1/4 [31.8] | OD ≤2 [50.8] | 0.005 [0.13] wanneer L≤16vt[4.9m] | 0.000 | 0.006 [0.15] wanneer L > 4,9 m [16 vt] | 0.000 |
| 2 [50.8]< OD ≤3 [76.2] | 0.005 [0.13] wanneer L≤12vt[3.7m] | 0.000 | 0.006 [0.15] wanneer L≤16vt[4.9m] | 0.000 |
| 3 [76.2]< OD ≤4 [101.6] | 0.006 [0.15] wanneer L≤12vt[3.7m] | 0.000 | 0.006 [0.15] wanneer L≤16vt[4.9m] | 0.000 |
Wanddikte Toleransie
Tabel 7 Wanddikte Toleransiesvir ronde warm-afgewerkte buise

Tabel 10 Wanddikte Toleransiesvir Ronde Koudbewerkte Buise
| Wanddikte-reekse soos Persentasie van Buitediameter | Wanddikte Toleransie Oor en Onder Nominaal, % | |
| OD≤1.499 duim [38.07 mm] | OD≥1.500 duim [38.10 mm] | |
| OD/GEW ≤25 | 10.0 | 7.5 |
| OD/GEW > 25 | 12.5 | 10.0 |
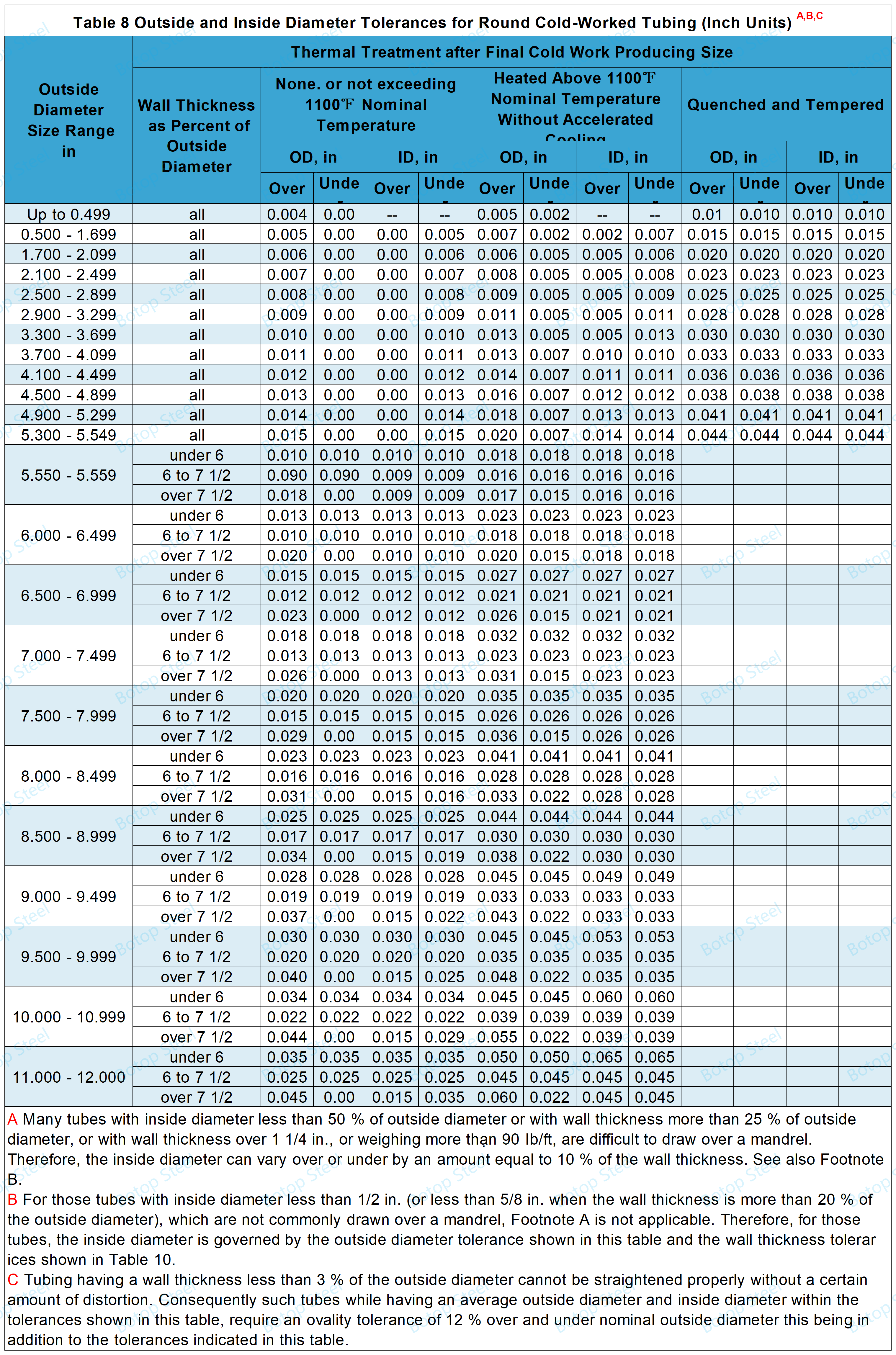
Buite- en binnediametertoleransie
Tabel 8 Toleransies vir buite- en binnediameters virRonde koudbewerkte buise (duim-eenhede)
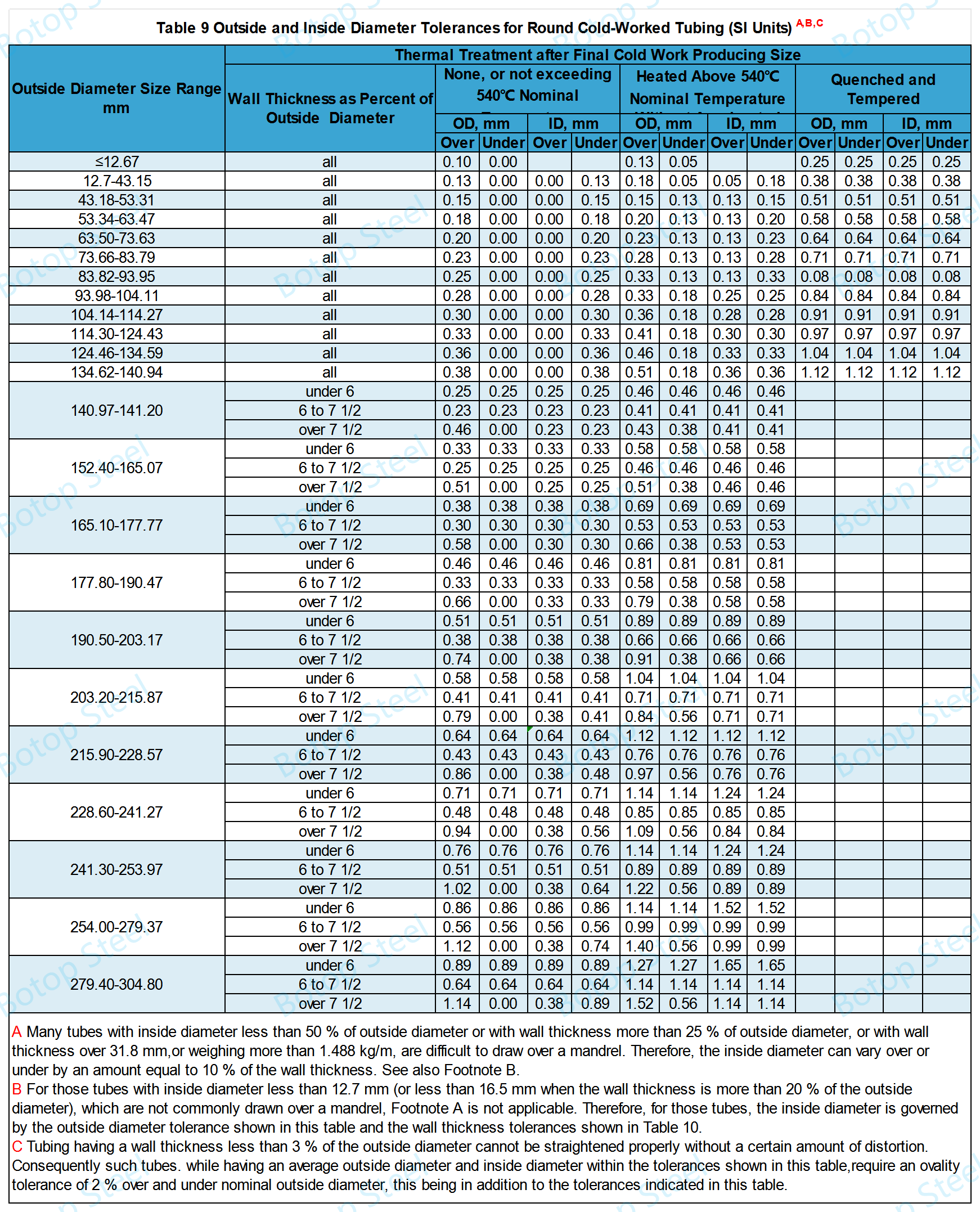
Tabel 9 Toleransies vir buite- en binnediametervir Ronde Koudbewerkte Buise (SI-eenhede)
Buitediameter en wanddikte-toleransie
Tabel 11 Buitediameter en Muurtoleransiesvir grofgedraaide naatlose staalpype
| Gespesifiseerde Grootte Buitediameter, duim [mm] | Buitediameter, duim [mm] | Wanddikte, % |
| <6 3/4 [171.4] | ±0.005 [0.13] | ±12.5 |
| 6 3/4 - 8 [171.4 - 203.2] | ±0.010 [0.25] | ±12.5 |
Lengte Toleransie
Tabel 13 Lengtetoleransiesvir ronde warm-afgewerkte of koud-afgewerkte buise

Reguitheidstoleransie
Tabel 14 Reguitheidstoleransiesvir Naatlose Ronde Meganiese Buise

Die pyp moet met 'n lagie olie bedek word voor dit gegiet word om roes te voorkom.
Roesvoorkomende olie kan ook op die binneste en buitenste oppervlaktes van die pyp aangewend word.
Lugvaart en ruimtevaartvervaardiging van kritieke komponente soos vliegtuigenjins en ruimtetuigondersteuningstelsels.
Energiebedryfvervaardiging van boortoerusting en hoëdruk-ketelpype.
Masjinerie- en toerustingvervaardigingKernkomponente wat 'n wye reeks industriële masjinerie en toerusting uitmaak.
SporttoerustingVervaardiging van hoëprestasie-fietsrame en ander sportfasiliteite.
Bou en konstruksieStrukturele ondersteuningselemente vir geboue en toepassings in hoëdrukomgewings.
1. EN 10297-1: E355, 25CrMo4, 42CrMo4, ens. Hierdie materiale kan beskou word as ekwivalente van sommige koolstof- en legeringsstaal in ASTM A519.
2. DIN 1629: St52, St37.4, ens. Gewoonlik gebruik vir meganiese en strukturele doeleindes, is dit soortgelyk aan die sagte staalgrade in ASTM A519.
3. JIS G3445: STKM13A, STKM13B, ens. Dit is koolstofstaalbuise wat vir meganiese en strukturele doeleindes gebruik word.
4. BS 6323:CFS 3, CFS 4, CFS 8, ens. Dit is naatlose en gesweisde staalbuise vir motor-, meganiese en algemene ingenieursdoeleindes.
5. GB/T 8162:20#, 45#, 40Cr, 20CrMo, ens. Naatlose staalbuise en -pype vir algemene struktuur en meganiese struktuur.
6. ISO 683-17:100Cr6, ens., wat algemeen in laervervaardiging gebruik word, kan ook toepassing vind in meganiese ingenieurswese en het soortgelyke toepassings as sekere legeringsstaal van ASTM A519.
Wanneer 'n ekwivalente materiaal gekies word, is dit belangrik om na die gedetailleerde chemiese samestelling en meganiese eienskapspesifikasies te verwys om te verseker dat die gekose materiaal aan die prestasievereistes van die spesifieke toepassing sal voldoen.
Sedert sy stigting in 2014 het Botop Steel 'n toonaangewende verskaffer van koolstofstaalpype in Noord-China geword, bekend vir uitstekende diens, hoëgehalte-produkte en omvattende oplossings. Die maatskappy bied 'n verskeidenheid koolstofstaalpype en verwante produkte, insluitend naatlose, ERW-, LSAW- en SSAW-staalpype, sowel as 'n volledige reeks pyptoebehore en flense.
Die spesialiteitsprodukte sluit ook hoëgraadse legerings en austenitiese vlekvrye staal in, wat aangepas is om aan die eise van verskeie pyplynprojekte te voldoen.















