



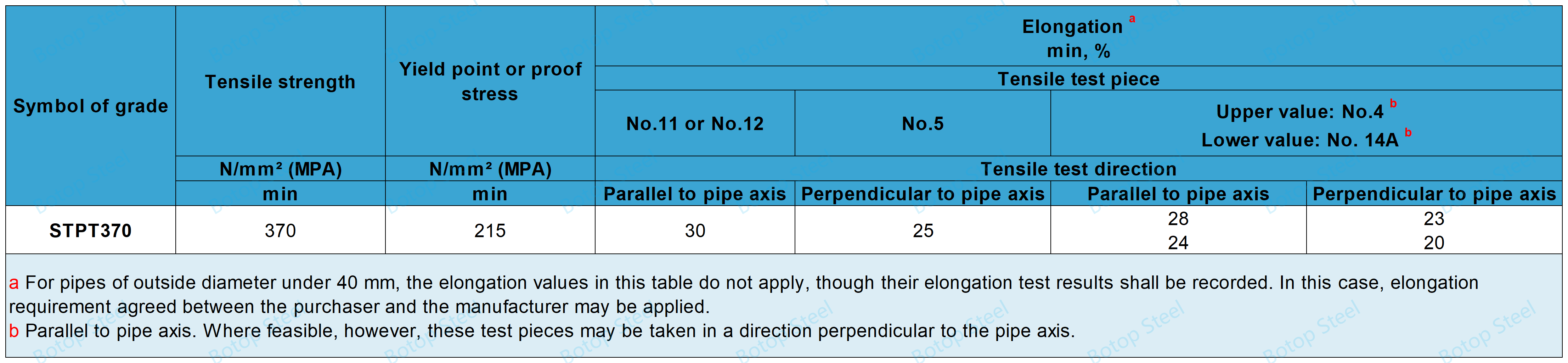
STPT 370is 'n graad van die Japannese standaard JIS G 3456 vir koolstofstaalpype, wat gebruik word vir drukpype in omgewings met temperature bo 350°C. Dit kan óf naatlose óf gelaste pype wees met behulp van die elektriese weerstandssweisproses (ERW). Die meganiese eienskappe van STPT 370-materiaal is 'n minimum treksterkte van 370 MPa en 'n minimum vloeigrens van 215 MPa.
As u opsoek is na 'n vervaardiger en verskaffer van staalpype wat aan die JIS G 3456-standaard voldoen, dan is ons die vennoot waarna u soek. Kontak ons vandag en ons help u graag!
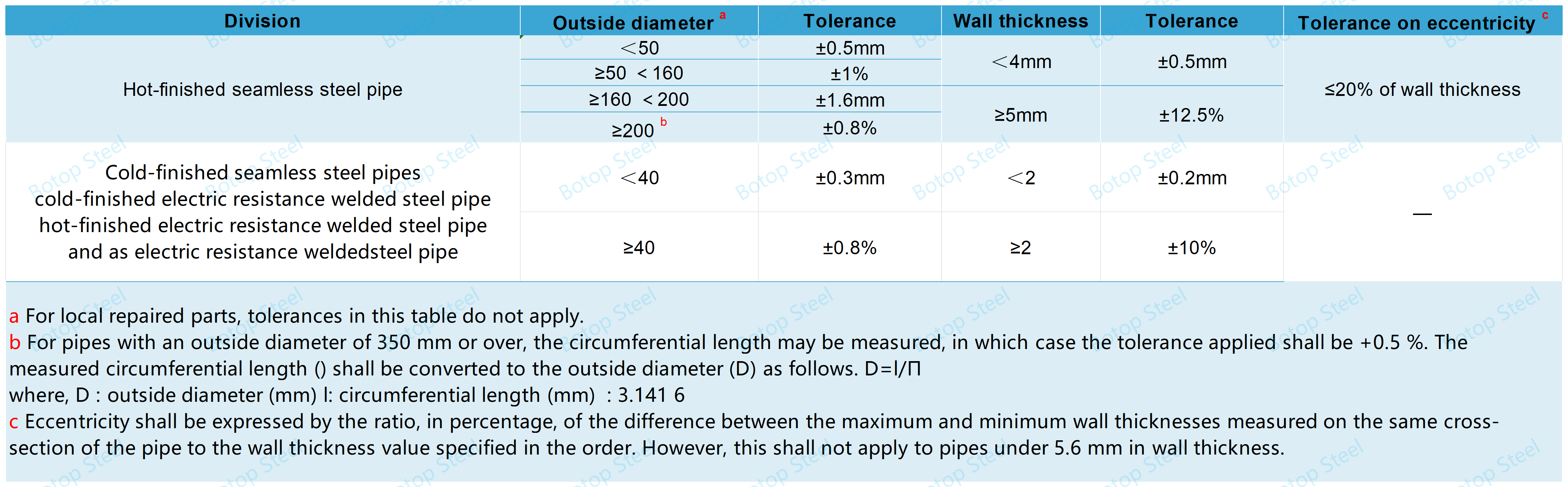
Geskik vir buitenste diameters 10.5 mm - 660.4 mm (6A - 650A) (1/8B - 26B).
A en B is twee maniere om die nominale deursnee in die Japannese standaard uit te druk. Spesifiek stem A ooreen met DN, terwyl B ooreenstem met NPS.
JIS G 3456 STPT 370 kan vervaardig word met behulp van dienaatlosevervaardigingsproses of dieelektriese weerstandssweising(ERW) proses.
Die vervaardigingsproses stem ook ooreen met verskillende afwerkingsmetodes om verskillende gebruiksomgewings te hanteer.
| Simbool van graad | Simbool van die vervaardigingsproses | |
| Pypvervaardigingsproses | Afwerkingsmetode | |
| JIS G 3456 STPT370 | Naatloos: S | Warm afwerking: H Koud-afgewerk: C |
| Elektriese weerstand gesweis: E Stompgesweis: B | Warm afwerking: H Koud-afgewerk: C As elektriese weerstand gesweis: G | |
STPT 370 moet hittebehandel word.
1. Warm-afgewerkte naatlose staalpyp: Soos vervaardig Laetemperatuur-uitgloeiing of normalisering kan soos nodig toegepas word;
2. Koud-afgewerkte naatlose staalpyp: Lae-temperatuur gloeiing of normalisering;
3. Warm-afgewerkte elektriese weerstandsgesweisde staalpyp: Soos vervaardig Laetemperatuur-uitgloeiing of normalisering kan soos nodig toegepas word;
4. Koud-afgewerkte elektriese weerstandsgesweisde en As elektriese weerstandsgesweisde staalpyp: Lae-temperatuur gloeiing of normalisering.
| Simbool van graad | C | Si | Mn | P | S |
| JIS G 3456 STPT370 | 0.25% maksimum | 0.10 - 0.35% | 0.30 - 0.90% | 0.035% maksimum | 0.035% maksimum |
Indien nodig, kan bykomende elemente bygevoeg word.
Treksterkte, vloeipunt of bewysspanning, en verlenging
Eiendom platmaak
Geskik vir pype met 'n buitediameter van meer as 60,5 mm.
Die monster word tussen die twee platforms geplaas en platgedruk. Wanneer die afstand tussen die twee plate dieH, daar is geen krake op die oppervlak van die staalpypmonster nie.
H = 1.08t/(0.08+ t/D)
н: afstand tussen platen (mm);
t: wanddikte van pyp (mm);
D: buitediameter van pyp (mm);
Buigbaarheid
Geskik vir staalpype met 'n buitediameter van 60.5 mm of minder.
Wanneer die monster om die doorn gebuig word tot 'n binneste radius van 6 keer die buitenste deursnee van die pyp, word die monster geïnspekteer en geen krake word gevind nie.
| Nominale wanddikte | Skedulenommer: Sk | |||||||||
| 10 | 20 | 30 | 40 | 60 | 80 | 100 | 120 | 140 | 160 | |
| Minimum hidrouliese toetsdruk, Mpa | 2.0 | 3.5 | 5.0 | 6.0 | 9.0 | 12 | 15 | 18 | 20 | 20 |
Wanneer die buitediameter en wanddikte van die staalpyp nie standaardgroottes is nie, kan die volgende metodes gebruik word om die toepaslike spesifikasiegraad te bepaal:
Kies eerstens die standaardskedulegraad wat die naaste aan die nie-standaardgrootte is; tweedens, bepaal die spesifikasiegraad deur die P-waarde te bereken.
In beide metodes moet die kleiner waarde as die finale spesifikasiegraad gekies word.
P = 2ste/D
P: toetsdruk (MPa);
t: wanddikte van pyp (mm);
D: buitediameter van pyp (mm);
s: 60% van die gespesifiseerde minimumwaarde van die vloeipunt of bewysspanning;
Algemene nie-vernietigende toetsmetodes sluit in ultrasoniese toetsing (UT) en wervelstroomtoetsing (ET).
Wanneer ultrasoniese inspeksie uitgevoer word, moet verwys word na JIS G 0582, en wanneer die inspeksieresultaat gelyk is aan of die verwysingsstandaard vir die UD-klas oorskry, word dit as 'n mislukking beskou.
Wanneer 'n wervelstroominspeksie uitgevoer word, moet verwys word na JIS G 0583. Wanneer die inspeksieresultaat gelyk is aan of die verwysingsstandaard vir die EY-klas oorskry, word dit as ongekwalifiseerd beskou.
Sedert die stigting daarvan in 2014,Botop Staalhet 'n toonaangewende verskaffer van koolstofstaalpype in Noord-China geword, bekend vir uitstekende diens, hoëgehalte-produkte en omvattende oplossings.
Die maatskappy bied 'n verskeidenheid koolstofstaalpype en verwante produkte, insluitend naatlose, ERW-, LSAW- en SSAW-staalpype, sowel as 'n volledige reeks pyptoebehore en flense. Die spesialiteitsprodukte sluit ook hoëgraadse legerings en austenitiese vlekvrye staal in, wat aangepas is om aan die eise van verskeie pyplynprojekte te voldoen.
Kontak ons gerus en ons sal graag u vrae beantwoord.










