
BS EN 10210 staalbuiseis warm-afgewerkte hol profiele van ongelegeerde en fynkorrelstaal vir 'n wye reeks argitektoniese en meganiese strukturele toepassings. Bevat ronde, vierkantige, reghoekige en ovaal profiele.
EN 10210 en BS EN 10210 is identiese standaarde, maar met verskillende organisasies.

Navigasieknoppies
BS EN 10210 Klassifikasie
BS EN 10210 Groottebereik
Grondstowwe
BS EN 10210 Staalnaam
Afleweringsvoorwaardes van BS EN 10210
Chemiese Samestelling van BS EN 10210
Meganiese Eienskappe van BS EN 10210
Impaktoetse
Sweisbaarheid
Dimensionele Toleransie
Oppervlakvoorkoms
Gegalvaniseerd
Herstel van Oppervlakdefekte
BS EN 10210 Merking
Toepassings
Ons Verwante Produkte
BS EN 10210 Klassifikasie
Volgens tipe staal
Ongelegeerde en gelegeerde spesiale staal
Ongelegeerde staal:S235JRH, S275JOH, S275J2H, S355JOH, S355J2H, S355K2H, S275NH, S275NLH, S355NH, S355NLH.
Gelegeerde spesiale staal: S420NH, S420NLH, S460NH, S460NLH.
'n Eenvoudige metode van identifikasie is: in die naam van die staal, as die vloeigrens van die indeks met die nommer '4' begin, vir legeringsstaal
Deur Vervaardigingsproses
Strukturele holprofiele moet vervaardig word deurnaatlose of gesweisde prosesse.
Naatloos sluit in: warm-afgewerkt en koud-afgewerkt
Algemene sweislasse sluit in elektriese weerstandssweising (ERW) en ondergedompelde boogsweising (SAW): LSAW, SSAW.
Elektries gelaste hol profile benodig gewoonlik nie interne lasnaafsnywerk nie.
Volgens dwarssnitvorm
CHSsirkelvormige hol profiele;
RHSvierkantige of reghoekige hol profiele;
EHSelliptiese holprofiele;
Hierdie artikel is georganiseer volgens die sirkelvormige dwarssnit (CHS) van die relevante inhoud.
BS EN 10210 Groottebereik
Wanddikte: ≤120 mm
Buitenste deursnee:
Rond (CHS): Buitenste deursnee ≤2500 mm;
Vierkant (RHS): Buitenste deursnee ≤ 800 mm × 800 mm;
Reghoekig (RHS): Buitenste deursnee ≤750 mm × 500 mm;
Ovaal (EHS): Buitenste deursnee ≤ 500 mm × 250 mm.
Grondstowwe
Ongelegeerde en fynkorrelstaal.
Ongelegeerde staal vier kwaliteite JR, JO, J2 en K2 word gespesifiseer.
Fynkorrelstaal: vier kwaliteite N en NL word gespesifiseer.
Fynkorrelstaal is staal met 'n fynkorrelstruktuur, met 'n ferrietkorrelgrootte ≥ 6.
BS EN 10210 Staalnaam
Vir holprofiele van nie-gelegeerde staal bestaan die staalbenaming uit
Voorbeeld: BS EN 10210-S275J0H
bestaan uit vier dele:S, 275, J0, en H.
1.S: dui aan dat die strukturele staal.
2.Numeriese waarde (275)dikte ≤ 16 mm vir die minimum gespesifiseerde vloeigrens, in MPa.
3.JR: dui aan dat by kamertemperatuur met spesifieke impakseienskappe;
J0: dui aan dat by 0 ℃ met spesifieke impakseienskappe;
J2 of K2: aangedui in -20 ℃ met spesifieke impak eienskappe;
4.H: dui hol gedeeltes aan.
Vir fynkorrelstaalstrukturele holprofiele bestaan die staalbenaming uit
Voorbeeld: EN 10210-S355NLH
Bestaan uit vyf dele:S, 355, N, L, en H.
1. S: dui strukturele staal aan.
2. Numeriese waarde (355)dikte ≤ 16 mm minimum gespesifiseerde vloeigrens, eenheid is MPa.
3. N: gestandaardiseerde of gestandaardiseerde rolwerk.
4. Lspesifieke impakseienskappe by -50 °C.
5.H: dui hol profiel aan.
Afleweringsvoorwaardes van BS EN 10210
JR, J0, J2 en K2 - warm afgewerk.
N en NL - genormaliseer. Genormaliseer sluit genormaliseerde gerolde in.
JR, J0, J2 en K2 - warm bewerk
N en NL - Normalisering. Normalisering sluit normalisering van rol in.
Dit mag nodig wees vir naatlose hol profiele met 'n wanddikte van meer as 10 mm, of wanneer T/D groter as 0,1 is, om versnelde verkoeling na austenitisering toe te pas om die beoogde struktuur te verkry, of vloeibare blus en tempering om die gespesifiseerde meganiese eienskappe te verkry.
Vir naatlose hol profiele met wanddiktes van meer as 10 mm, of wanneer die T/D groter as 0.1 is, kan versnelde verkoeling na austenitisasie nodig wees om die verlangde struktuur te verkry, of vloeibare blus en tempering om die gespesifiseerde meganiese eienskappe te verkry.
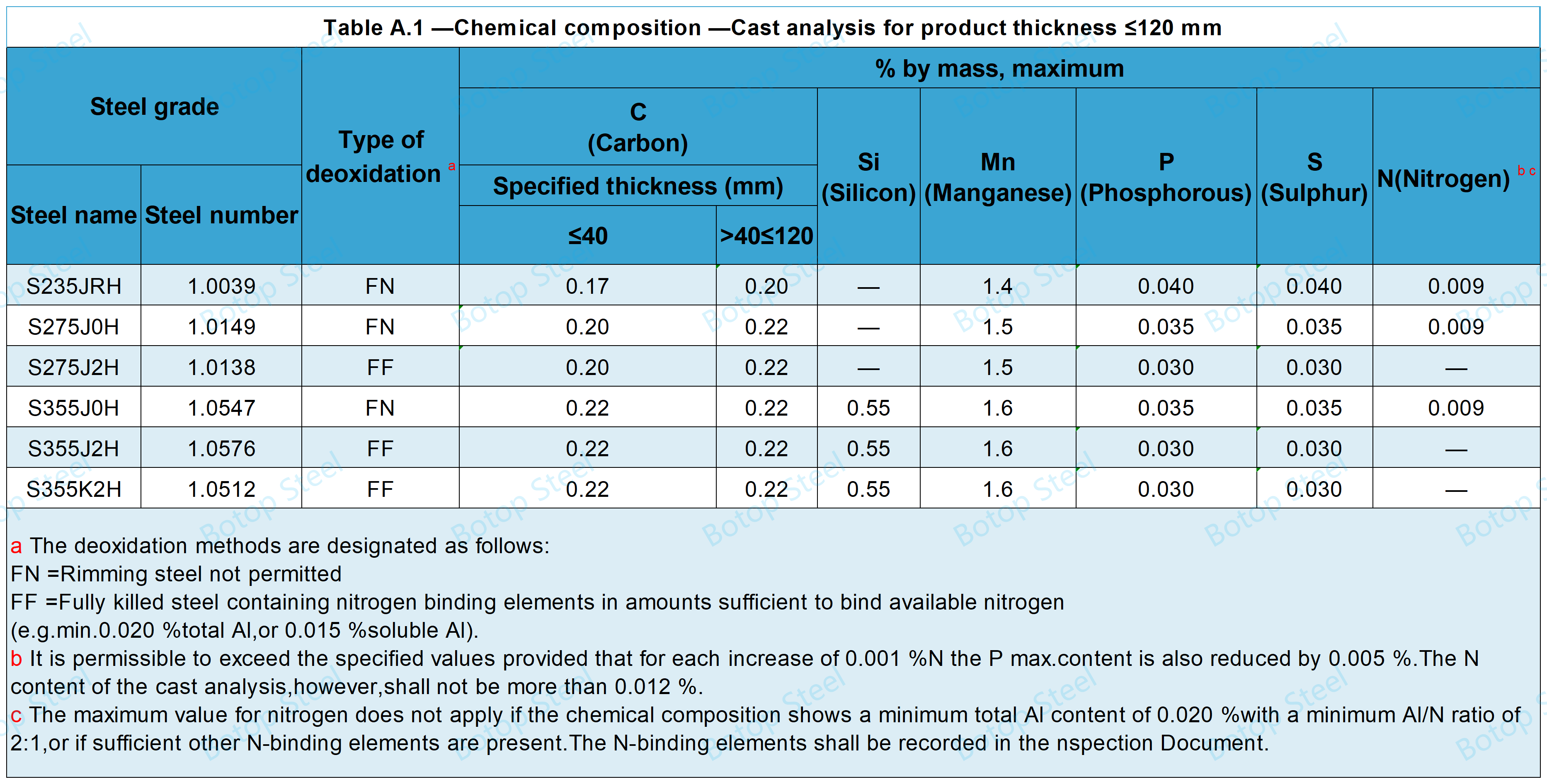
Chemiese Samestelling van BS EN 10210
Nie-gelegeerde staal - Chemiese samestelling
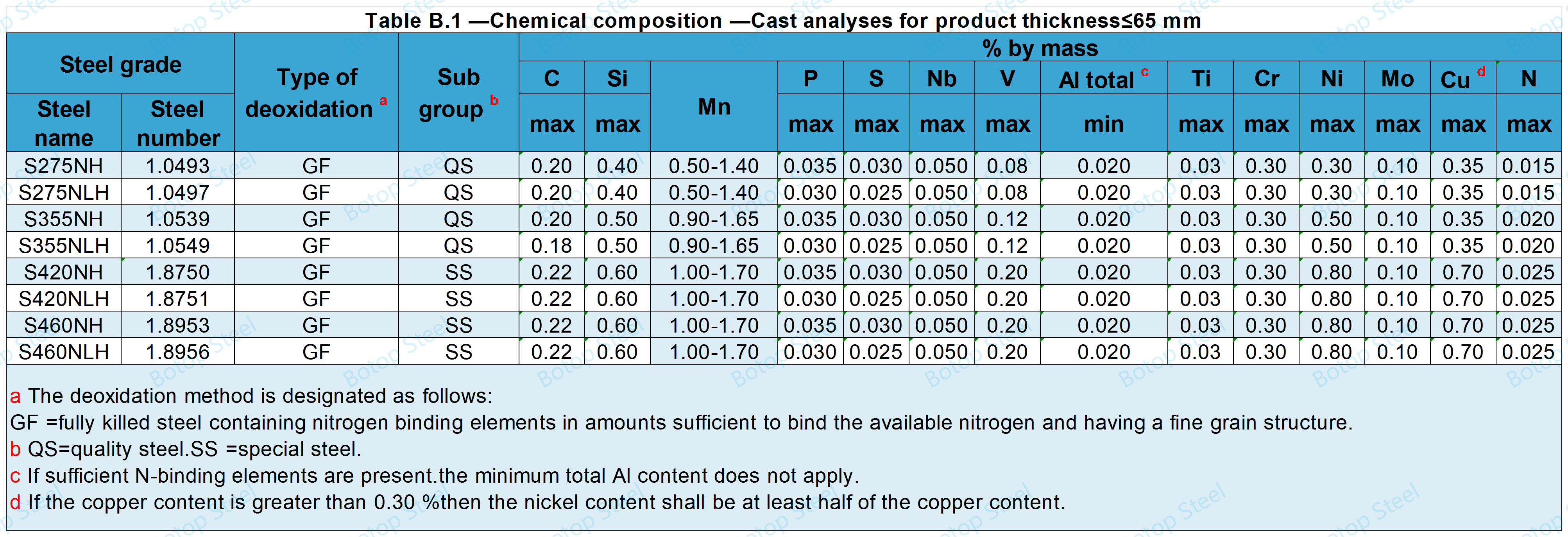
Fynkorrelstaal - Chemiese samestelling
Wanneer die CEV bepaal word, moet die volgende formule gebruik word:
CEV=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
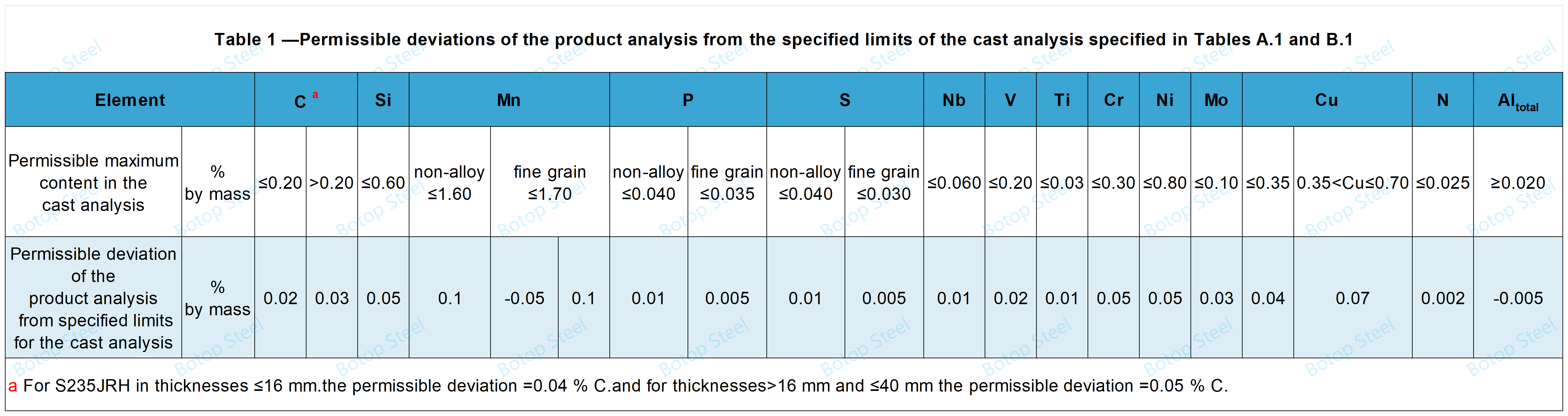
Afwyking in Chemiese Samestelling
Meganiese Eienskappe van BS EN 10210
Spanningverligting-uitgloeiing by meer as 580 °C of vir meer as een uur kan lei tot agteruitgang van die meganiese eienskappe.
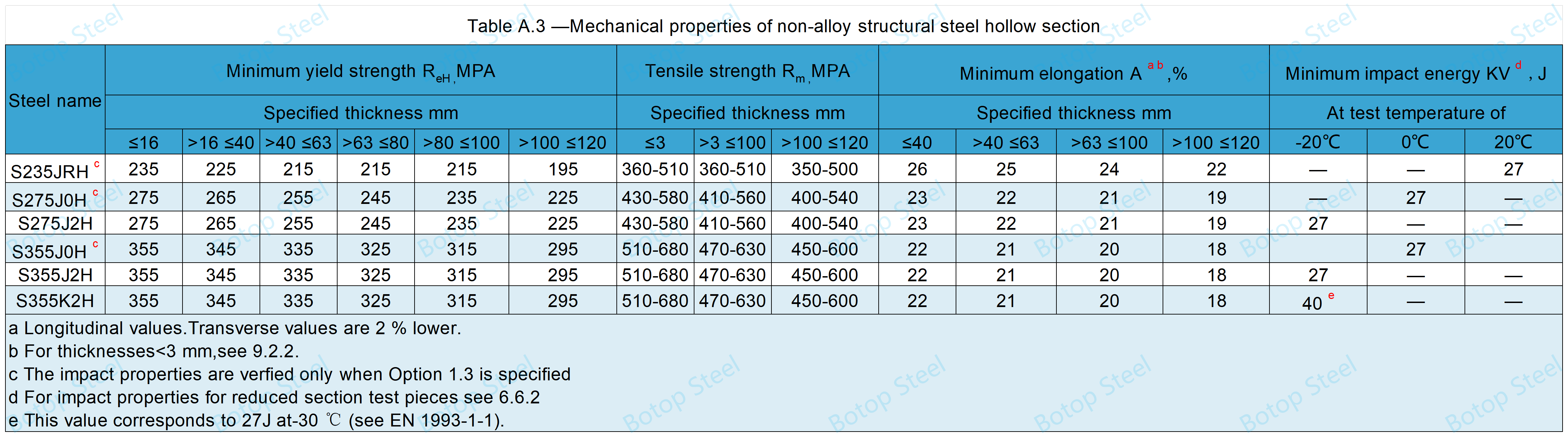
Nie-gelegeerde staal - Meganiese Eienskappe
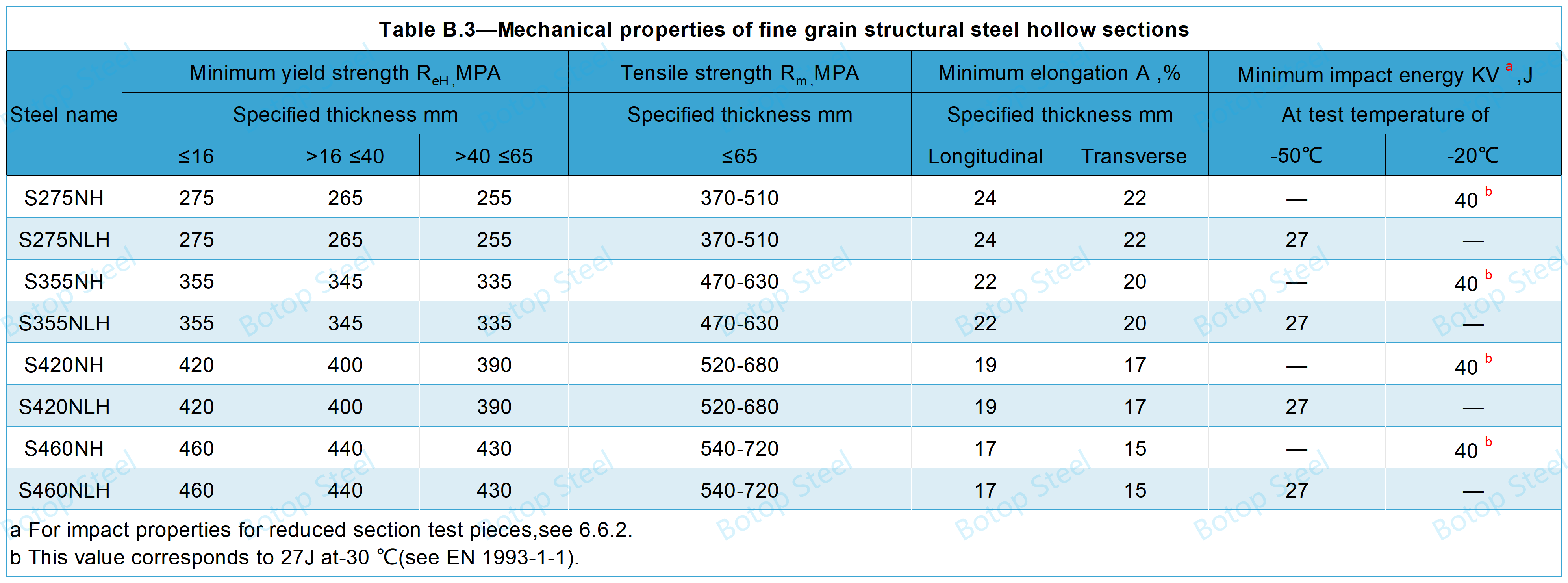
Fynkorrelstaal - Meganiese Eienskappe
Impaktoetse
Impaktoetsing is nie nodig wanneer die gespesifiseerde dikte < 6 mm is nie.
Standaard V-gekerfde monsters volgens EN 10045-1 moet gebruik word.
Indien die nominale produkdikte onvoldoende is vir die voorbereiding van gestandaardiseerde monsters, moet toetse uitgevoer word met monsters met 'n breedte van minder as 10 mm, maar nie minder as 5 mm nie.
Sweisbaarheid
Die staalsoorte in BS EN 10210 is sweisbaar.
EN 1011-1 en EN 1011-2 spesifiseer die algemene vereistes vir gesweisde produkte.
Koue krake in die sweisone is die hoofrisiko namate produkdikte, sterktevlak en CEV toeneem.
Dimensionele Toleransie
Toleransies op Vorm, Reguitheid en Massa

Toleransies van Lengte

Naathoogte van SAW-las
Toleransie op die hoogte van interne en eksterne lasnaad vir ondergedompelde booggesweisde hol profiele.
| Dikte, T | Maksimum laskraalhoogte, mm |
| ≤14,2 | 3.5 |
| >14,2 | 4.8 |
Die BS EN 10210-standaard dek beide naatlose en gesweisde warm-afgewerkte holprofielprodukte. Die hoofsweisprosesse is weerstandssweising (ERW) en ondergedompelde boogsweising (SAW). Die sweislasse in ERW-staalpype is grootliks onsigbaar, terwyl SAW-sweislasse gewoonlik growwer en meer sigbaar is as gevolg van SAW.
Oppervlakvoorkoms
Die oppervlak moet 'n gladde afwerking hê wat ooreenstem met die vervaardigingsmetode wat gebruik word;
Indien die dikte binne toleransie is, word stampe, groewe of vlak longitudinale groewe wat as gevolg van die vervaardigingsproses voortspruit, toegelaat.
Gegalvaniseerd
Produkte in BS EN 10210 is geskik vir warmverzinking.
EN ISO 1461 moet gebruik word om die vereistes vir bedekkings te spesifiseer.
Sinkbedekkings word aangebring deur onderdompeling in 'n gesmelte oplossing wat ten minste 98% sinkinhoud bevat.
Herstel van Oppervlakdefekte
Oppervlakdefekte kan deur die vervaardiger deur slyp verwyder word, mits die herstelde dikte nie minder as die minimum toelaatbare dikte is nie.
Indien vervaardig deur die sweisproses, is herstel van sweislasse nie toegelaat nie, behalwe vir ondergedompelde boogsweising.
Nie-gelegeerde staalpype kan herstel word deur die pypliggaam te sweis. Legeringstaalpype mag nie herstel word deur die liggaam te sweis nie.
BS EN 10210 Merking
Die inhoud van die staalpypmerk moet die volgende bevat:
is die naam van die staal, bv. EN 10210-S275JOH.
is die naam of handelsmerk van die vervaardiger.
'n identifikasiekode, bv. 'n bestelnommer.
BS EN 10210 staalbuise kan deur 'n verskeidenheid metodes gemerk word om maklike identifikasie en naspeurbaarheid te verseker, hetsy deur verf, stempelwerk, kleefetikette of bykomende etikette, wat individueel of in kombinasie gebruik kan word.
Toepassings
As gevolg van sy hoë sterkte, goeie taaiheid en sweisbaarheid, is BS EN 10210 in staat om 'n wye reeks omgewings en laaitoestande te weerstaan en word dit wyd gebruik in 'n verskeidenheid strukturele toepassings.
Boustrukturebv. geraamtes vir hoë geboue, dakstrukture vir stadions en ondersteuningselemente vir brûe.
Meganiese ingenieursweserame en stutte vir masjinerie en swaar toerusting.
Siviele ingenieurswesesoos tonnelstutte, brugkolomme en ander lasdraende strukture.
Vervoerinfrastruktuurinsluitend komponente vir paaie en spoorwegbruggies.
Energiesektorbv. windturbinetorings en ander strukturele komponente vir energiefasiliteite.
Ons is 'n vervaardiger en verskaffer van hoë gehalte gesweisde koolstofstaalpype uit China, en ook 'n voorraadhouer van naatlose staalpype, wat u 'n wye reeks staalpypoplossings bied!
Merkers: bs en 10210, en 10210,s275j2h,s275j0h,s355j2h.
Plasingstyd: 25 Apr-2024