
JIS G 3456 staalpypeKoolstofstaalbuise is hoofsaaklik geskik vir gebruik in diensomgewings met buitediameters tussen 10,5 mm en 660,4 mm by temperature van meer as 350 ℃.

Navigasieknoppies
JIS G 3456 Graadklassifikasie
Grondstowwe
JIS G 3456 Vervaardigingsprosesse
Pyp-einde
Warm behandeling
Chemiese komponente van JIS G 3456
Trektoets van JIS G 3456
Platmaak-eksperiment
Buigbaarheidstoets
Hidrouliese Toets of Nie-vernietigende Toets (NDT)
Pypgewigkaart en pypskedules van JIS G 3456
Dimensionele Toleransies
Voorkoms
JIS G 3456 Merking
JIS G 3456 Staalpyp Toepassings
Standaarde verwant aan JIS G 3456
Ons Verwante Produkte
JIS G 3456 Graadklassifikasie
Die JIS G 3456-standaard het drie grade volgens die treksterkte van die pyp.
STPT370, STPT410 en STPT480
Hulle verteenwoordig buise met 'n minimum treksterkte van onderskeidelik 370, 410 en 480 N/mm² (MPa).
Grondstowwe
Die pype moet van gedode staal vervaardig word.
Gedode staal is 'n spesiale tipe staal wat gekenmerk word deur die byvoeging van spesifieke elemente, soos aluminium en silikon, tydens die smeltproses om suurstof en ander skadelike onsuiwerhede in die staal te absorbeer en te bind.
Hierdie proses verwyder gasse en onsuiwerhede effektief, wat die suiwerheid en eenvormigheid van die staal verbeter.
JIS G 3456 Vervaardigingsprosesse
Vervaardig met behulp van 'n gepaste kombinasie van buisvervaardigingsprosesse en afwerkingsmetodes.
| Simbool van graad | Simbool van die vervaardigingsproses | ||
| Pypvervaardigingsproses | Afwerkingsmetode | Merk | |
| STPT370 STPT410 STPT480 | Naatloos:S | Warm-afgewerkt:H Koud-afgewerk:C | Soos gegee in 13 b). |
| Elektriese weerstand gesweis:E Stompgesweis:B | Warm-afgewerkt:H Koud-afgewerk:C As elektriese weerstand gesweis:G | ||
VirSTPT 480graad pyp, slegs naatlose staalpyp mag gebruik word.
Indien weerstandssweising gebruik word, moet die sweislasse aan die binneste en buitenste oppervlaktes van die pyp verwyder word om 'n gladde sweislas te verkry.
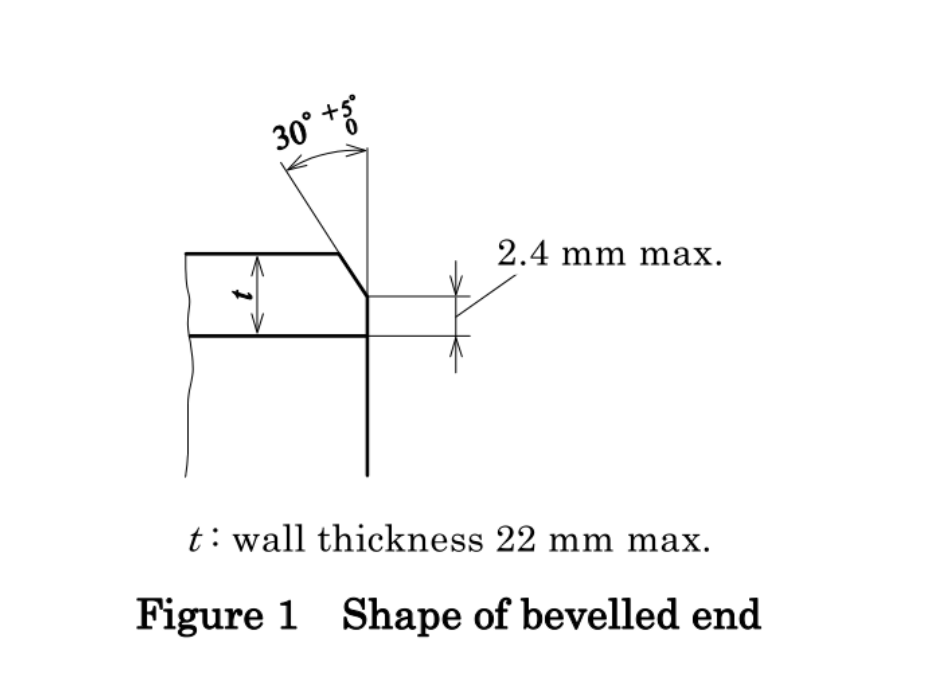
Pyp-einde
Die pyp moet weesplat punt.
Indien die pyp in 'n skuins punt verwerk moet word, vir 'n wanddikte ≤ 22 mm staalpyp, is die hoek van die skuins 30-35°, die skuinswydte van die staalpyprand: is maksimum 2.4 mm.
Staalpype met 'n wanddikte van meer as 22 mm, wat gewoonlik as 'n saamgestelde skuins kant verwerk word, kan die implementering van standaarde verwys na die toepaslike vereistes van ASME B36.19.
Warm behandeling
Kies die toepaslike hittebehandelingsproses volgens die graad en vervaardigingsproses.

Chemiese komponente van JIS G 3456
Chemiese Samestellingstoetsing
Die hitte-analisemetode moet in ooreenstemming met JIS G 0320 wees.
Die produkanalisemetode moet in ooreenstemming met JIS G 0321 wees.
| Simbool van graad | C(Koolstof) | Si(Silikon) | Mn(Mangaan) | P(Fosfor) | S(Swael) |
| maksimum | maksimum | maksimum | |||
| STPT370 | 0.25% | 0.10-0.35% | 0.30-0.90% | 0.035% | 0.035% |
| STPT410 | 0.30% | 0.10-0.35% | 0.30-1.00% | 0.035% | 0.035% |
| STPT480 | 0.33% | 0.10-0.35% | 0.30-1.00% | 0.035% | 0.035% |
Toleransies vir Chemiese Samestelling
Naatlose staalpype moet onderhewig wees aan die toleransies in Tabel 3 van JIS G 0321.
Weerstandsgesweisde staalpype moet onderhewig wees aan die toleransies in Tabel 2 van JIS G 0321.
Trektoets van JIS G 3456
Toetsmetodes: Die toetsmetodes moet voldoen aan die standaarde in JIS Z.2241.
Die pyp moet voldoen aan die vereistes wat in Tabel 4 vir treksterkte, vloeigrens en verlenging gegee word.
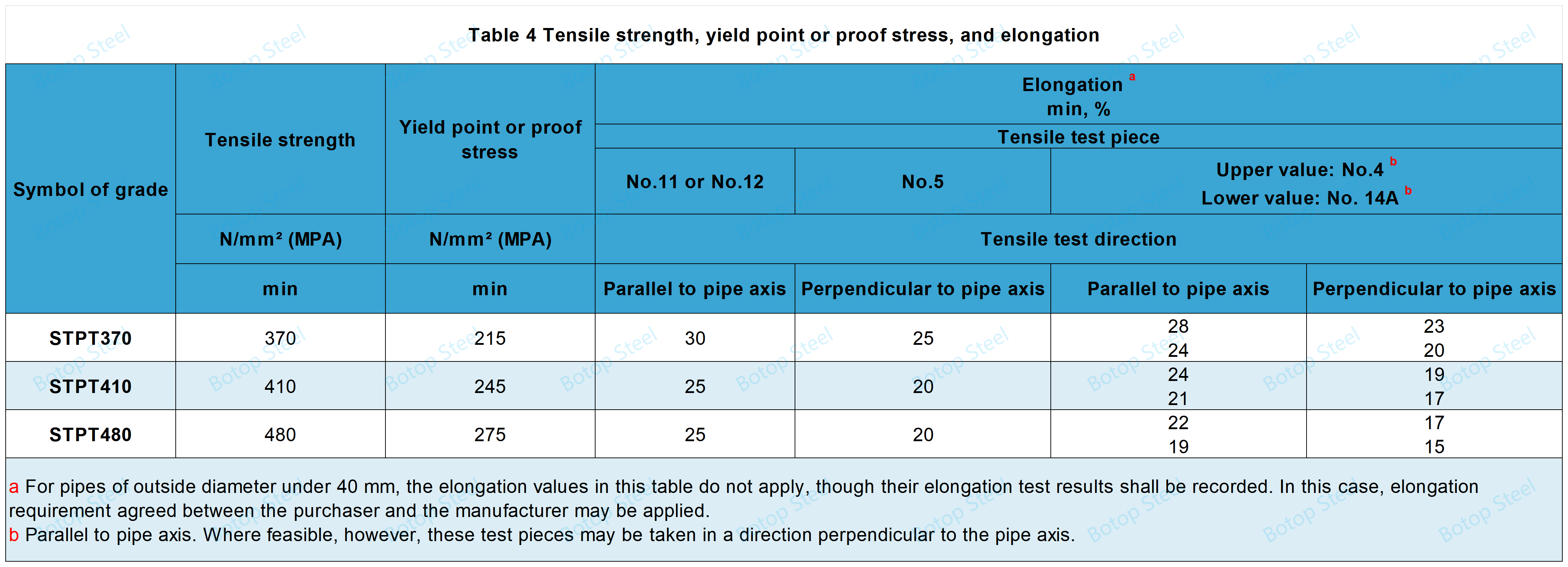
Die toetsstuk wat gebruik word, moet van No. 11, No. 12 (Nr. 12A, No. 12B, of No. 12C), No. 14A, No. 4 of No. 5 wees soos gespesifiseer in JIS Z 2241.
Die deursnee van toetsstuk nr. 4 moet 14 mm wees (diktelengte 50 mm).
Toetsstukke nr. 11 en nr. 12 moet parallel met die pypas geneem word,
Toetsstukke nr. 14A en nr. 4, óf parallel óf loodreg op die pypas,
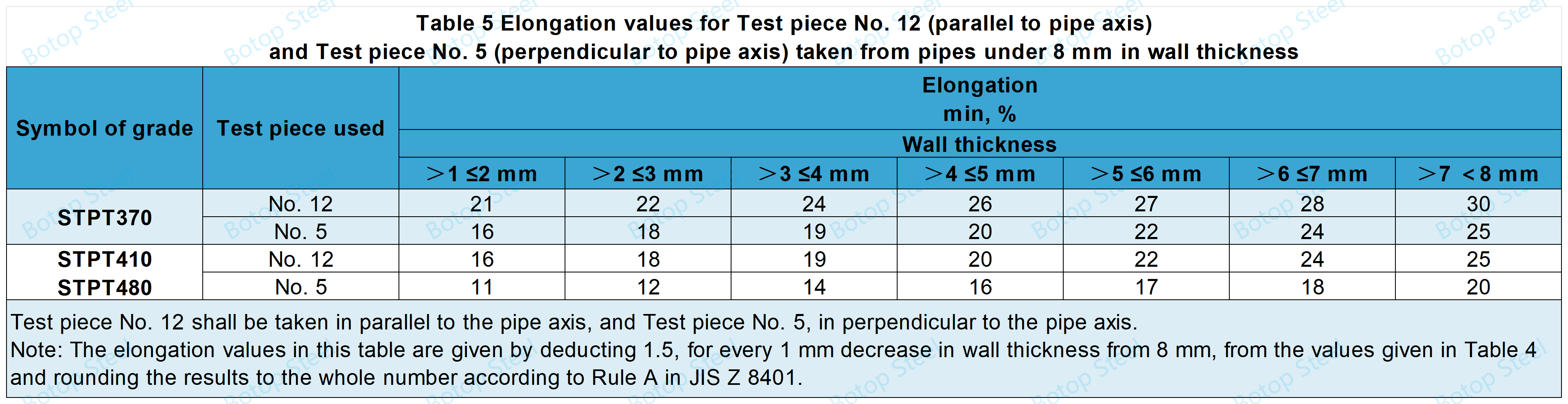
en Toetsstuk nr. 5, loodreg op die pypas.
Toetsstuk nr. 12 of nr. 5 wat van die elektriese weerstandsgesweisde staalpyp geneem is, mag nie die sweislas bevat nie.
Vir die trektoets van pype met 'n dikte van minder as 8 mm wat met behulp van Toetsstuk Nr. 12 of Toetsstuk Nr. 5 uitgevoer word, is die verlengingsvereiste wat in Tabel 5 gegee word, van toepassing.
Platmaak-eksperiment
By kamertemperatuur (5°C - 35°C), maak die monster plat tussen twee platforms totdat ditafstand (H) tussen hulle die gespesifiseerde waarde bereik en dan vir krake kyk.
H=(1+e)t/(e+t/D)
нafstand tussen plate (mm)
t: wanddikte van pyp (mm)
Dbuitediameter van pyp (mm)
еkonstante gedefinieer vir elke graad pyp:
0.08 vir STPT370,
0.07 vir STPT410 en STPT480
Buigbaarheidstoets
Buigbaarheid is van toepassing op pype met 'n buitediameter van 60.5 mm of minder.
Toetsmetode By kamertemperatuur (5°C tot 35°C), buig die toetsstuk om die doorn totdat die binneste radius 6 keer die buitenste deursnee van die pyp is en kontroleer vir krake. In hierdie toets moet die sweislas ongeveer 90° vanaf die buitenste deel van die buiging geleë wees.
Die Buigbaarheidstoets kan ook uitgevoer word volgens die vereiste dat die binneste radius vier keer die buitenste deursnee van die pyp is en die buighoek 180° is.
Hidrouliese Toets of Nie-vernietigende Toets (NDT)
'n Hidrouliese toets of nie-vernietigende toets moet op elke pyp uitgevoer word.
Hidrouliese Toets
Hou die pyp vir ten minste 5 sekondes teen die minimum hidrouliese toetsdruk wat gespesifiseer is en let op dat die pyp die druk sonder lekkasie kan weerstaan.
Die hidrouliese tyd word volgens die staalpypskedule gespesifiseer.
| Tabel 6 Minimum hidrouliese toetsdruk | ||||||||||
| Nominale wanddikte | Skedulenommer: Sk | |||||||||
| 10 | 20 | 30 | 40 | 60 | 80 | 100 | 120 | 140 | 160 | |
| Minimum hidrouliese toetsdruk, Mpa | 2.0 | 3.5 | 5.0 | 6.0 | 9.0 | 12 | 15 | 18 | 20 | 20 |
Nie-vernietigende toets
Indien ultrasoniese inspeksie gebruik word, moet seine van verwysingsmonsters wat UD-tipe verwysingsstandaarde bevat, soos gespesifiseer in JIS G 0582, as alarmvlakke gebruik word; enige sein van die pyp gelyk aan of groter as die alarmvlak moet verwerp word. Daarbenewens moet die minimum diepte van vierkantige uitsparings vir die toets van pype, behalwe koue afwerking, 0.3 mm wees.
Indien wervelstroominspeksie gebruik word, moet seine van 'n EY-tipe verwysingsstandaard soos gespesifiseer in JIS G 0583 as die alarmvlak gebruik word; enige sein van die pyp gelyk aan of groter as die alarmvlak sal 'n rede vir verwerping wees.
Pypgewigkaart en pypskedules van JIS G 3456
Formule vir die berekening van staalpypgewig
Neem 'n digtheid van 7.85 g/cm³ vir die staalbuis aan en rond die resultaat af tot drie beduidende syfers.
W=0.02466t(Dt)
W: eenheidsmassa van pyp (kg/m)
t: wanddikte van pyp (mm)
Dbuitediameter van pyp (mm)
0.02466: omskakelingsfaktor vir die verkryging van W
Pyp Gewigkaart
Pypgewigtabelle en -skedules is belangrike verwysings wat algemeen in pyplyningenieurswese gebruik word.
Pypskedules
'n Skedule is 'n gestandaardiseerde kombinasie van wanddikte en die nominale deursnee van 'n pyp.
Staalbuise van Bylae 40 en Bylae 80 word wyd gebruik in die nywerheid en konstruksie. Dit is algemene pypgroottes met verskillende wanddiktes en kapasiteite vir verskillende toepassingscenario's.
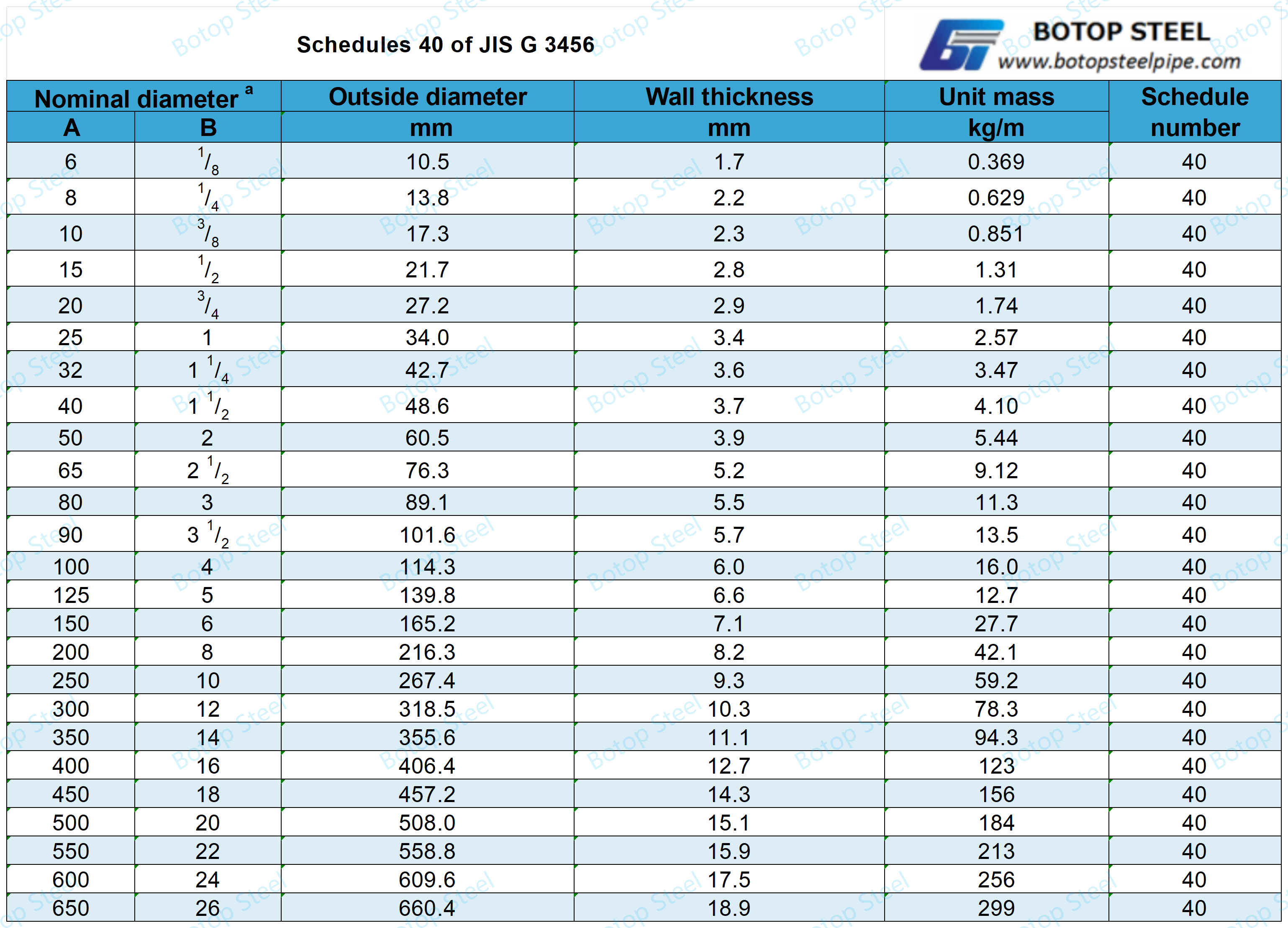
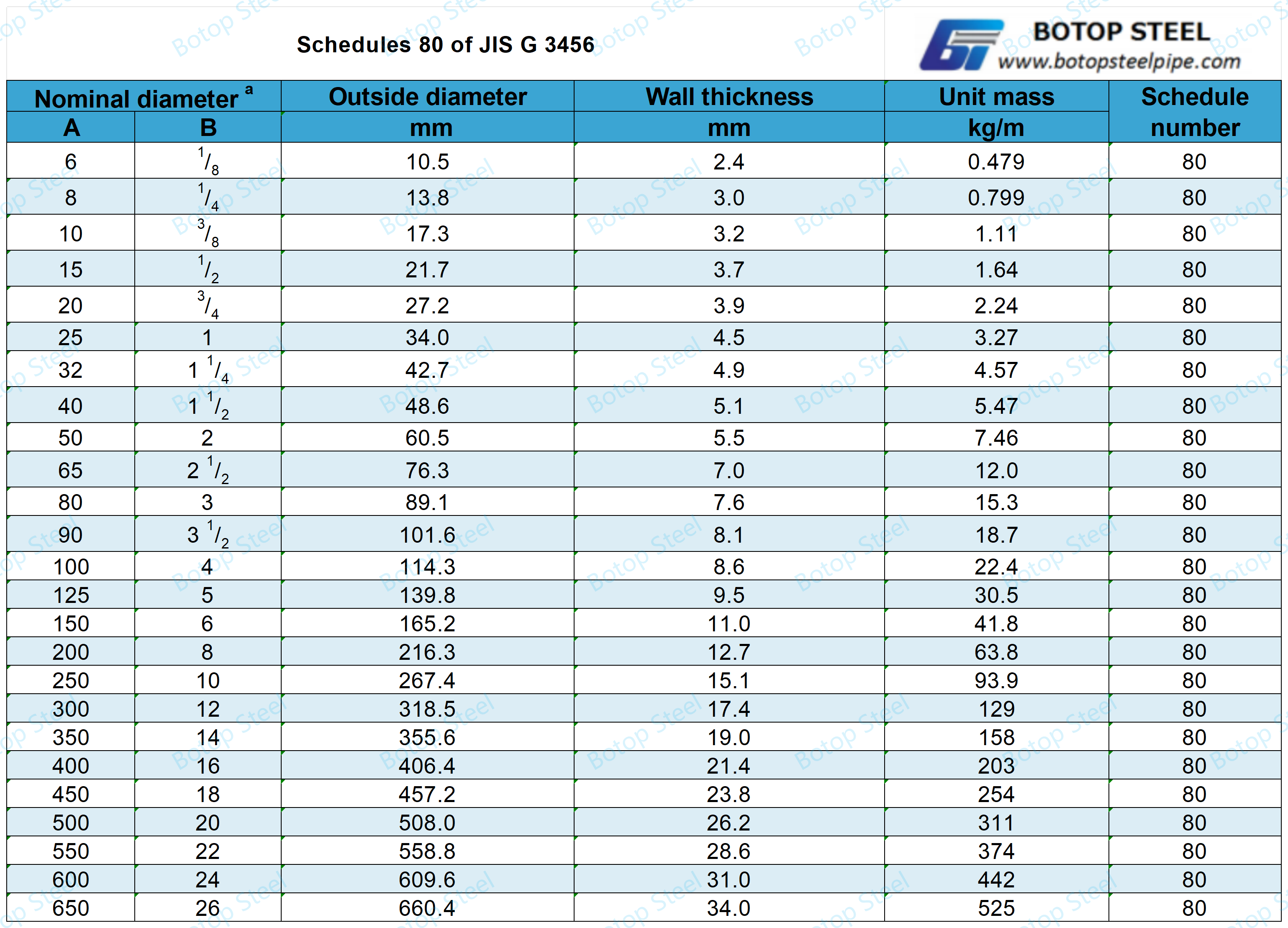
As jy meer wil weet oor diepypgewigtabel en pypskedulein die standaard, kan jy klik om dit na te gaan!
Dimensionele Toleransies
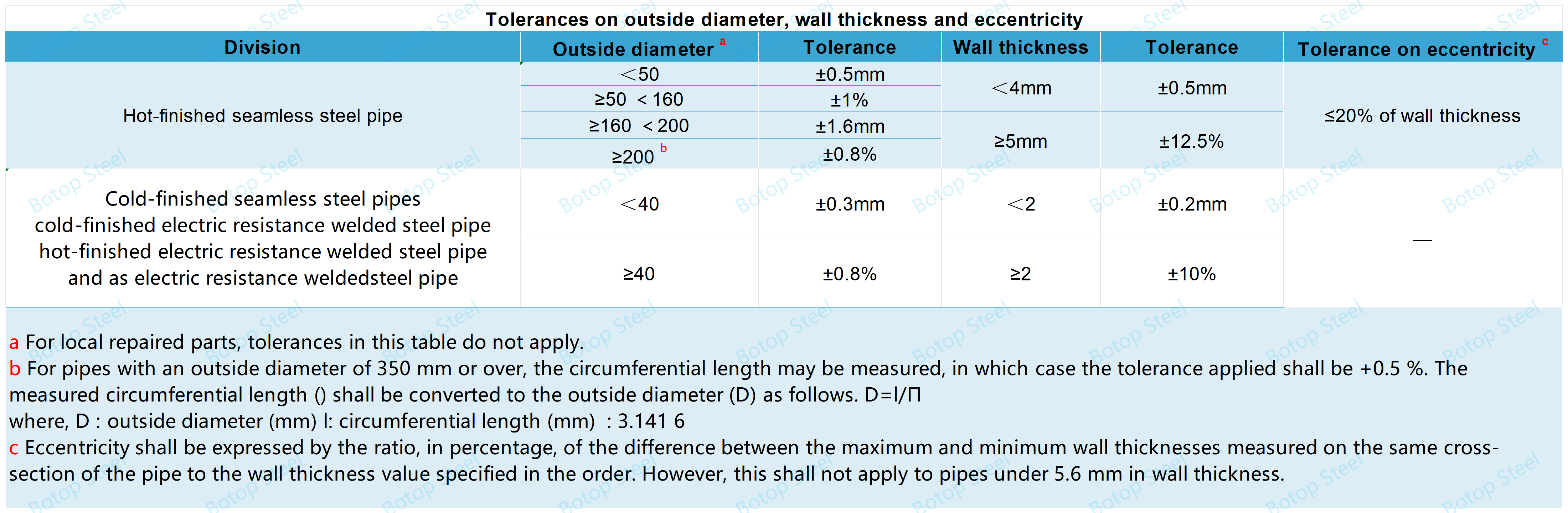
Voorkoms
Die interne en eksterne oppervlaktes van die pyp moet glad en vry van defekte wees wat ongunstig is vir gebruik.
Die pyp moet reguit wees, met die punte reghoekig met die as van die pyp.
Pype kan herstel word deur slyp, masjinering of ander metodes, maar die herstelde wanddikte moet binne die gespesifiseerde toleransies bly en die herstelde oppervlak moet glad in profiel wees.
Die wanddikte van die herstelde pyp moet binne die gespesifiseerde toleransies gehou word en die oppervlak van die herstelde pyp moet glad in profiel wees.
JIS G 3456 Merking
Elke pyp wat inspeksie slaag, moet met die volgende inligting gemerk word. Etikette kan op bondels vir pype met klein deursnee gebruik word.
a) Simbool van graad
b) Simbool van die vervaardigingsproses
Die simbool van die vervaardigingsproses sal soos volg wees. Die strepies mag met spasies vervang word.
Warm-afgewerkte naatlose staalpyp: -SH
Koud-afgewerkte naatlose staalpyp: -SC
As elektriese weerstandsgesweisde staalpyp: -EG
Warm-afgewerkte elektriese weerstandsgesweisde staalpyp: -EH
Koud-afgewerkte elektriese weerstandsgesweisde staalpyp: -EG
c) Afmetings, uitgedruk deur nominale deursnee × nominale wanddikte, of buitedeursnee × wanddikte.
d) Vervaardiger se naam of identifiserende handelsmerk
Voorbeeld:BOTOP JIS G 3456 SH STPT370 50A×SHC40 HEAT NO.00001
JIS G 3456 Staalpyp Toepassings
JIS G 3456 staalpyp word gewoonlik gebruik vir toerusting en pypstelsels in hoëtemperatuur- en hoëdrukomgewings, soos in ketels, hitteruilers, hoëdruk-stoompype, termiese kragsentrales, chemiese aanlegte en papierfabrieke.
Standaarde verwant aan JIS G 3456
Die volgende standaarde is almal van toepassing op pypleidings in hoëtemperatuur- en hoëdrukomgewings en kan as 'n alternatief vir JIS G 3456 gebruik word.
ASTM A335/A335M: van toepassing op legeringsstaalpype
DIN 17175: vir naatlose staalpype
EN 10216-2: vir naatlose staalpype
GB 5310: van toepassing op naatlose staalpype
ASTM A106/A106M: Naatlose koolstofstaalbuise
ASTM A213/A213M: Naatlose buise en pype van legeringsstaal en vlekvrye staal
EN 10217-2: Geskik vir gesweisde buise en pype
ISO 9329-2: Naatlose koolstof- en legeringsstaalbuise en -pype
NFA 49-211: vir naatlose staalbuise en -pype
BS 3602-2: vir naatlose koolstofstaalpype en -toebehore
Ons is 'n vervaardiger en verskaffer van hoëgehalte-gesweisde koolstofstaalpype uit China, en ook 'n voorraadhouer van naatlose staalpype, wat u 'n wye reeks staalpypoplossings bied! As u meer inligting oor staalpypprodukte wil weet, kan u ons kontak.
Etikette: JIS G 3456, SPTP370, STPT410, STPT480, STPT, verskaffers, vervaardigers, fabrieke, voorraadhouers, maatskappye, groothandel, koop, prys, kwotasie, grootmaat, te koop, koste.
Plasingstyd: 29 Apr-2024