
ASTM A106is 'n standaardspesifikasie vir naatlose koolstofstaalpype vir hoëtemperatuurdiens wat deur die Amerikaanse Vereniging vir Toetsmateriaal (ASTM) vasgestel is.

Navigasieknoppies
ASTM A106 Omvang
ASTM A106 Graad
ASTM A106 Grondstowwe
ASTM A106 Naatlose Staalpyp Generasie Metode
Warm behandeling
Chemiese Samestelling
Meganiese Eienskappe
Toetsprogram
Dimensionele Toleransies
Behandeling van oppervlakdefekte
Buismerk
Alternatiewe Materiale
Toepassing van ASTM A106
Ons Verwante Produkte
ASTM A106 Omvang
Pyptipe: naatlose staalpyp.
NNominale pypgrootte: Dek naatlose staalpyp van DN6-DN1200 (NPS1/8-NPS48).
Wanddikte: Wanddikte word vereis om aan die spesifieke vereistes van Tabel 1 vanASME B36.10M.
ASTM A106 Graad
ASTM A106 het drie grade staalpyp: Graad A,Graad B, en Graad C.
Die hoofverskil tussen die drie grade is die chemiese samestelling en meganiese eienskappe.
ASTM A106 Grondstowwe
Die staal sal gedoodde staal wees.
Die staal word vervaardig deur die primêre smeltproses te gebruik, wat óf oopherd, basiese suurstof óf elektriese oond kan wees, moontlik gekombineer met aparte ontgassing of raffinering.
ASTM A106 Naatlose Staalpyp Generasie Metode
Naatlose staalpypword op twee maniere vervaardig: koudgetrek en warmafgewerkt.
DN ≤ 40 mm naatlose staalpyp kan koudgetrek of warm afgewerk word.
DN ≥ 50 mm naatlose staalpyp word warm afgewerk.
Warm behandeling
Warm-afgewerkte ASTM A106 naatlose staalpyp benodig nie hittebehandeling nie.
Koudgetrekte ASTM A106 naatlose staalbuise moet hittebehandel word teen temperature ≥ 650°C.
Chemiese Samestelling
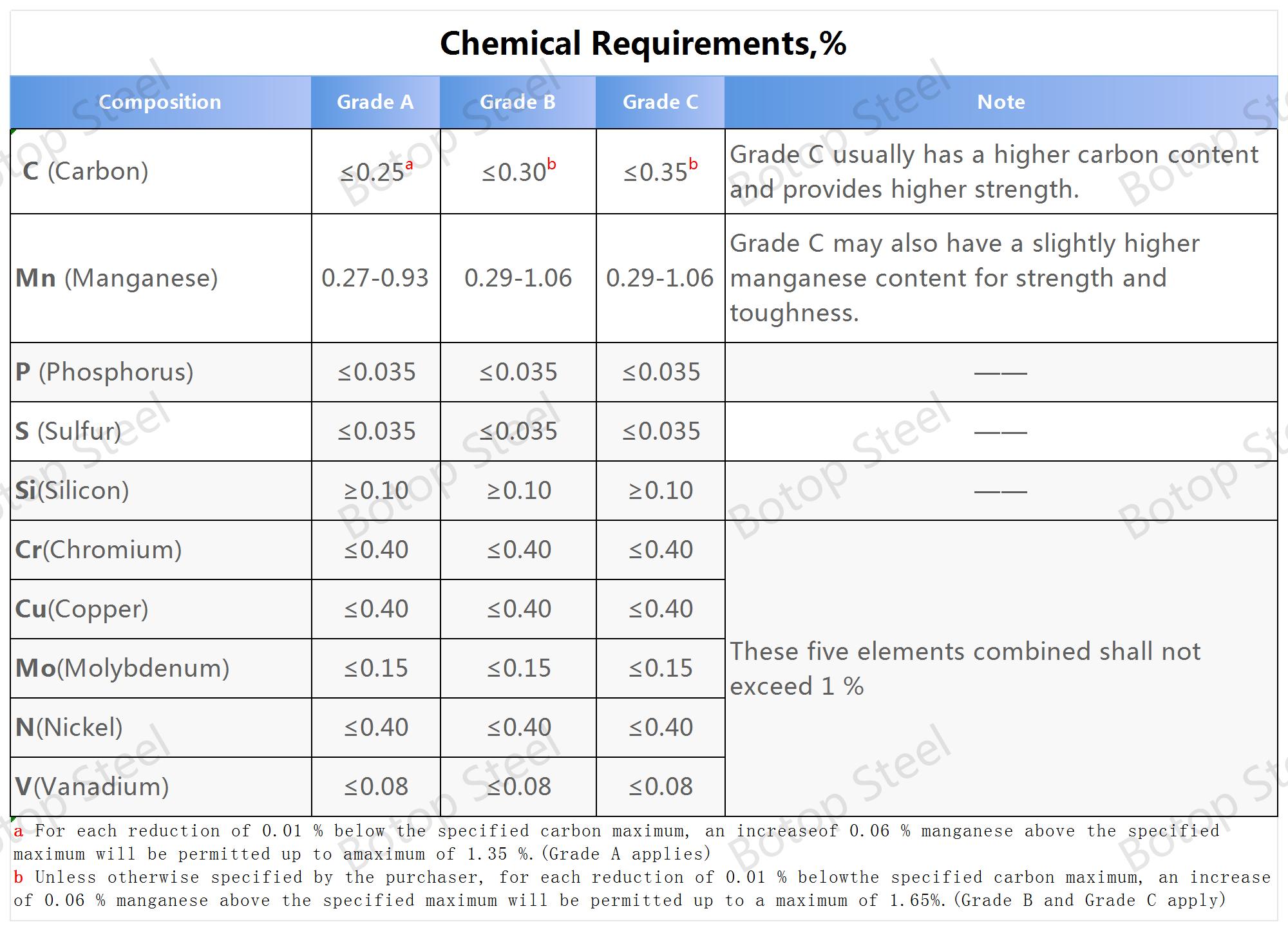
ASTM A106 Graad A, Graad B en Graad C in die chemiese samestelling van die grootste verskil is die verskil tussen die inhoud van C en Mn, die inhoud van ander elemente in die verskillende grade kan 'n geringe verskil hê, maar gewoonlik 'n relatief lae reeks om te beheer.
Meganiese Eienskappe
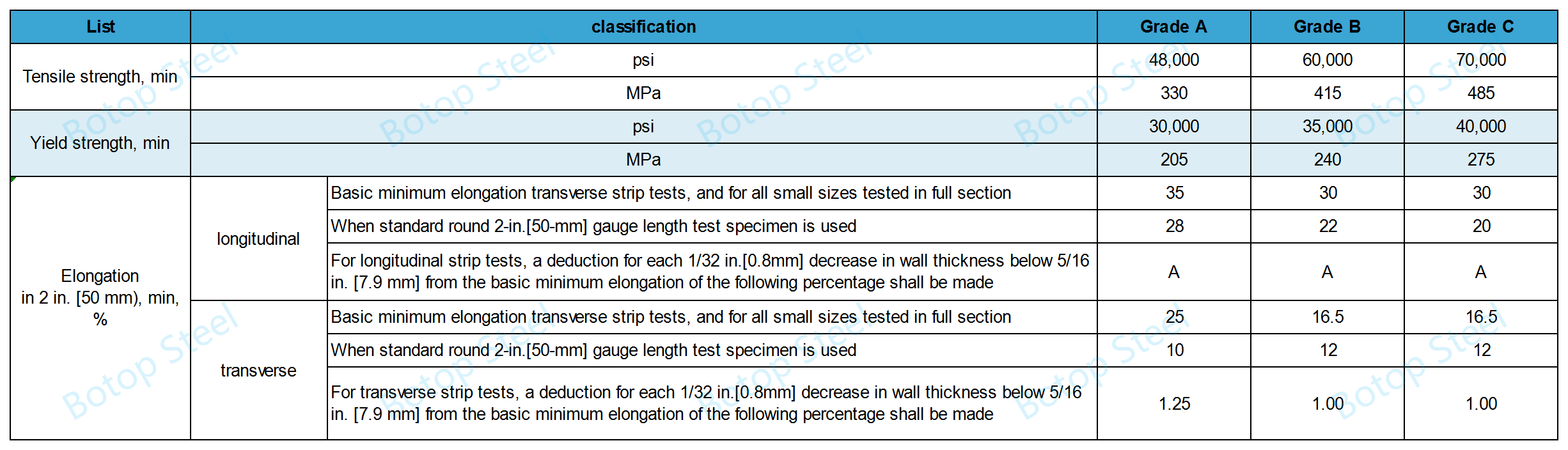
Die minimum verlenging in 2 duim (50 mm) word bepaal deur die volgende vergelyking:
duim-pond eenhede:
e=625,000A0.2/UO.9
SL-eenhede:
e=1940A0.2/U0.9
eminimum verlenging in 2 duim (50 mm), %, afgerond tot die naaste 0.5%
A: dwarssnitoppervlakte van die spanningstoetsmonster, in2(mm2)gebaseer op gespesifiseerde buitediameter of nominale monsterwydte en gespesifiseerde wanddikte,afgerond tot die naaste 0.01 duim2(1 mm2).
Indien die aldus berekende oppervlakte gelyk aan of groter as 0.75 duim is2(500 mm2), dan die waarde 0.75 in2(500 mm2) sal gebruik word.
Ugespesifiseerde treksterkte, psi (MPa)
Toetsprogram
ASTM A106 bevat gedetailleerde spesifikasies vir chemiese samestelling, termiese analise, meganiese eienskapvereistes, buigvereistes, platmaaktoetse, hidrostatiese toetse en nie-vernietigende elektriese toetsing.
Chemiese Samestelling / Hitte-analise
Hitte-analise is 'n proses wat gebruik word om die inhoud van individuele chemiese elemente in staal te bepaal om te verseker dat die chemiese samestelling van elke lot materiaal aan die vereistes van ASTM A106 voldoen.
Die bepaling van chemiese samestelling is gebaseer op termiese analise. Die hoof fokus is op die inhoud van die elemente koolstof, mangaan, fosfor, swael en silikon, waarvan die verhoudings 'n direkte invloed op die eienskappe van die pyp het.
Trekvereistes
Buise moet aan spesifieke treksterkte-, vloeigrens- en verlengingsvereistes voldoen. Dit verseker die sterkte en taaiheid van die buis by verhoogde temperature.
Buigvereistes
Buigtoetse word gebruik om die taaiheid en plastiese vervorming van buise te evalueer wanneer hulle aan buigspanning onderwerp word om die betroubaarheid van die buis tydens installasie en gebruik te verseker.
Platmaaktoetse
Platmaaktoetse word gebruik om die rekbaarheid en weerstand teen krake van staalbuise te evalueer. Hierdie toets vereis dat die pyp tot 'n sekere mate platgemaak word sonder om te kraak om die kwaliteit van die materiaal en die kwalifikasie van die verwerkingstegnologie te bewys.
Hidrostatiese Toets
Hidrostatiese toetsing is 'n belangrike stap in die kontrolering van die drukdravermoë van 'n staalpyp deur druk toe te pas wat hoër is as wat deur die standaard vereis word om die strukturele integriteit en die afwesigheid van lekkasies te verseker.
Nie-vernietigende elektriese toets
Nie-vernietigende elektriese toets (bv. ultrasoniese toetsing of elektromagnetiese toetsing) word gebruik om interne en oppervlakdefekte soos krake, insluitsels of gate in staalbuise te identifiseer om die kwaliteit van die produk te verseker.
Dimensionele Toleransies
Massa
Die werklike massa van die pyp moet in die reeks wees van97.5% - 110%van die gespesifiseerde massa.
Pype in NPS 4 [DN 100] en kleiner kan in gerieflike lotte geweeg word;
Pype groter as NPS 4 [DN 100] moet afsonderlik geweeg word.
Buitenste deursnee
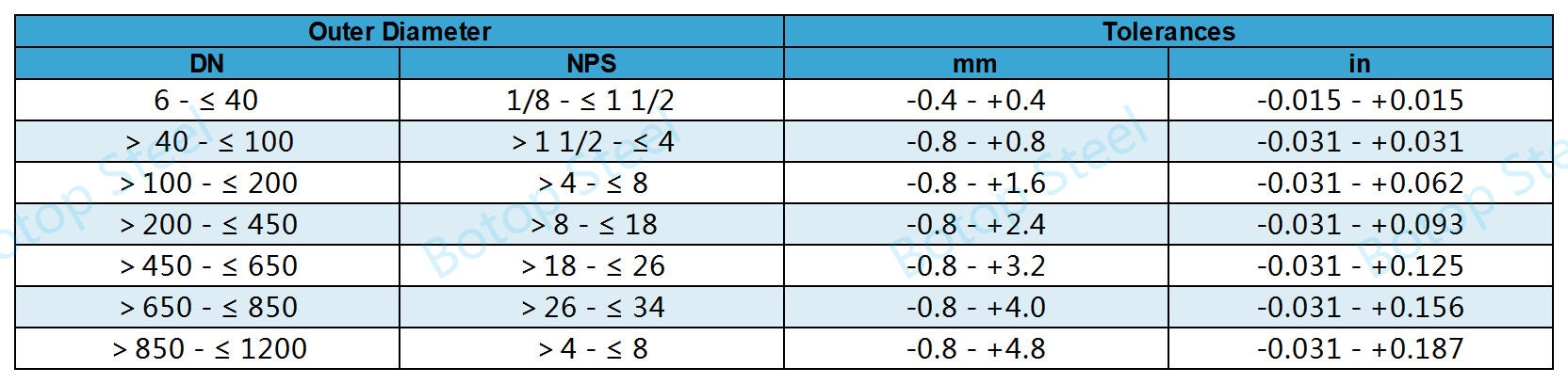
Vir buise met 'n buitediameter van > 250 mm (10 duim), indien hoër buitediameter-akkuraatheid vereis word, is die toelaatbare buitediameter-variasie ±1%.
Vir buise met 'n binnediameter van > 250 mm (10 duim), indien hoër ID-akkuraatheid vereis word, is die toelaatbare ID-variasie ±1%.
Dikte
Minimum wanddikte = 87.5% van die gespesifiseerde wanddikte.
Lengte
Enkele ewekansige lengte: 4.8-6.7 m [16-22 vt].5% van die lengte mag minder as 4,8 m [16 vt] wees, maar nie korter as 3,7 m [12 vt] nie.
Dubbele ewekansige lengtesDie minimum gemiddelde lengte is 10,7 m [35 vt] en die minimum lengte is 6,7 m [22 vt].Vyf persent van die lengte mag minder as 6,7 m [22 vt] wees, maar nie korter as 4,8 m [16 vt] nie.
Behandeling van oppervlakdefekte
Bepaling van Defekte
Wanneer oppervlakdefekte in buise voorkom wat 12.5% van die nominale wanddikte oorskry of die minimum wanddikte oorskry, moet die defekte deur slyp verwyder word solank die oorblywende wanddikte 87.5% of meer van die gespesifiseerde diktewaarde is.
Nie-skadelike defekte
Om die oppervlakbehandeling in lyn te bring met die prosesvereistes, moet die volgende nie-skadelike defekte deur slyp verwyder word:
1. Meganiese merke en skure - soos kabelmerke, duike, geleidingsmerke, rolmerke, balskrape, inkepings en vormmerke, en putte, waarvan geeneen 1/16 duim (1.6 mm) diep mag wees nie.
2. Visuele onvolmaakthede, meestal korste, nate, oorlappings, skeure of snye dieper as 5 persent van die nominale wanddikte.
Defek Herstel
Wanneer vlekke of defekte deur slyp verwyder word, moet 'n gladde geboë oppervlak gehandhaaf word en die pypwanddikte moet nie minder as 87.5% van die gespesifiseerde diktewaarde wees nie.
Herstellasse word gemaak in ooreenstemming met ASTM A530/A530M.
Buismerk
Elke ASTM A106-staalpyp moet gemerk word met die vervaardiger se identifikasie, spesifikasiegraad, afmetings en skedulegraadinligting vir maklike identifikasie en naspeurbaarheid.
Vir hidrostatiese of nie-vernietigende elektriese toetsmerk moet die volgende reëls gevolg word:

| Hidro | NDE | Merk |
| Ja | No | Toetsdruk |
| No | Ja | NDE |
| No | No | NH |
| Ja | Ja | Toetsdruk/NDE |
Toepassing van ASTM A106
Olie- en gasbedryf:Pypstelsels word gebruik om olie, gas en ander vloeistowwe te vervoer.
Kragstasies:Word gebruik as hitteruilerpype en oorverhitterpype in ketels vir die oordrag van hoëtemperatuurstoom en warm water.
Chemiese Nywerheid:Word in chemiese aanlegte as pype gebruik om hoëtemperatuur chemiese reaksieprodukte te weerstaan.
Bou en Konstruksie:Pypleidings vir verhittings- en stoomstelsels in geboue.
SkeepsbouKomponente van hoëdruk-stoomstelsels in skepe.
MasjinerievervaardigingGebruik in masjinerie en toerusting wat weerstand teen hoë temperatuur of hoë druk benodig.


Ons Verwante Produkte
Ons is een van die toonaangewende vervaardigers en verskaffers van gesweisde koolstofstaalpype en naatlose staalpype uit China, met 'n wye reeks hoëgehalte-staalpype in voorraad, en ons is daartoe verbind om u 'n volledige reeks staalpypoplossings te bied. Vir meer produkbesonderhede, kontak ons gerus, ons sien daarna uit om u te help om die beste staalpypopsies vir u behoeftes te vind!
etikette: astm a106, a106, naatloos, verskaffers, vervaardigers, fabrieke, voorraadhouers, maatskappye, groothandel, koop, prys, kwotasie, grootmaat, te koop, koste.
Plasingstyd: 2 Maart 2024