


የቦቶፕ ብረት አቅርቦትERW ብረት ቧንቧከGR.BX42፣X46፣GR.1፣GR.2፣S355J0H፣S275JRH፣SGP፣ወዘተ
| ቅጥ | መደበኛ | ደረጃ | አጠቃቀም |
| ERW ብረት ቧንቧ | API 5L PSL1&PSL2 | GR.B፣X42፣X46፣X52፣X60፣X65፣X70፣ወዘተ | የነዳጅ እና የጋዝ መጓጓዣ |
| ASTM A53 | GR.A, GR.B | ||
| ASTM A252 | GR.1፣ GR.2፣GR.3 | ለመዋቅር (Piling) | |
| BS EN10210 | S275JRH፣S275J0H፣S355J0H፣S355J2H፣ወዘተ | ||
| BS EN10219 | S275JRH፣S275J0H፣S355J0H፣S355J2H፣ወዘተ | ||
| JIS G3452 | SGP, ወዘተ | መጓጓዣ የ ዝቅተኛ-ግፊት ፈሳሽ | |
| JIS G3454 | STPG370፣STPG410፣ወዘተ | መጓጓዣ የ ከፍተኛ-ግፊት ፈሳሽ | |
| JIS G3456 | STPG370፣STPG410፣STPG480፣ወዘተ | ከፍተኛ ሙቀት የብረት ቱቦዎች |
የቧንቧ መጨረሻ Beveling

ጥቁር ሥዕል ከማርክ ጋር

መጠቅለል እና መወንጨፍ
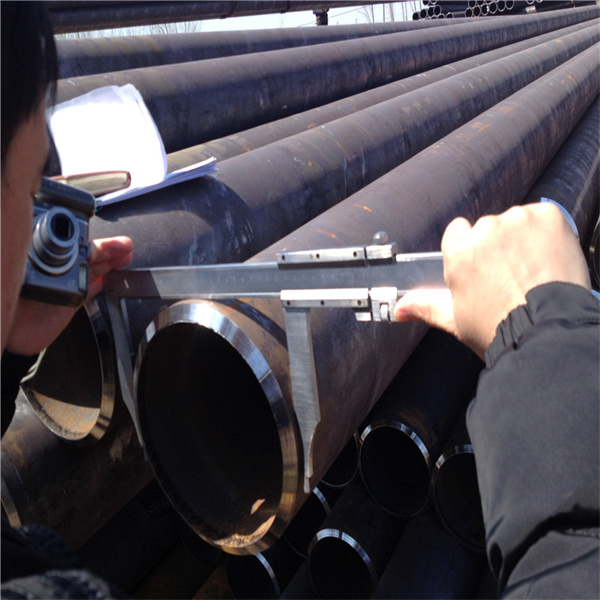
የውጭ ዲያሜትር ምርመራ

የግድግዳ ውፍረት ምርመራ

የመጨረሻ ምርመራ

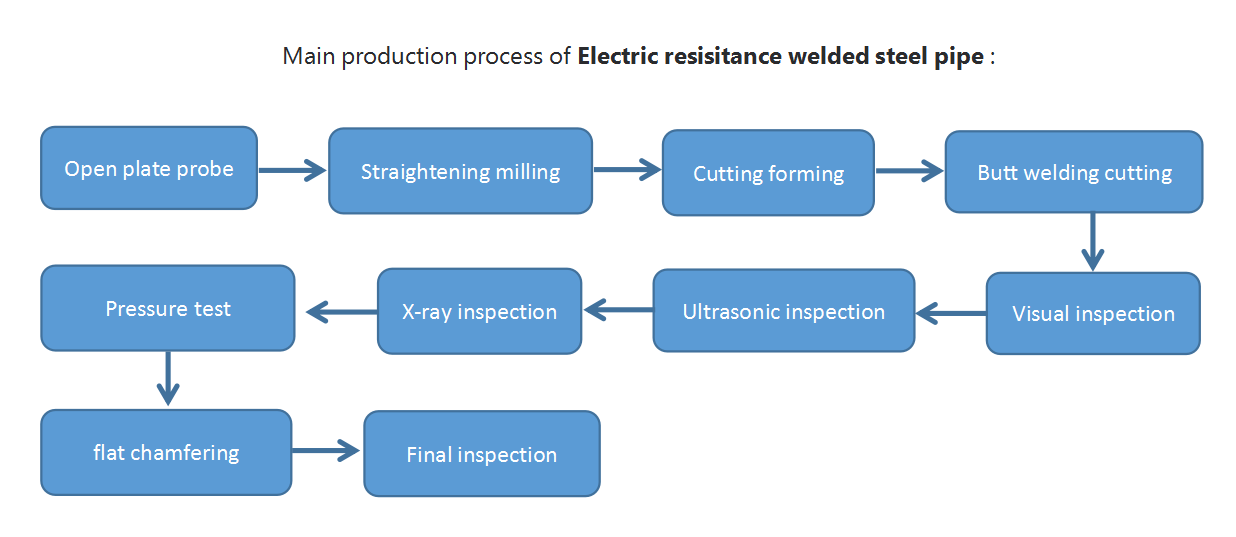
የኤሌክትሪክ መቋቋም በተበየደው (የማምረቻ ዘዴው የኤሌክትሪክ መከላከያ ብየዳ ወይም ባት ብየዳ ነው. የማጠናቀቂያ ዘዴው በሙቅ ወይም በብርድ የተጠናቀቀ ሊሆን ይችላል. ቀዝቃዛው የተጠናቀቁ ቧንቧዎች ከተመረቱ በኋላ መታጠፍ አለባቸው.)
የ OD እና WT መቻቻል
| ክፍፍል | መቻቻል በኦ.ዲ | በ WT ላይ መቻቻል | |
| ERW ብረት ቧንቧ | 10.5ሚሜ≤D≤48.6ሚሜ | ± 0.5 ሚሜ | -12.5% + አልተገለጸም። |
| D 60.5 ሚሜ | ± 0.5 ሚሜ | ||
| D 76.3 ሚሜ | ± 0.7 ሚሜ | ||
| 89.1ሚሜ≤D≤139.8ሚሜ | ± 0.8 ሚሜ | ||
| D 165.2 ሚሜ | ± 0.8 ሚሜ | ||
| D 190.7 ሚሜ | ± 0.9 ሚሜ | ||
| D 216.3 ሚሜ | ± 1.0 ሚሜ | ||
| D 241.8 ሚሜ | ± 1.2 ሚሜ | ||
| D 267.4 ሚሜ | ± 1.3 ሚሜ | ||
| D 318.5 ሚሜ | ± 1.5 ሚሜ | ||
| 355.6ሚሜ≤D≤508.0ሚሜ | - | ||


| አስም A252 ERW ቧንቧ | ክብ ERW ቧንቧ |
| አስም A53 B ERW ቧንቧ | ERW የተበየደው ብረት ቧንቧ |
| ERW ብረት ቧንቧ ክምር | ERW ጥቁር ብረት ቧንቧ |
| ቀላል ብረት ERW ቧንቧ | ERW የካርቦን ብረት ቧንቧ |
ASTM A53 Gr.A &Gr. B ካርቦን ERW ብረት ቧንቧ ለከፍተኛ ሙቀት
EN10210 S355J2H መዋቅራዊ ERW ብረት ቧንቧ
JIS G3454 ካርቦን ERW ብረት ቧንቧ ግፊት አገልግሎት
JIS G3452 ካርቦን ERW የብረት ቱቦዎች ለመደበኛ የቧንቧ መስመር
EN10219 S275J0H S275J2H / S275JRH መዋቅራዊ ERW የብረት ክምር ቧንቧ





