



ASTM A501 الدرجة Bهو أنبوب فولاذي كربوني ملحوم وغير ملحوم مشكل على الساخن بقوة شد دنيا تبلغ 448 ميجا باسكال (65000 رطل لكل بوصة مربعة) لمجموعة متنوعة من التطبيقات الهيكلية.
ASTM A501يُستخدم هذا المنتج في تصنيع وأداء أنابيب الصلب الكربوني الملحومة وغير الملحومة المشكلة على الساخن للتطبيقات الهيكلية.
يمكن أن تكون هذه الأنابيب الفولاذية سوداء (غير مطلية) أو مجلفنة بالغمس الساخن، والأخيرة تتمتع بمقاومة متزايدة للتآكل من خلال عملية الجلفنة، مما يجعلها مناسبة لمجموعة واسعة من الظروف البيئية.
تُستخدم هذه الأنابيب الفولاذية على نطاق واسع في الجسور والمباني والعديد من التطبيقات الهيكلية العامة الأخرى.
يصنف معيار ASTM A501 أنابيب الصلب إلى ثلاث درجات،الدرجة أ، والدرجة ب، والدرجة ج.
تعتبر الدرجة B هي الأكثر استخدامًا من بين الدرجات الثلاث لأنها توفر خصائص متوازنة جيدًا للعديد من التطبيقات الهيكلية.
يتم تصنيع الفولاذ بواسطةعملية صناعة الصلب باستخدام الأكسجين الأساسي أو فرن القوس الكهربائي.
يمكن صب الفولاذ في سبائك أو يمكن صبه على شكل خيوط.
عندما يتم صب الفولاذ من درجات مختلفة بشكل متسلسل، يجب على منتج الفولاذ تحديد مادة الانتقال الناتجة وإزالتها باستخدام إجراء راسخ يفصل الدرجات بشكل إيجابي.
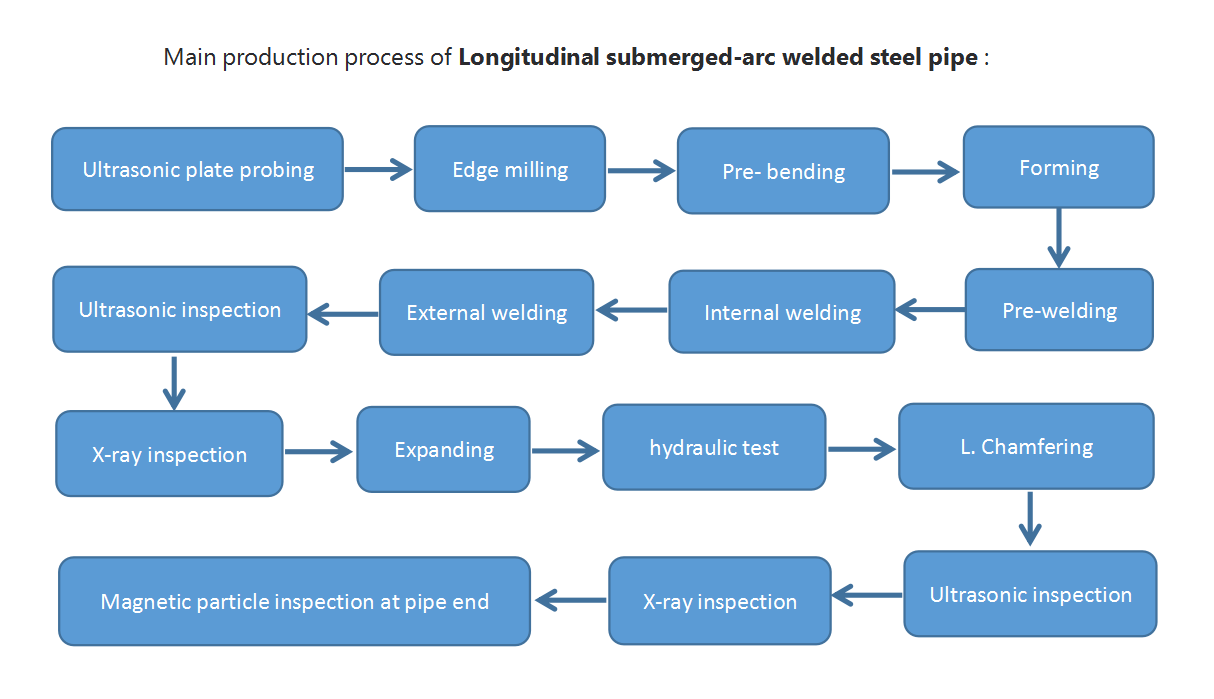
يتم تصنيع الأنابيب بإحدى العمليات التالية:اللحام غير الملحوم؛ اللحام التناكبي بالفرن (اللحام المستمر)؛ لحام المقاومة الكهربائية (ERW) أو لحام القوس المغمور (SAW)يتبع ذلك إعادة التسخين في جميع أنحاء المقطع العرضي والتشكيل الساخن عن طريق عملية الاختزال أو التشكيل، أو كليهما.
تنقسم عملية اللحام بالقوس المغمور إلىLSAW(SAWL) و SSAW (HSAW).
يتم تشكيل الشكل النهائي من خلال عملية التشكيل الساخن.
يجوز إضافة معالجة حرارية للتطبيع للأنابيب ذات سمك جدار أكبر من 13 مم [1/2 بوصة].
| متطلبات المواد الكيميائية ASTM A501 من الدرجة B، % | |||
| تعبير | الدرجة ب | ||
| تحليل الحرارة | تحليل المنتج | ||
| ج (الكربون)B | الأعلى | 0.22 | 0.26 |
| المنغنيز (Mn)B | الأعلى | 1.40 | 1.45 |
| الفوسفور (P) | الأعلى | 0.030 | 0.040 |
| S (الكبريت) | الأعلى | 0.020 | 0.030 |
| النحاس (Cu)B ((عند تحديد الفولاذ النحاسي) | مين | 0.20 | 0.18 |
| Bمقابل كل انخفاض بنسبة 0.01 نقطة مئوية عن الحد الأقصى المحدد للكربون، يُسمح بزيادة بنسبة 0.06 نقطة مئوية فوق الحد الأقصى المحدد للمنجنيز، بحد أقصى 1.60% عن طريق التحليل الحراري و1.65% عن طريق تحليل المنتج. | |||
يجب إجراء تحليلات المنتج باستخدام عينات اختبار مأخوذة من طولين من الأنابيب من كل دفعة من 500 طول، أو جزء منها، أو قطعتين من المخزون المسطح المدرفل من كل دفعة من كمية مماثلة من المخزون المسطح المدرفل.
يجب أن تتوافق عينات الشد مع المتطلبات المعمول بها في طرق الاختبار والتعاريف A370، الملحق A2.
| متطلبات الشد وفقًا لمعيار ASTM A501 من الدرجة B | |||
| قائمة | سمك الجدار مم [بوصة] | الدرجة ب | |
| قوة الشد، دقيقة، رطل/بوصة مربعة [ميجا باسكال] | الجميع | 65000 [448] | |
| قوة الخضوع، دقيقة، رطل/بوصة مربعة [ميجا باسكال] | ≤25 [1] | 46000 [315] | |
| >25 [1] و ≤ 50 [2] | 45000 [310] | ||
| >50 [2] و ≤ 76 [3] | 42,500 [290] | ||
| >76 [3] و ≤ 100 [4] | 40,000 [280] | ||
| استطالة، دقيقة، % | — | 24 | |
| طاقة التأثير | دقيقة،متوسط، قدم/رطل [J] | — | 20 [27] |
| دقيقة،أعزب، قدم/رطل [J] | — | 14 [19] | |
يجب أن تكون عينات اختبار الشد عينات اختبار طولية كاملة الحجم أو عينات اختبار شريطية طولية.
للأنابيب الملحومة، يجب أخذ أي عينات اختبار الشريط الطولي من موقع يبعد 90 درجة على الأقل عن اللحام ويجب تحضيرها دون تسطيح في طول القياس.
اختبار الشريط الطولييجب إزالة جميع النتوءات من العينات.
يجب ألا تحتوي عينات اختبار الشد على عيوب سطحية من شأنها أن تعيق التحديد الصحيح لخصائص الشد.
لا تتطلب سماكات الجدران ≤ 6.3 مم [0.25 بوصة] اختبار الصدمات.
| التفاوتات البُعدية وفقًا لمعيار ASTM A501 | ||
| قائمة | نِطَاق | ملحوظة |
| القطر الخارجي (OD) | ≤48 مم (1.9 بوصة) | ±0.5 مم [1/48 بوصة] |
| >50 مم (2 بوصة) | ± 1% | |
| سمك الجدار (T) | سُمك الجدار المحدد | ≥90% |
| وزن | الوزن المحدد | 96.5%-110% |
| الطول (ل) | ≤7 أمتار (22 قدمًا) | -6 مم (1/4 بوصة) - +13 مم (1/2 بوصة) |
| 7-14 متر (22-44 قدم) | -6 مم (1/4 بوصة) - +19 مم (3/4 بوصة) | |
| استقامة | الأطوال بوحدات القياس الإمبراطورية (قدم) | لتر/40 |
| وحدات الطول هي وحدات مترية (م) | لتر/50 | |
يجب أن تكون الأنابيب الهيكلية خالية من العيوب وأن تتمتع بسطح أملس ناتج عن عملية التصنيع بالدرفلة الساخنة.
عندما يتجاوز عمق العيوب على سطح الأنبوب 10% من سُمك جداره الاسمي، تُعتبر هذه العيوب غير مطابقة للمواصفات. ولا يُسمح بالإصلاح باللحام إلا بموافقة كلٍّ من المشتري والشركة المصنعة. وقبل البدء بالإصلاح باللحام، يجب إزالة العيوب المراد إصلاحها تمامًا بالقطع أو التجليخ.
بالنسبة للأنابيب الهيكلية المراد جلفنتها بالغمس الساخن، يجب أن يتوافق هذا الطلاء مع المتطلبات ذات الصلة بالمواصفاتASTM A53.
ينبغي وضع علامة على كل طول من الأنابيب الهيكلية بطريقة مناسبة، مثل الدرفلة أو الختم أو الختم أو الطلاء.
يجب أن تتضمن علامة ASTM A501 المعلومات التالية كحد أدنى:
اسم الشركة المصنعة
العلامة التجارية أو العلامة التجارية المسجلة
مقاس
اسم المعيار (سنة النشر غير مطلوبة)
درجة
بالنسبة للأنابيب الهيكلية التي يقل قطرها الخارجي عن 50 مم [2 بوصة]، يجوز وضع علامة على معلومات الفولاذ على ملصق مرفق بكل حزمة.
يجمع الفولاذ ASTM A501 Grade B بين القوة والليونة مع عملية إنتاج التشكيل الساخن، مما يجعله مناسبًا لمجموعة متنوعة من التطبيقات الهيكلية.
البناء والتشييديُستخدم عادةً في تطبيقات البناء والتشييد التي تتطلب قوة ومتانة عاليتين لمواد متينة. ويشمل ذلك المباني والملاعب الرياضية والجسور وغيرها من المنشآت.
المنشآت الصناعيةنظراً لقوته العالية، فهو مناسب للاستخدام في المنشآت الصناعية مثل المصانع والمستودعات حيث تعتبر السلامة الهيكلية أمراً بالغ الأهمية.
البنية التحتية للنقل: يتم استخدام هذه الدرجة في تصنيع البنية التحتية للنقل، بما في ذلك محطات القطارات والمطارات والجسور العلوية للطرق السريعة.
المكونات الهيكليةكما أنه يستخدم بشكل شائع في تصنيع المكونات الهيكلية مثل الأعمدة والعوارض والجمالونات، والتي تشكل إطار الهياكل المختلفة.
تصنيع المعداتفي إنتاج المعدات والآلات الثقيلة، يمكن استخدامه للأجزاء التي تتطلب مكونات هيكلية عالية القوة.


يلتزم المصنّع بتزويد المشتري بشهادة مطابقة تُفيد بأن المنتج قد تم أخذ عينات منه واختباره وفحصه وفقًا لهذه المواصفات وأي متطلبات أخرى منصوص عليها في أمر الشراء أو العقد، وأن جميع هذه المتطلبات قد تم استيفاؤها. ويجب أن تتضمن شهادة المطابقة رقمها وسنة إصدارها.
شركة بوتوب ستيل هي شركة صينية متخصصة في تصنيع وتوريد أنابيب الصلب الكربوني الملحومة عالية الجودة، كما أنها موزع لأنابيب الصلب غير الملحومة.
تلتزم شركة بوتوب ستيل التزاماً راسخاً بالجودة وتطبق ضوابط واختبارات صارمة لـنضمن موثوقية المنتج. يقدم فريقنا ذو الخبرة حلولاً مخصصة ودعماً فنياً متخصصاً، مع التركيز على رضا العملاء. نتطلع إلى العمل معكم.







