




| مواصفات أنابيب الصلب الملحومة بالقوس الطولي المغمور | |
| 1. الحجم | 1) القطر الخارجي: 406 مم - 1500 مم |
| 2) سُمك الجدار: 8 مم - 50 مم | |
| 3) SCH20، SCH40، STD، XS، SCH80 | |
| 2. المعيار: | ASTM A53، API 5L،EN10219,EN10210,ASTM A252ASTM A500 وما إلى ذلك |
| 3. المواد | ASTM A53 Gr.B،API 5L Gr.BX42، X52، X60، X70، X80، S235JR، S355J0H، إلخ. |
| 4. الاستخدام: | 1) سائل منخفض الضغط، ماء، غاز، زيت، أنبوب خط |
| 2) أنابيب الهيكل، إنشاءات ركائز الأنابيب | |
| 3) السياج، أنبوب الباب | |
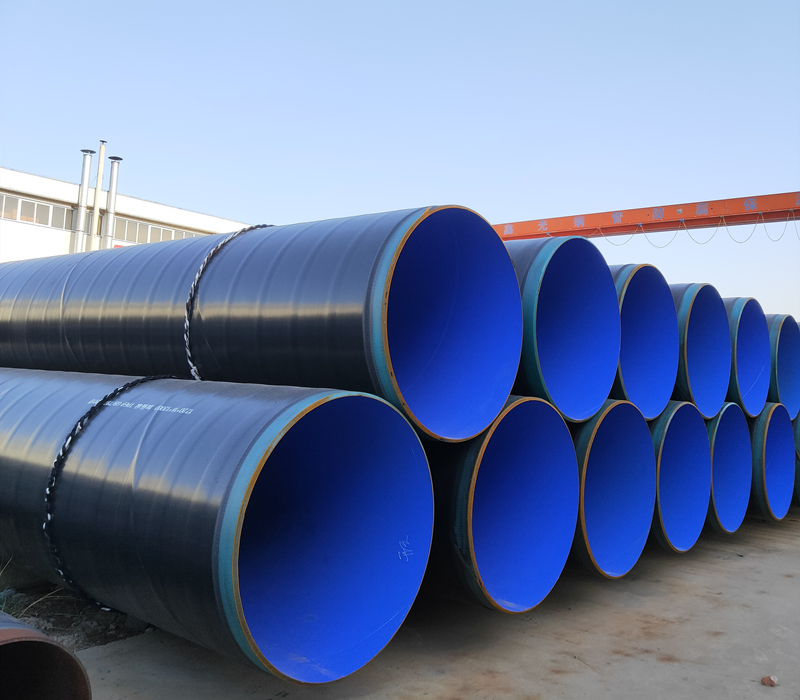
| 5. الطلاء | 1) مكشوف 2) مطلي باللون الأسود (طبقة ورنيش) 3) مجلفن 4) مزيت 5) طلاء مقاوم للتآكل، طلاء مقاوم للتآكل، طلاء مقاوم للتآكل، طلاء مقاوم للتآكل، طلاء مقاوم للتآكل |
| 6.التقنية | أنبوب فولاذي ملحوم طولياً |
| 7. التفتيش: | باستخدام الاختبارات الهيدروليكية، أو التيارات الدوامية، أو الأشعة السينية، أو الموجات فوق الصوتية، أو الفحص من قبل طرف ثالث |
| 8. التوصيل | حاوية، سفينة شحن سائبة. |
| 9. حول جودتنا: | 1) لا يوجد تلف، ولا يوجد انحناء 2) لا توجد نتوءات أو حواف حادة ولا بقايا 3) مجاني للدهان بالزيت ووضع العلامات 4) يمكن فحص جميع البضائع من قبل جهة تفتيش خارجية قبل الشحن |

دراسة حالة هندسية في هونغ كونغ

دراسة حالة هندسية في قطر

دراسة حالة هندسية في تركيا

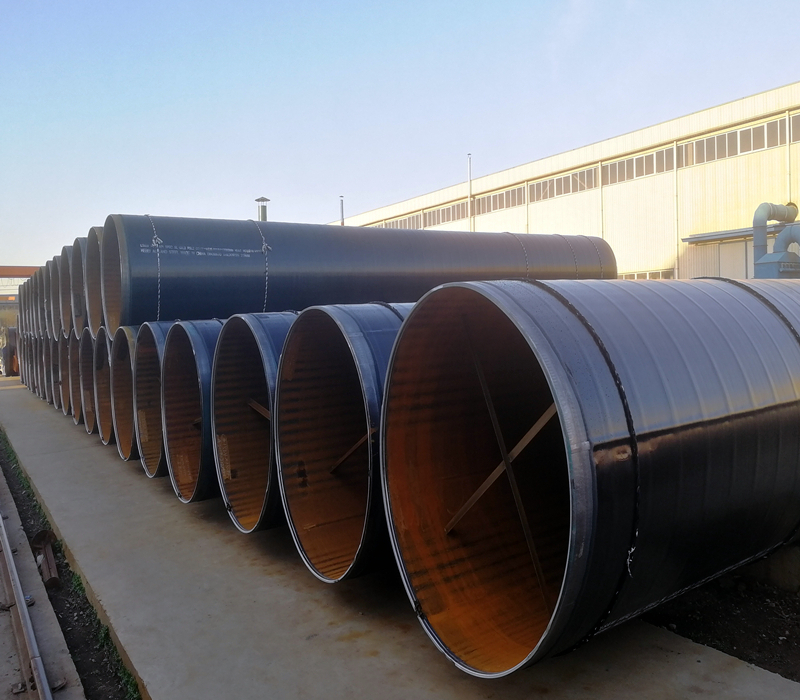
أنابيب LSAWتعتمد تقنية اللحام بالقوس المغمور، باستخدام لحام الحشو، وقوس مدفون مع حماية الجسيمات.
LSAW هو اختصار إنجليزي لأنابيب الصلب الملحومة بالقوس المغمور ذات اللحام المستقيم. تشمل عملية إنتاج هذه الأنابيب تقنية تشكيل JCOE، وتقنية تشكيل اللفائف بالقوس المغمور، وتقنية تشكيل UOE.
تتم عملية تصنيع الأنابيب الملحومة بالقوس المغمور الطولي (LSAW) على النحو التالي:
فحص الألواح بالموجات فوق الصوتية ← طحن الحواف ← الثني المسبق ← التشكيل ← اللحام المسبق ← اللحام الداخلي ← اللحام الخارجي ← الفحص بالموجات فوق الصوتية ← الفحص بالأشعة السينية ← التمديد ← الاختبار الهيدروليكي ← الشطف ← الفحص بالموجات فوق الصوتية ← الفحص بالأشعة السينية ← الفحص بالجسيمات المغناطيسية عند طرف الأنبوب

| متطلبات الشد | |||
| الصف الأول | الصف الثاني | الصف الثالث | |
| قوة الشد، الحد الأدنى، رطل/بوصة مربعة (ميجا باسكال) | 50000 (345) | 60000 (415) | 66000 (455) |
| نقطة الخضوع أو قوة الخضوع، الحد الأدنى، رطل/بوصة مربعة (ميجا باسكال) | 30000 (205) | 35000 (240) | 45000 (310) |
| الحد الأدنى الأساسي للاستطالة للجدران ذات السماكة الاسمية 7.9 مم أو أكثر: الاستطالة في 203.2 مم (8 بوصات)، الحد الأدنى، % الاستطالة في 50.8 مم (2 بوصة)، الحد الأدنى، % | 18 30 | 14 25 | ... 20 |
| بالنسبة لسماكات الجدران الاسمية الأقل من 7.9 مم (6 بوصات)، يكون الخصم من الحد الأدنى الأساسي للاستطالة بمقدار 50.08 مم (بوصتين) لكل انخفاض قدره 0.8 مم (Vzi) في سماكة الجدار الاسمية الأقل من 7.9 مم (6 بوصات)، معبراً عنه بنقاط مئوية. | 1.5 أمبير | 1.25 أمبير | 1.0 أمبير... |

اختبار الضغط الهيدروستاتيكي

اختبار NDT(RT)

الاختبارات غير المدمرة (الاختبارات بالموجات فوق الصوتية)
اختبار الانحناء—يجب أن يتحمل طول كافٍ من الأنبوب عملية الثني البارد بزاوية 90 درجة حول قالب أسطواني.
اختبار التسطيح-على الرغم من أن الاختبار ليس مطلوبًا، إلا أنه يجب أن يكون الأنبوب قادرًا على تلبية متطلبات اختبار التسطيح.
اختبار الضغط الهيدروستاتيكي—باستثناء ما هو مسموح به، يجب إخضاع كل طول من الأنابيب لاختبار الضغط الهيدروستاتيكي دون حدوث تسرب من خلال جدار الأنبوب.
اختبار كهربائي غير متلف-كبديل للاختبار الهيدروستاتيكي، يُجرى اختبار كهربائي غير متلف على كامل جسم كل أنبوب. وعند إجراء هذا الاختبار، تُعلّم أطوال الأنابيب بالحرفين "NDE".
الفحص بالموجات فوق الصوتية
فحص التيار الدوامي
أنبوب مكشوف، طلاء أسود (حسب الطلب)؛
كلا الطرفين مزودان بواقيات طرفية؛
طرف عادي، طرف مشطوف؛
وضع العلامات.




| القطر الخارجي | يجب ألا يختلف القطر الخارجي لأوتاد الأنابيب بأكثر من ±1% عن القطر الخارجي المحدد. | ||
| سمك الجدار | يجب ألا يزيد سمك الجدار في أي نقطة عن 12.5% من سمك الجدار الاسمي المحدد. | ||
| الأطوال | يتم توريد ركائز الأنابيب بأطوال عشوائية مفردة، أو بأطوال عشوائية مزدوجة، أو بأطوال موحدة كما هو محدد في أمر الشراء، وفقًا للحدود التالية: | أطوال عشوائية مفردة | من 16 إلى 25 قدمًا (من 4.88 إلى 7.62 ملم)، بوصة |
| أطوال عشوائية مضاعفة | أكثر من 25 قدمًا (7.62 مترًا) بمتوسط أدنى يبلغ 35 قدمًا (10.67 مترًا). | ||
| أطوال موحدة | الطول كما هو محدد مع هامش خطأ مسموح به قدره ±1 بوصة. | ||
| وزن | يجب وزن كل قطعة من ركائز الأنابيب على حدة، ويجب ألا يختلف وزنها بأكثر من 15٪ زيادة أو 5٪ نقصان عن وزنها النظري، المحسوب باستخدام طولها ووزنها لكل وحدة طول. | ||










