
فولاذ ASTM A500هي أنابيب هيكلية من الفولاذ الكربوني الملحومة وغير الملحومة والمشكلة على البارد للاستخدام في الجسور والهياكل البنائية الملحومة أو المثبتة بمسامير أو البراغي والأغراض الهيكلية العامة.

أزرار التنقل
شكل المقطع المجوف
تصنيف الصف
نطاق الحجم
مواد خام
طرق التصنيع
نوع نهاية الأنبوب
المعالجة الحرارية
التركيب الكيميائي لـ ASTM A500
متطلبات الشد لمعيار ASTM A500
اختبار التسطيح
اختبار الاشتعال
التسامح البعدي لـ ASTM A500
وضع علامات على الأنابيب
تطبيقات ASTM A500
المواد البديلة لمعيار ASTM A500
منتجاتنا ذات الصلة
شكل المقطع المجوف
يمكن أن يكونمستديرة أو مربعة أو مستطيلة أو أشكال هيكلية خاصة أخرى.
تسلط هذه المقالة الضوء على متطلبات ASTM A500 للصلب الهيكلي الدائري.
تصنيف الصف
يصنف معيار ASTM A500 الأنابيب الفولاذية إلى ثلاث درجات،الدرجة ب، والدرجة ج، والدرجة د.
ومن الجدير بالذكر أن الإصدارات السابقة من ASTM A500 كانت تحتوي أيضًا على الدرجة A، والتي تمت إزالتها في أحدث إصدار لعام 2023.
نطاق الحجم
للأنابيب ذات القطر الخارجي ≤ 2235 مم [88 بوصة] وسمك الجدار ≤ 25.4 مم [1 بوصة].
مواد خام
يجب أن يتم تصنيع الفولاذ بواسطة واحدة أو أكثر من العمليات التالية:الأكسجين الأساسي أو الفرن الكهربائي.
عملية الأكسجين الأساسية: طريقة حديثة وسريعة لإنتاج الفولاذ، تُقلل من محتوى الكربون بنفخ الأكسجين في الحديد الزهر المنصهر، مع إزالة عناصر أخرى غير مرغوب فيها مثل الكبريت والفوسفور. وهي مناسبة للإنتاج السريع لكميات كبيرة من الفولاذ.
عملية الفرن الكهربائي: تستخدم عملية الفرن الكهربائي قوسًا كهربائيًا عالي الحرارة لصهر الخردة وتقليل الحديد بشكل مباشر، وهي مفيدة بشكل خاص لإنتاج درجات متخصصة والتحكم في تركيبات السبائك، بالإضافة إلى الإنتاج على دفعات صغيرة.
طرق التصنيع
عملية سلسة أو لحام.
تُصنع الأنابيب الملحومة من فولاذ مدرفل مسطح بتقنية اللحام بالمقاومة الكهربائية (ERW). ويجب لحام خط اللحام لضمان متانة الأنبوب.
عادةً لا يتم إزالة اللحام الداخلي للأنابيب المنتجة بواسطة عملية اللحام.
نوع نهاية الأنبوب
إذا لم تكن هناك حاجة محددة، فيجب تركيب الأنابيب الهيكليةذو نهاية مسطحةونظيفة من النتوءات.
المعالجة الحرارية
الدرجة ب والدرجة ج
يمكن أن يتم تلبيدها أو تخفيف الإجهاد.
تتم عملية التلدين بتسخين الأنبوب إلى درجة حرارة عالية ثم تبريده ببطء. يُعيد التلدين ترتيب البنية الدقيقة للمادة لتحسين صلابتها وتجانسها.
يتم تخفيف الإجهاد عادةً بتسخين المادة إلى درجة حرارة أقل (عادةً أقل من درجة حرارة التلدين)، ثم تثبيتها لفترة من الوقت ثم تبريدها. يساعد هذا على منع تشوه المادة أو تمزقها أثناء العمليات اللاحقة، مثل اللحام أو القطع.
الصف د
يجب إجراء المعالجة الحرارية.
يجب أن يتم ذلك عند درجة حرارة لا تقل عن1100 درجة فهرنهايت (590 درجة مئوية) لمدة ساعة لكل سمك جدار 25 مم.
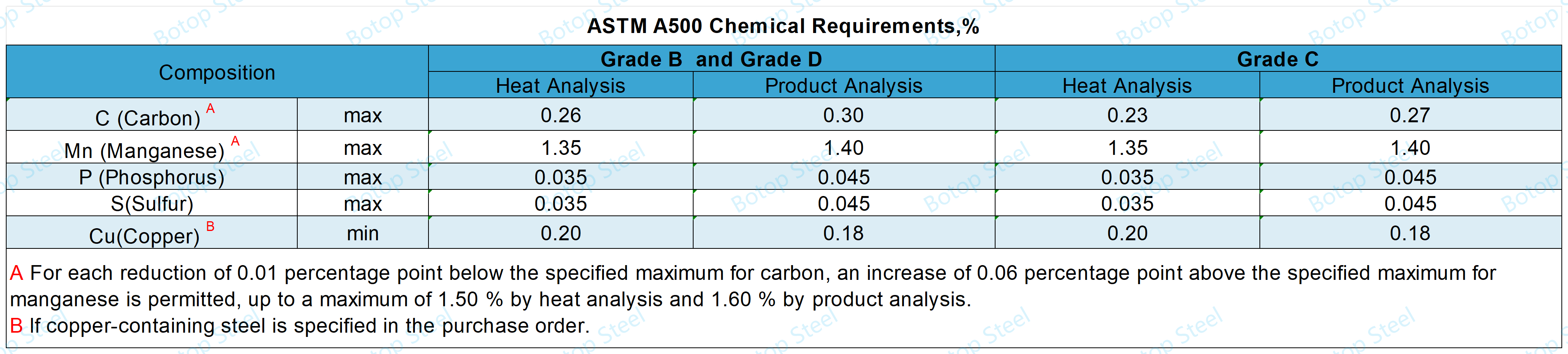
التركيب الكيميائي لـ ASTM A500
طريقة الاختبار: ASTM A751.
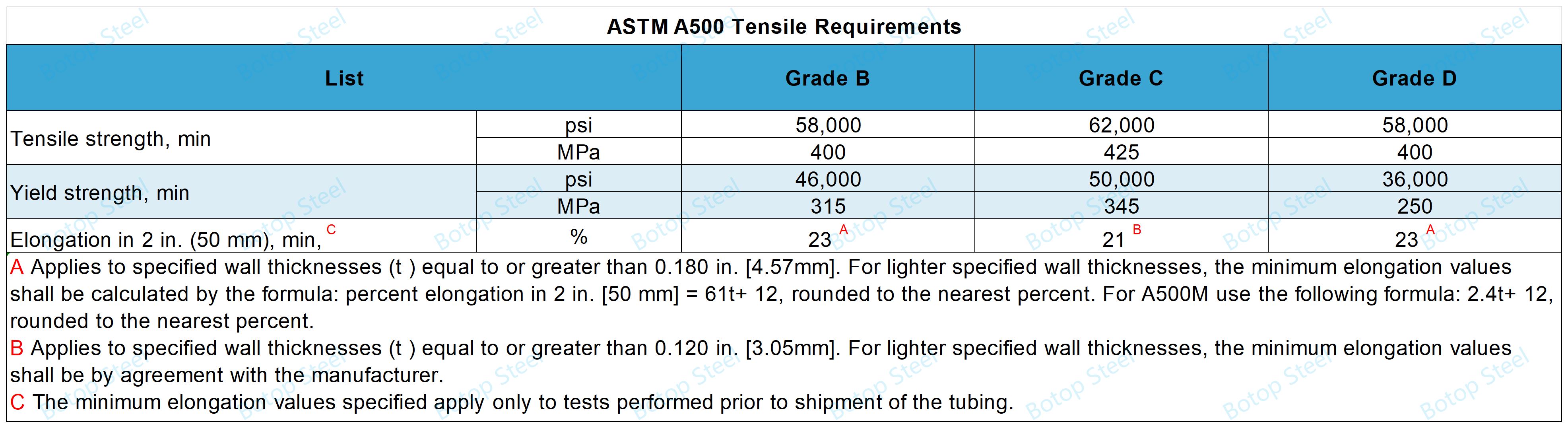
متطلبات الشد لمعيار ASTM A500
يجب أن تفي العينات بالمتطلبات المعمول بها في ASTM A370، الملحق A2.
اختبار التسطيح
أنابيب هيكلية دائرية ملحومة
لحامdسهولة الاستخدامtEST:باستخدام عينة يبلغ طولها 4 بوصات (100 مم) على الأقل، قم بتسطيح العينة باللحام بزاوية 90 درجة في اتجاه التحميل حتى تصبح المسافة بين اللوحات أقل من 2/3 من القطر الخارجي للأنبوب. يجب ألا تكون العينة متشققة أو مكسورة على الأسطح الداخلية أو الخارجية أثناء هذه العملية.
اختبار ليونة الأنابيب:استمر في تسوية العينة حتى تصبح المسافة بين اللوحين أقل من نصف القطر الخارجي للأنبوب. في هذا الوقت، يجب ألا يكون للأنبوب شقوق أو كسور على الأسطح الداخلية والخارجية.
نزاهةtESTاستمر في تسوية العينة حتى يظهر كسر أو حتى يتم استيفاء متطلبات سمك الجدار النسبي. في حال وجود أي دليل على تقشر الطبقة، أو عدم ثبات المادة، أو عدم اكتمال اللحامات أثناء اختبار التسوية، فسيتم اعتبار العينة غير مرضية.
أنابيب هيكلية دائرية بدون لحامات
طول العينة:لا يجوز أن يقل طول العينة المستخدمة في الاختبار عن 2 1/2 بوصة (65 ملم).
اختبار اللدونة:بدون تشقق أو كسر، يتم تسطيح العينة بين لوحين متوازيين حتى تصبح المسافة بين اللوحين أقل من قيمة "H" المحسوبة بالصيغة التالية:
ح=(1+هـ)ت/(هـ+ت/د)
ح = المسافة بين ألواح التسوية، بوصة [مم]،
e = التشوه لكل وحدة طول (ثابت لدرجة معينة من الفولاذ، 0.07 للدرجة B، و0.06 للدرجة C)،
t = سمك الجدار المحدد للأنابيب، بوصة [مم]،
د = القطر الخارجي المحدد للأنبوب، بوصة [مم].
نزاهةtEST:استمر في تسطيح العينة حتى تنكسر العينة أو تلتقي الجدران المقابلة للعينة.
فشلcالمعايير:إن التقشير الرقائقي أو المادة الضعيفة التي تم العثور عليها أثناء اختبار التسوية ستكون سبباً للرفض.
اختبار الاشتعال
يتوفر اختبار التوهج للأنابيب المستديرة التي يبلغ قطرها ≤ 254 مم (10 بوصات)، ولكنه ليس إلزاميًا.
التسامح البعدي لـ ASTM A500

وضع علامات على الأنابيب
ينبغي أن تتضمن المعلومات التالية:
اسم الشركة المصنعة:يمكن أن يكون هذا هو الاسم الكامل للشركة المصنعة أو اختصارًا.
العلامة التجارية أو العلامة التجارية:الاسم التجاري أو العلامة التجارية التي يستخدمها المصنع لتمييز منتجاته.
مُحدد المواصفات:ASTM A500، والتي لا يلزم أن تتضمن سنة النشر.
حرف الدرجة:الدرجة B أو C أو D.
بالنسبة للأنابيب الهيكلية التي يبلغ قطرها ≤ 100 مم (4 بوصات)، يمكن استخدام الملصقات لتمييز معلومات التعريف بوضوح.
تطبيقات ASTM A500
بفضل خصائصها الميكانيكية الممتازة وقابليتها للتلحيم، يتم استخدام أنبوب الفولاذ ASTM A500 في مجموعة واسعة من الهياكل التي تتطلب المتانة والقوة.
بناء:تستخدم لدعم الهياكل المبنية مثل أنظمة التأطير، وهياكل الأسقف، وعناصر تصميم القوس، والأعمدة المستديرة.
بناء الجسر:للعناصر الهيكلية للجسور، مثل الأعمدة الدائرية الحاملة للأحمال والجمالونات للجسور.
البنية التحتية الصناعية:في المباني الصناعية الكبيرة مثل مرافق النفط والغاز والمصانع الكيميائية ومصانع الصلب، يتم استخدام الأنابيب الفولاذية المستديرة لبناء الهياكل الداعمة وأنابيب النقل.
أنظمة النقل:لأعمدة إشارات المرور، وأعمدة الإنارة، ودعامات السور.
تصنيع الآلات:كجزء من الآلات والمعدات الثقيلة، مثل الآلات الزراعية، ومعدات التعدين، وآلات البناء.
المرافق:تستخدم في خطوط الأنابيب الخاصة بالمياه والغاز ومنتجات البترول وغيرها، وكأنابيب لحماية الأسلاك والكابلات.
المرافق الرياضية:في بناء الملاعب الرياضية، يتم استخدام الأنابيب الفولاذية المستديرة لصنع المدرجات وأبراج الإضاءة وغيرها من الهياكل الداعمة.
الأثاث والديكور:تستخدم الأنابيب الفولاذية الهيكلية المستديرة في صناعة الأثاث المعدني، مثل أرجل الطاولات والكراسي، بالإضافة إلى العناصر الزخرفية للتصميم الداخلي الحديث.
أنظمة السياج والسور:تستخدم كأعمدة لأنظمة الأسوار والسور، وخاصة حيث تكون هناك حاجة إلى القوة الهيكلية والمتانة.
المواد البديلة لمعيار ASTM A500
ASTM A501:هذا هو معيار لأنابيب الهياكل الفولاذية الكربونية المشكلة بالحرارة، وهو مشابه لـ ASTM A500، ولكنه قابل للتطبيق على عملية التصنيع بالتشكيل الساخن.
ASTM A252:المعيار الخاص بأكوام الأنابيب الفولاذية المستخدمة في أعمال الأساسات والأكوام.
ASTM A106:أنابيب فولاذية كربونية بدون لحامات، تستخدم عادة في البيئات ذات درجات الحرارة العالية.
ASTM A53:نوع آخر من أنابيب الفولاذ الكربوني للتطبيقات الميكانيكية والضغطية، ويستخدم على نطاق واسع في أنظمة نقل السوائل.
EN 10210:في أوروبا، تحدد المواصفة EN 10210 شروط التسليم الفنية للمقاطع المجوفة الهيكلية المشكلة بالحرارة، والتي لها مجالات تطبيق مماثلة لمعيار ASTM A500.
CSA G40.21:معيار كندي يوفر مجموعة واسعة من الفولاذ عالي الجودة الهيكلي في مجموعة متنوعة من درجات القوة التي يمكن استخدامها لتطبيقات مماثلة.
JIS G3466:المعيار الصناعي الياباني للأنابيب المربعة والمستطيلة المصنوعة من الفولاذ الكربوني للاستخدام الهيكلي العام.
IS 4923:المعيار الهندي للمقاطع الهيكلية المجوفة الملحومة أو الملحومة المصنوعة من الفولاذ الكربوني المشكل على البارد.
AS/NZS 1163:المعايير الأسترالية والنيوزيلندية لأنابيب الفولاذ الهيكلية والمقاطع المجوفة.
منتجاتنا ذات الصلة
منذ تأسيسها عام ٢٠١٤، أصبحت شركة بوتوب ستيل موردًا رائدًا لأنابيب الفولاذ الكربوني في شمال الصين، وتتميز بخدماتها المتميزة ومنتجاتها عالية الجودة وحلولها الشاملة. تشمل مجموعة منتجات الشركة الواسعة الأنابيب الفولاذية غير الملحومة، وأنابيب ERW، وLSAW، وSSAW، بالإضافة إلى تجهيزات الأنابيب، والفلنجات، والفولاذ المتخصص.
بفضل التزامها الراسخ بالجودة، تُطبّق بوتوب ستيل ضوابط واختبارات صارمة لضمان موثوقية منتجاتها. ويُقدّم فريقها المتمرس حلولاً مُخصّصة ودعماً فنياً مُتميّزاً، مع التركيز على رضا العملاء.
العلامات: astm a500، astm a500 الصف ب، astm a500 الصف ج، astm a500 الصف د.
وقت النشر: 4 مايو 2024