
ASTM A333للأنابيب الفولاذية الملحومة وغير الملحومة؛
يتم استخدام ASTM A333 للخدمة في درجات الحرارة المنخفضة والتطبيقات الأخرى التي تتطلب صلابة مقسمة.
أزرار التنقل
ASTM A333 الدرجة ودرجة الحرارة الدنيا للخدمة
المعالجة الحرارية
اختبار ASTM A333
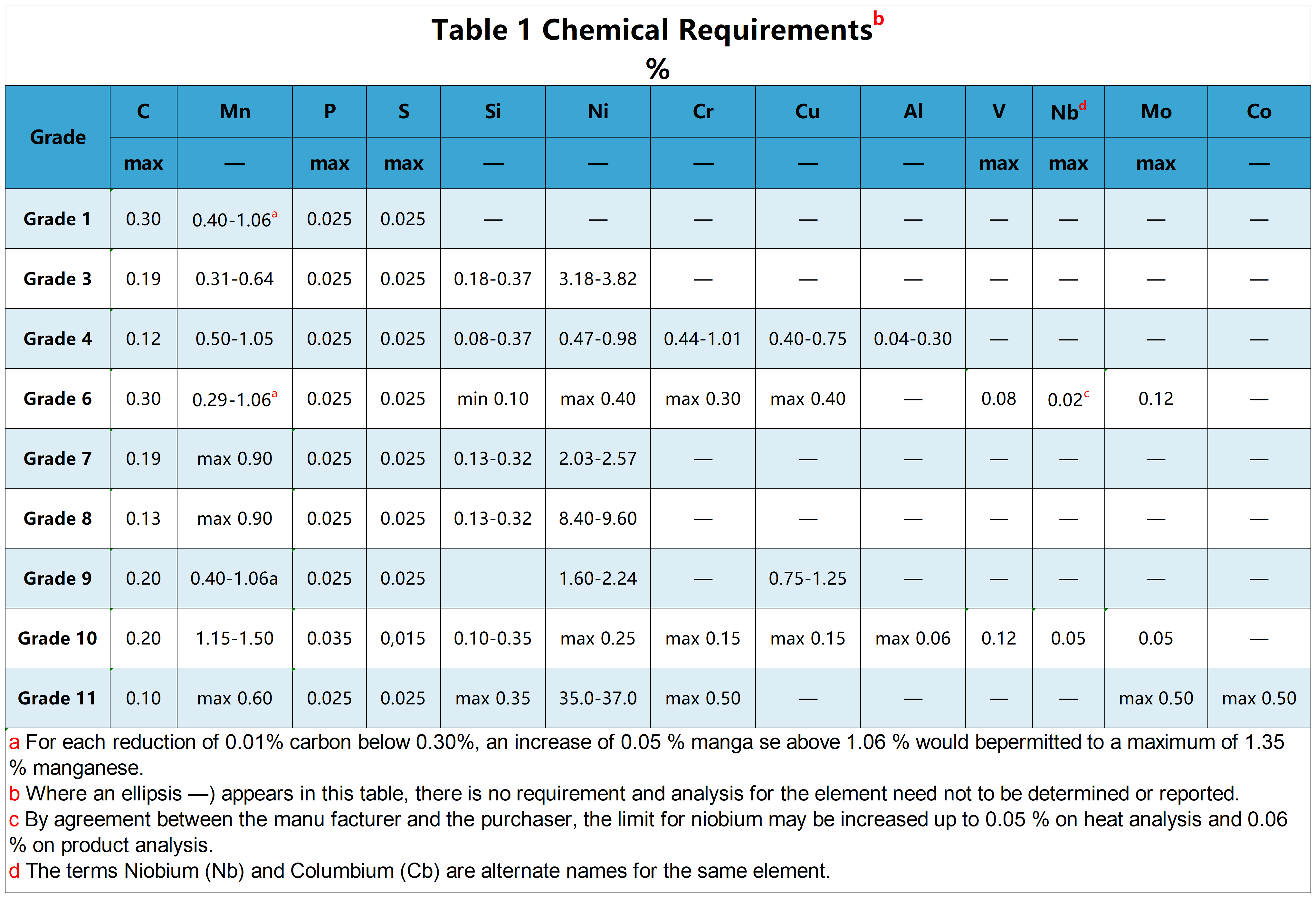
المكونات الكيميائية
متطلبات الشد
اختبار التأثير
الاختبار الكهربائي الهيدروستاتيكي أو غير المدمر
ASTM A333 المظهر والحجم والانحراف
القطر الخارجي
سمك الجدار
وزن
الطول والاستقامة والنهايات
العيب والمعالجة
علامة ASTM A333
المعايير ذات الصلة ASTM A333
ASTM A333 الدرجة ودرجة الحرارة الدنيا للخدمة
ASTM A333الصف الأول:-50 درجة فهرنهايت (-45 درجة مئوية)
ASTM A333الصف الثالث:-150 درجة فهرنهايت (-100 درجة مئوية)
ASTM A333الصف الرابع:-150 درجة فهرنهايت (-100 درجة مئوية)
ASTM A333الصف السادس:-50 درجة فهرنهايت (-45 درجة مئوية)
ASTM A333الصف السابع:-100 درجة فهرنهايت (-75 درجة مئوية)
ASTM A333الصف الثامن:-320 درجة فهرنهايت (-195 درجة مئوية)
ASTM A333الصف التاسع:-100 درجة فهرنهايت (-75 درجة مئوية)
ASTM A333الصف العاشر:-75 درجة فهرنهايت (-60 درجة مئوية)
ASTM A333الصف الحادي عشر:-320 درجة فهرنهايت (-195 درجة مئوية)
ملحوظة: يمكن أن تكون ASTM A333 Grade 4 عبارة عن أنابيب بدون لحامات فقط.
يمكن إنتاج الأنابيب ذات الدرجة 11 ASTM A333 عن طريق اللحام مع أو بدون إضافة معادن الحشو.
المعالجة الحرارية
إشارة إلى ASTM A333 القسم 4.3.
اختبار ASTM A333
المكونات الكيميائية
متطلبات الشد
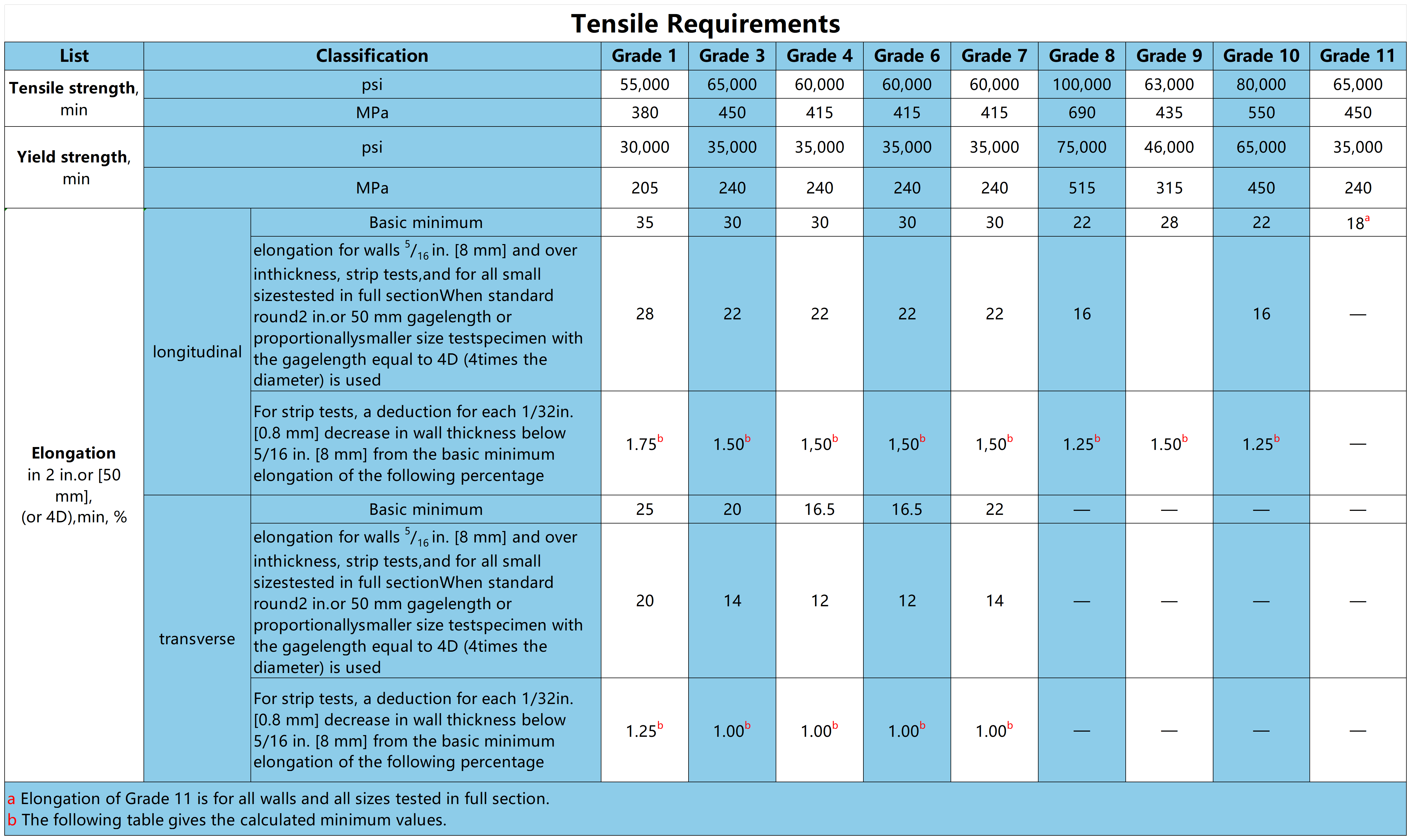
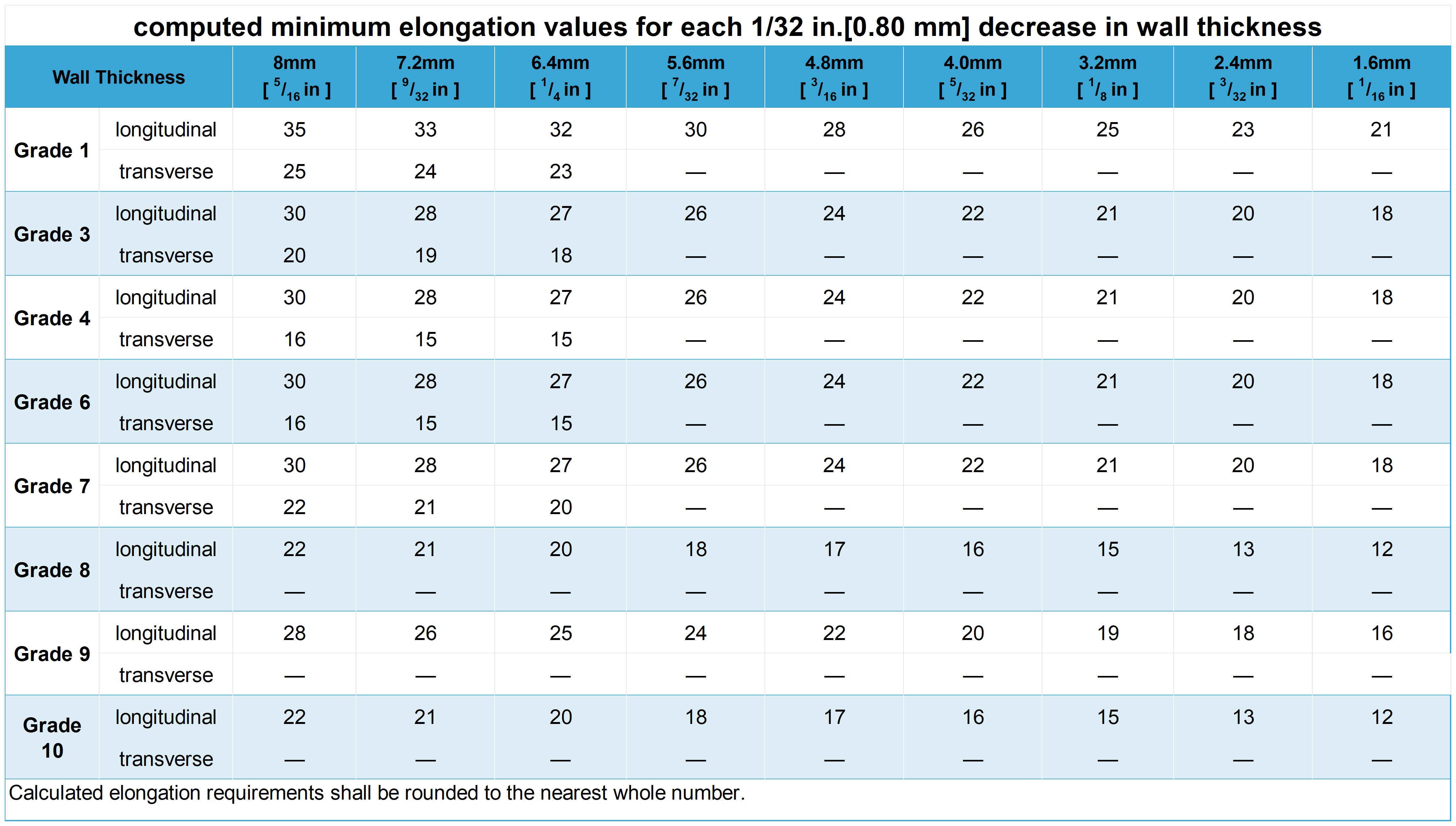
ASTM A333كما يحدد أيضًا قيمة الاستطالة الدنيا لكل انخفاض بمقدار 1/32 بوصة [0.80 مم] في سمك الجدار.
اختبار التأثير
| الجدول 3 متطلبات التأثير للصفوف 1 و3 و4 و6 و7 و9 و10 و11 | ||||
| حجم العينة، مم | الحد الأدنى لمتوسط قيمة تأثير الشريط المسنن من كل مجموعة من ثلاث عينات | الحد الأدنى لقيمة تأثير الشريط المسنن من عينة واحدة فقط من مجموعة | ||
| قدم رطل قوة | J | قدم رطل قوة | J | |
| 10 × 10 | 13 | 18 | 10 | 14 |
| 10 × 7.5 | 10 | 14 | 8 | 11 |
| 10 × 6.67 | 9 | 12 | 7 | 9 |
| 10 × 5 | 7 | 9 | 5 | 7 |
| 10 × 3.33 | 5 | 7 | 3 | 4 |
| 10 × 2.5 | 4 | 5 | 3 | 4 |
الاختبار الكهربائي الهيدروستاتيكي أو غير المدمر
طريقة الاختبار: ASTM A999/A999M.
يجب أن يخضع كل أنبوب لاختبار كهربائي غير مدمر أو اختبار هيدروستاتيكي.
ASTM A333 المظهر والحجم والانحراف
القطر الخارجي
| الجدول 3 متطلبات التأثير للصفوف 1 و3 و4 و6 و7 و9 و10 و11 | ||||
| حجم العينة, mm | الحد الأدنى لمتوسط قيمة تأثير الشريط المسنن من كل مجموعة من ثلاث عينات | الحد الأدنى لقيمة تأثير الشريط المسنن من عينة واحدة فقط من مجموعة | ||
| قدم رطل قوة | J | قدم رطل قوة | J | |
| 10 × 10 | 13 | 18 | 10 | 14 |
| 10 × 7.5 | 10 | 14 | 8 | 11 |
| 10 × 6.67 | 9 | 12 | 7 | 9 |
| 10 × 5 | 7 | 9 | 5 | 7 |
| 10 × 3.33 | 5 | 7 | 3 | 4 |
| 10 × 2.5 | 4 | 5 | 3 | 4 |
سمك الجدار
| الاختلافات المسموح بها في سمك الجدار | ||
| نوع | الاختلافات المسموح بها في سمك الجدار | الاختلافات المسموح بها في سمك الجدار للحد الأدنى للجدار |
| 1/8 [DN 6] إلى 2 1/ 2[DN 65] شاملة، جميع نسب t/d | 87.5% ~ 120% | 100%~132.5% |
| 3 [DN 80] إلى 18 [DN 450] بما في ذلك، t/d تصل إلى 5% شاملة. | 87.5% ~ 122.5% | 100%~135% |
| 3 [DN 80] إلى 18 [DN 450] بما في ذلك، t/D > 5% شاملة | 87.5% ~ 115% | 100%~127.5% |
| 20 [DN 500] وأكبر، ملحومة، جميع نسب t/d | 87.5% ~ 117.5% | 100%~130% |
| 20 [DN 500] وأكبر، بدون درزات، t/D حتى 5٪ شاملة. | 87.5% ~ 122.5% | 100%~135% |
| 20 [DN 500] وأكبر، بدون درزات، t/D >5% | 87.5% ~ 115% | 100%~127.5% |
وزن
جداول وأوزان للأقطار الخارجية المحددة وسمك الجدار المحدد لاستخدام الأنابيب الفولاذيةASME B36.10.
الطول والاستقامة والنهايات
| قائمة | نوع | نِطَاق |
| طول a | الطول ≤ 24 قدمًا [7.3 مترًا] | 1/4 بوصة [6 مم] |
| الطول > 24 قدمًا [7.3 مترًا] | اتفاق | |
| استقامة | يجب أن يكون الأنبوب النهائي مستقيمًا بشكل معقول. | |
| ينتهي | ما لم يُنص على خلاف ذلك، يجب أن يكون الأنبوب مزودًا بأطراف عادية. ويجب إزالة جميع النتوءات الموجودة في أطراف الأنبوب. | |
| أ- إذا لم يكن هناك حاجة إلى طول محدد، 1. اطلب طولًا عشوائيًا واحدًا من الأنبوب يتراوح من 16 إلى 22 قدمًا، بحد أقصى 5% من الطول بين 12 و16 قدمًا؛ 2. اطلب طولًا عشوائيًا مزدوجًا من الأنابيب بطول متوسط أدنى يبلغ 35 قدمًا وطول أدنى مطلق يبلغ 22 قدمًا، مع حد أقصى يبلغ 5٪ من الطول بين 16 و 22 قدمًا. | ||
العيب والمعالجة
عيب
تعتبر العيوب السطحية التي تخترق أكثر من 12% من سمك الجدار الاسمي أو تتجاوز الحد الأدنى لسمك الجدار عيوبًا،
والعيوب البصرية التي يزيد عمقها عن 5% من سمك الجدار الاسمي تسمى عادة بالجرب أو اللحامات أو اللفات أو التمزقات أو الشرائح.
معالجة العيوب
يمكن إزالة العيوب عن طريق الطحن، بشرط أن يكون سمك الجدار المتبقي ضمن الحدود المحددة ويتم الحفاظ على السطح المنحني الأملس.
يجوز قطع أقسام الأنابيب التي تحتوي على عيوب ضمن حدود متطلبات الطول.
علامة ASTM A333
يجب تحديد اسم الشركة المصنعة أو العلامة التجارية ورقم المواصفات (لا يشترط سنة الإصدار) والدرجة بشكل واضح.
ويجب أن يشمل أيضًا درجة الحرارة التي تم إجراء اختبار التأثير عندها بعد العمل الساخن أو السحب البارد أو اللحام أو اللحام، ورقم البرنامج، والأحرف "LT".
يجب أن تبدأ العلامات عند حوالي 12 بوصة [300 مم].
بالنسبة للأنابيب التي يقل طولها عن 3 أقدام [1 متر] عن NPS 2 والأنابيب التي يقل طولها عن 3 أقدام [1 متر]، يمكن وضع المعلومات المطلوبة على ملصق على الحزمة أو الصندوق الذي يتم نقل الأنبوب فيه.
المعايير ذات الصلة ASTM A333
EN 10216-4: المعيار الأوروبي الذي يغطي الشروط الفنية لأنابيب الفولاذ غير المسبكة والمسبكة للخدمة المبردة.
ISO 9329-3: معيار المنظمة الدولية للمعايير لأنابيب الصلب غير الملحومة للخدمة المبردة.
DIN EN 10216-4: المعيار الأوروبي الذي اعتمدته ألمانيا، وهو مطابق للمعيار EN 10216-4، لأنابيب الصلب الملحومة لأغراض الضغط في الخدمة المبردة.
JIS G3460: أنابيب فولاذية مسبوكة للخدمة المبردة.
GB/T 18984: أنابيب فولاذية بدون لحامات للخدمة بالتبريد العميق من -45 درجة مئوية إلى -195 درجة مئوية.
BS 3603: أنابيب من الفولاذ الكربوني والسبائكي مصممة للخدمة المبردة.
CSA Z245.1: معيار للأنابيب والأنابيب الفولاذية تم تطويره من قبل جمعية المعايير الكندية، بما في ذلك المواصفات للاستخدام في الخدمة المبردة.
GOST 8731: أنابيب ومواسير فولاذية مدرفلة على الساخن بدون لحامات للخدمة المبردة.
Botop Steel هي شركة صينية متخصصة في تصنيع وتوريد أنابيب الفولاذ الكربوني الملحومة منذ أكثر من 16 عامًا مع أكثر من 8000 طن من الأنابيب الملحومة في المخزون كل شهر.
يمكننا أن نقدم لك منتجات أنابيب الفولاذ الكربوني ذات الجودة الجيدة والسعر المنخفض، ونقدم لك العديد من أنواع حلول أنابيب الفولاذ، إذا كان لديك أي مطالب، يرجى الاتصال بنا!
العلامات:astm a333،astm a333 الصف،astma333 الصف السادس،الموردين، المصنعين، المصانع، الموزعين، الشركات، الجملة، شراء، السعر، الاقتباس، بالجملة، للبيع، التكلفة.
وقت النشر: ٢٨ مارس ٢٠٢٤