
EFW Boru (Elektro Füzyon Qaynaq Boru), elektrik qövsü qaynağı texnikası ilə polad lövhənin əridilməsi və sıxılması yolu ilə hazırlanmış qaynaqlanmış polad borudur.
Boru növü
EFW polad boru adətən düz qaynaqlanmış tikişli polad borudur.
Bu karbon polad boru və ya ərinti polad boru ola bilər.

EFW Standartları və Qiymətləri
ASTM A358
304, 304L, 316, 316L və digər paslanmayan polad dərəcələri, yaxşı korroziyaya davamlılıq tələb edən tətbiqlərdə geniş istifadə olunur.
ASTM A671
CA55, CB60, CB65, CB70 və aşağı temperaturlu mühitlər üçün digər karbon polad dərəcələri.
ASTM A672
Orta temperaturlu tətbiqlər üçün A45, A50, B60, B65 və B70 karbon və ərintili polad dərəcələri.
ASTM A691
CM65, CM70, CM75 və digər ərintili polad markaları yüksək təzyiqə məruz qalan tətbiqlər üçün nəzərdə tutulmuşdur.
API 5L
Neft və qaz uzun məsafəli boru kəmərləri üçün B, X42, X52, X60, X65, X70 və digər karbon polad boru dərəcələri.
Məhsullarımız
EFW Polad Borularının Proses Axını
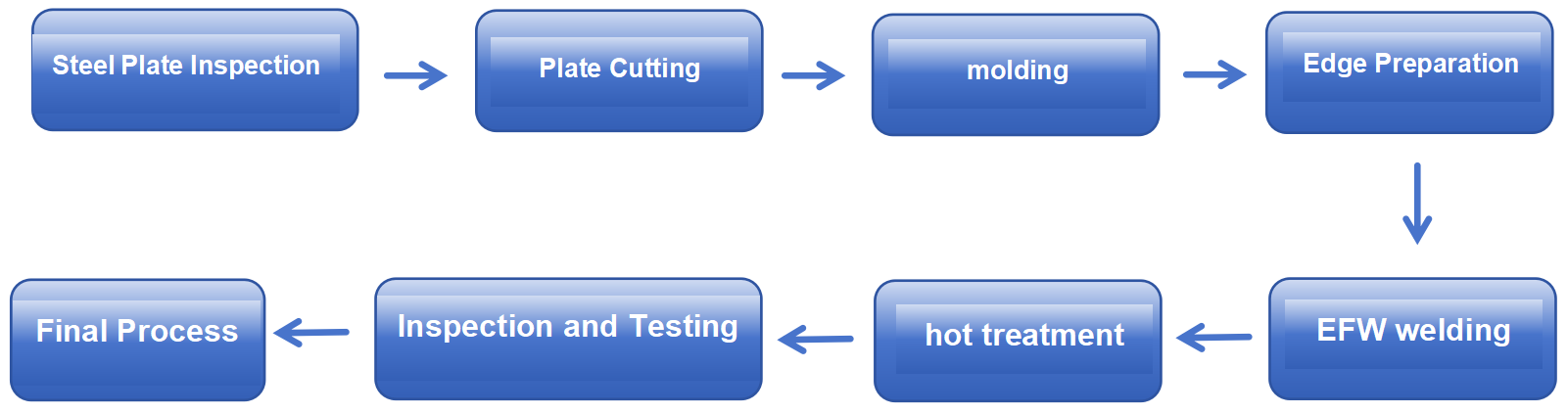
Praktikada proses daha mürəkkəbdir, aşağıdakı kimidir:
Material seçimi
Tələb olunan kimyəvi tərkibə və mexaniki xüsusiyyətlərə uyğun olaraq müvafiq polad lövhə materialını seçin.
Polad lövhənin qüsurlardan azad olduğunu təsdiqləmək üçün yoxlanılmalı və qaynaq keyfiyyətinə təsir edə biləcək hər hansı çirk və ya oksidləri təmizləmək üçün səth təmizlənməlidir.
Plitə Kəsmə
Plitə, adətən plazma və ya alov kəsmə üsulları ilə lazımi ölçüyə qədər kəsilir.
Kəsildikdən sonra, qaynaq zamanı dəqiq hizalanmanı və birləşməni təmin etmək üçün lövhənin kənarları əlavə emal tələb edə bilər.
Plitə əmələ gətirmə
Polad lövhələr preslər və ya yayma dəyirmanları istifadə edərək silindrik formalara əyilir.
Növbəti qaynaq prosesinə hazırlıq məqsədilə ucların mükəmməl şəkildə hizalanmasını təmin etmək üçün formalaşmış boru formasına düzəlişlər edilir.
Kənarların hazırlanması
Formalaşdırılmış boruşəkilli uc, qaynağın tam nüfuz etməsi üçün əyri bir kənar yaratmaq üçün üyüdülür və ya işlənir.
EFWQaynaq
Qövs qaynağı texnikasından istifadə edərək, polad lövhələrin kənarları yüksək temperaturda ərimiş vəziyyətə qədər qızdırılır.
Elektrik qövsü və təzyiq vasitəsilə əridilmiş poladın kənarları bir-birinə əridilmiş şəkildə qaynaq əmələ gətirir. Bu mərhələdə qaynağın möhkəmliyini və keyfiyyətini təmin etmək üçün bir neçə qaynaq tələb oluna bilər.
Qaynaqdan sonrakı istilik müalicəsi
Qaynaq tamamlandıqdan sonra, qaynaqdakı və poladdakı gərginlikləri azaltmaq üçün qaynaqdan sonrakı istilik müalicəsi aparılır.
Bu, adətən bütün borunun və ya qaynaq sahəsinin müəyyən bir temperatura qədər qızdırılmasını və sonra nəzarət altında soyudulmasını əhatə edir.
Yoxlama və sınaq
Borular qaynaq və istilik emalından sonra hərtərəfli yoxlanılır və sınaqdan keçirilir.
Buraya vizual yoxlama, ölçülü yoxlama, dağıdıcı olmayan sınaq (məsələn, ultrasəs və ya radioqrafik sınaq), eləcə də mexaniki xüsusiyyətlər sınaqdan keçirilməsi (məsələn, dartılma və zərbə sınaqdan keçirilməsi) daxildir.
Son emal
Borular müəyyən uzunluqlara kəsilir, ucları yonulur və ehtimal ki, örtük kimi səth emalları ilə tamamlanır.
Hazır boru izlənilə bilməsi və istifadəsi üçün materialın dərəcəsi, ölçüsü, soba nömrəsi və s. kimi müvafiq məlumatlarla işarələnir.
EFW Polad Borularının Üstünlükləri
Yüksək keyfiyyətli qaynaqlar
Elektrofüzyon qaynaq texnologiyasının istifadəsi, struktur bütövlüyünü artıraraq, vahidlik və aşağı qüsur nisbətləri ilə yüksək keyfiyyətli qaynaqlar əldə etməyə imkan verir.
Böyük ölçülü və qalın divar istehsalı
EFW prosesi yüksək təzyiq və ağır yük tələbləri üçün böyük diametrli və qalın divarlı boruların istehsalı üçün uyğundur.
Geniş tətbiq çeşidi
Yüksək temperatur, yüksək təzyiq və korroziyaya davamlı mühitlər üçün uyğun olan geniş çeşiddə karbon və ərintili çelikləri idarə edə bilir.
İstehsal Çevikliyi
Yüksək dərəcədə avtomatlaşdırılmış istehsal xətti, qaynaq parametrləri istehsal ölçüsünə və qalınlığına görə tənzimlənə bilər.
İqtisadi
Uzunmüddətli davamlılıq və aşağı texniki xidmət tələbləri, yüksək ilkin xərclərə baxmayaraq, ümumilikdə yaxşı iqtisadiyyat təmin edir.
EFW Polad Borularının Dezavantajları
Daha yüksək xərclər
EFW borusu, adətən, müqavimət qaynaqlı (ERW) boru kimi digər qaynaqlı boru növlərinə nisbətən daha bahalıdır. Bu, əsasən istifadə olunan yüksək keyfiyyətli materiallar və mürəkkəb istehsal prosesi ilə əlaqədardır.
Aşağı istehsal nisbətləri
EFW prosesi daha mürəkkəb qaynaq və istilik emalı proseslərini əhatə etdiyi üçün nisbətən yavaş istehsal sürətinə malikdir. Bu, xüsusilə böyük diametrli və qalın divarlı borular üçün daha uzun istehsal dövrlərinə səbəb ola bilər.
Ölçü məhdudiyyətləri
EFW böyük diametrli boru istehsalı üçün uyğun olsa da, texnologiya, xüsusən də daha yüksək dəqiqlik və incə diametrlərin tələb olunduğu tətbiq ssenarilərində, daha kiçik boru ölçüləri üçün o qədər də iqtisadi və ya tətbiq oluna bilməz.
Qaynaq Keyfiyyəti
Elektrofüzyon qaynağı yüksək keyfiyyətli qaynaq təmin etsə də, qaynaq prosesi zamanı ərimə və ərimə məsaməlilik, əriməmə və daxilolmalar kimi qüsurlara səbəb ola bilər ki, bunlar da ciddi keyfiyyət nəzarəti və yoxlama yolu ilə idarə olunmalıdır.
Operatorlara yüksək tələblər
EFW istehsalı, qaynaq prosesinin düzgün yerinə yetirilməsini və avadanlığın düzgün işləməsini təmin etmək üçün yüksək ixtisaslı operatorlar və texniki xidmət işçiləri tələb edir. Bu, işçilər üçün təlim və bacarıqların inkişafına artan investisiyaya gətirib çıxarır.
Tətbiqlər
Neft və qaz sənayesi

Kimya Sənayesi

Enerji sənayesi

Tikinti və infrastruktur
Botop Steel, Çindən yüksək keyfiyyətli qaynaqlanmış karbon polad boru istehsalçısı və təchizatçısıdır, həmçinin tikişsiz polad boruların satıcısıdır, polad boru ehtiyaclarınız üçün bizimlə əlaqə saxlaya bilərsiniz!
Etiketlər:EFW,EFW borusu,EFW boru kəməri, Təchizatçılar, istehsalçılar, fabriklər, anbar satıcıları, şirkətlər, topdansatış, alış, qiymət, kotirovka, topdansatış, satış üçün, qiymət.
Yazı vaxtı: 09 aprel 2024