
EFW тръбата (електрофузионно заварена тръба) е заварена стоманена тръба, изработена чрез топене и компресиране на стоманена плоча чрез техниката на електродъгово заваряване.
Тип тръба
Стоманената тръба EFW обикновено е стоманена тръба с прави заварени шевове.
Може да бъде тръба от въглеродна стомана или тръба от легирана стомана.

Стандарти и степени на EFW
ASTM A358
304, 304L, 316, 316L и други марки неръждаема стомана, често използвани в приложения, изискващи добра устойчивост на корозия.
ASTM A671
CA55, CB60, CB65, CB70 и други марки въглеродна стомана за нискотемпературни среди.
ASTM A672
Въглеродни и легирани стомани класове A45, A50, B60, B65 и B70 за приложения при средни температури.
ASTM A691
CM65, CM70, CM75 и други класове легирана стомана са предназначени за приложения, подложени на високо налягане.
API 5L
Тръби от въглеродна стомана клас B, X42, X52, X60, X65, X70 и други класове за тръбопроводи за нефт и газ на дълги разстояния.
Нашите продукти
Процесен поток на стоманена тръба EFW
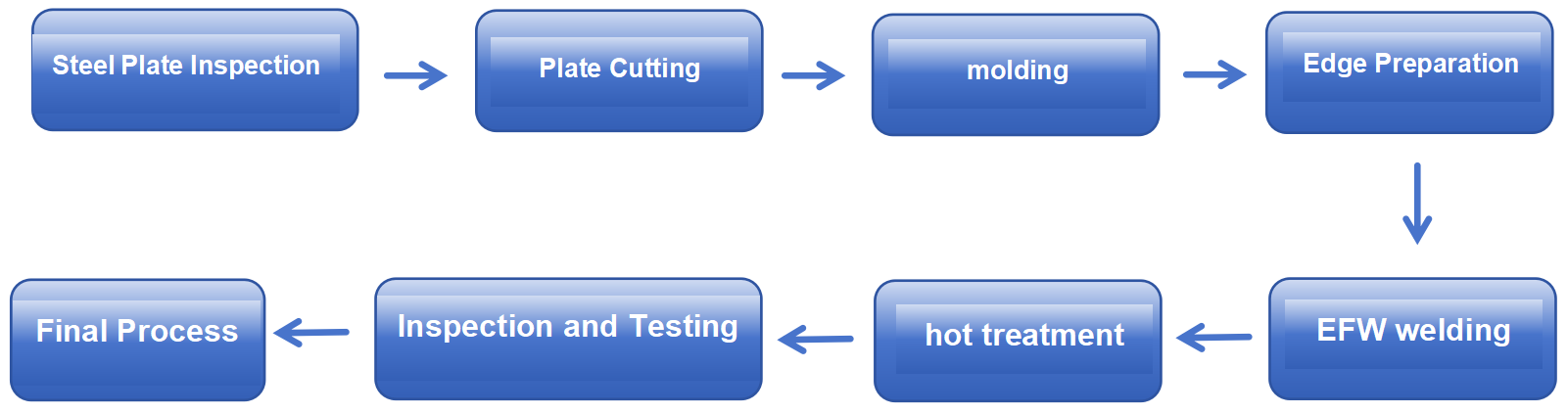
На практика процесът е по-сложен, както следва:
Избор на материали
Изберете подходящия материал за стоманена плоча според необходимия химичен състав и механични свойства.
Стоманената плоча трябва да бъде инспектирана, за да се потвърди, че е без дефекти, а повърхността ѝ да бъде почистена, за да се отстранят всички примеси или оксиди, които могат да повлияят на качеството на заварката.
Рязане на плочи
Плочата се нарязва до необходимия размер, обикновено чрез плазмено или пламъчно рязане.
След като бъдат отрязани, ръбовете на плочата може да се нуждаят от допълнителна обработка, за да се осигури прецизно подравняване и свързване по време на заваряване.
Формоване на плочи
Стоманените плочи се огъват в цилиндрични форми с помощта на преси или валцови машини.
Правят се корекции на формата на оформената тръба, за да се гарантира, че краищата са перфектно подравнени, в подготовка за последващия процес на заваряване.
Подготовка на ръбовете
Оформеният тръбен край се шлайфа или обработва с машинна обработка, за да се създаде скосен ръб за пълно проникване на заваръчния шев.
EFW (Ефективно социално положение)Заваряване
С помощта на техниката на дъгово заваряване, ръбовете на стоманените плочи се нагряват до разтопено състояние при високи температури.
Чрез електрическа дъга и налягане, краищата на разтопената стомана се сливат, за да образуват заварка. Тази стъпка може да изисква няколко заварки, за да се гарантира здравината и качеството на заварката.
Термична обработка след заваряване
След завършване на заваряването се извършва последваща термична обработка, за да се облекчат напреженията в заваръчния шев и в стоманата.
Това обикновено включва нагряване на цялата тръба или заваръчна зона до определена температура и след това охлаждането ѝ при контролирани условия.
Инспекция и тестване
Тръбите се проверяват и тестват щателно след заваряване и термична обработка.
Това включва визуална проверка, проверка на размерите, безразрушителен контрол (напр. ултразвуков или радиографски контрол), както и изпитване на механични свойства (напр. изпитване на опън и удар).
Финална обработка
Тръбите се нарязват на определени дължини, скосяват се в краищата и евентуално се обработват повърхностно, като например покрития.
Готовата тръба е маркирана с подходяща информация, като например клас на материала, размер, номер на пещта и др., за проследимост и употреба.
Предимства на стоманените тръби EFW
Висококачествени заварки
Използването на технология за електрофузионно заваряване позволява висококачествени заварки с еднородност и нисък процент на дефекти, което подобрява структурната цялост.
Производство на големи размери и дебели стени
Процесът EFW е подходящ за производство на тръби с голям диаметър и дебели стени за високо налягане и големи натоварвания.
Широка гама от приложения
Може да обработва широка гама от въглеродни и легирани стомани, подходящи за високи температури, високо налягане и корозивни среди.
Гъвкавост на производството
Високо автоматизирана производствена линия, параметрите на заваряване могат да се регулират според размера и дебелината на продукцията.
Икономичен
Дългосрочната издръжливост и ниските изисквания за поддръжка осигуряват добра обща икономическа ефективност, въпреки високите първоначални разходи.
Недостатъци на стоманените тръби EFW
По-високи разходи
Производството на тръби EFW обикновено е по-скъпо от производството на други видове заварени тръби, като например тръби, заварени чрез съпротивление (ERW). Това се дължи главно на висококачествените използвани материали и сложния производствен процес.
По-ниски нива на производство
Процесът EFW има относително бавен темп на производство, тъй като включва по-сложни процеси на заваряване и термична обработка. Това може да доведе до по-дълги производствени цикли, особено за тръби с голям диаметър и дебели стени.
Ограничения на размера
Въпреки че EFW е подходяща за производство на тръби с голям диаметър, технологията може да не е толкова икономична или приложима за тръби с по-малки размери, особено в сценарии на приложение, където се изисква по-висока прецизност и фини диаметри.
Качество на заваряване
Въпреки че електрофузионното заваряване осигурява висококачествени заварки, топенето и сливането по време на процеса на заваряване все още могат да доведат до дефекти като порьозност, несливане и включвания, които трябва да се управляват чрез строг контрол на качеството и инспекция.
Високи изисквания към операторите
Производството на електрошокови заваръчни машини (EFW) изисква висококвалифицирани оператори и персонал по поддръжката, за да се гарантира правилното изпълнение на процеса на заваряване и правилната работа на оборудването. Това води до увеличени инвестиции в обучение и развитие на уменията на служителите.
Приложения
Нефтена и газова промишленост

Химическа промишленост

Енергийна промишленост

Строителство и инфраструктура
Botop Steel е производител и доставчик на висококачествени заварени тръби от въглеродна стомана от Китай, а също така и търговец на безшевни стоманени тръби. Можете да се свържете с нас за вашите нужди от стоманени тръби!
Етикети: EFW, EFW тръба, EFW тръбопроводи, доставчици, производители, фабрики, търговци на дребно, компании, търговия на едро, купуване, цена, оферта, на едро, за продажба, цена.
Време на публикуване: 09 април 2024 г.