
| পণ্যের নাম | কার্বন ইস্পাত বিজোড় / মিসেস স্টিল পাইপ |
| স্ট্যান্ডার্ড | ASTM A106, ASTM A53, API 5L Gr.B, DIN17175, DIN1629 |
| বাইরের ব্যাস: | ১৩.৭ মিমি-৭৬২ মিমি |
| প্রাচীরের পুরুত্ব | ২ মিমি-৮০ মিমি |
| দিয়া সহনশীলতা | স্ট্যান্ডার্ড, OD:+-1%, WT:+-10% সহ নিয়ন্ত্রণ করুন |
| উপকরণ | 10#,20#,45#,16Mn,A106(B,C),A53(A,B),API 5L (GR.B,X42/X52/X56/X65) API 5CT(H40,J55,K55,N80,P110),Q235,Q345,ST35.8,ST37,ST42,ST45,ST52 |
| পরিদর্শন | আইএসও, বিভি, এসজিএস, এমটিসি |
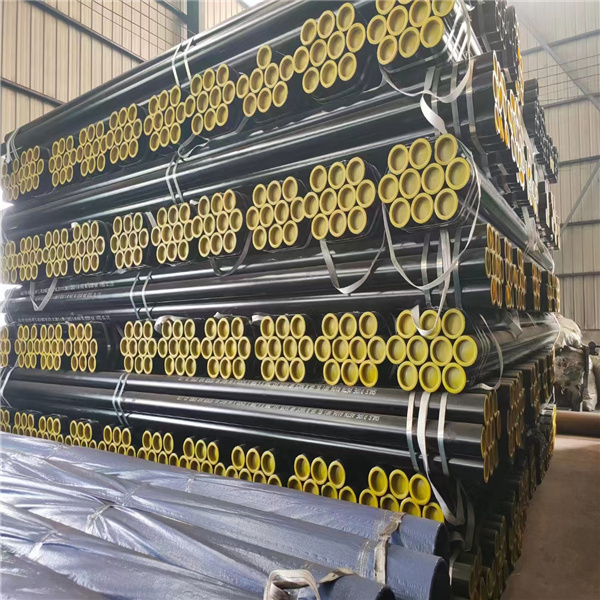
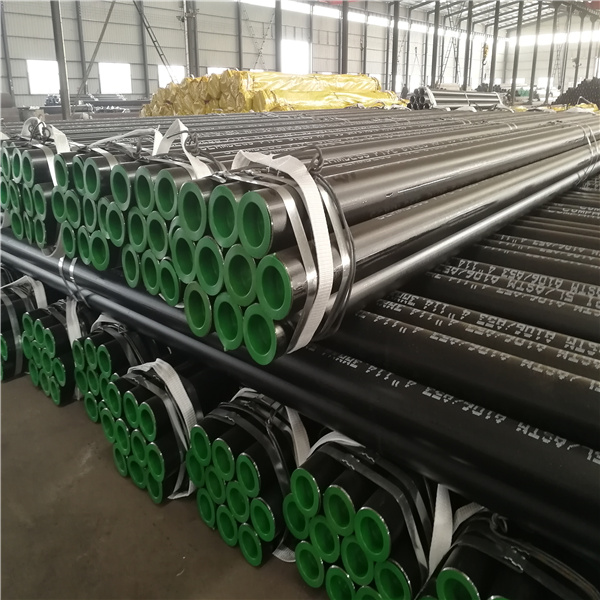
| কন্ডিশনার | 3LPE/3PP/FBE/কালো পেইন্টিং/বার্নিশ, এবং স্টিলের স্ট্রিপ প্যাক করা, স্ট্যান্ডার্ড এক্সপোর্ট সমুদ্রোপযোগী প্যাকেজ, অথবা প্রয়োজন অনুসারে |
| সরবরাহ ক্ষমতা | ১০০০ মেট্রিক টন/মাস |
| MOQ | ৫ মেট্রিক টন, নমুনা অর্ডার গৃহীত হয়েছে |
| চালানের সময় | আমানত বা এল / সি পাওয়ার পর 7-10 কার্যদিবসের মধ্যে |
| পেমেন্ট | টি/টি, এলসি |
| ধারণক্ষমতা | ২৫০,০০০ টন/বছর |
API 5L গ্রেড X52NS PSL 2সিমলেস স্টিল পাইপ ACC.To IPS-M-PI-190(3) & NACE MR-01-75 সর্বদা টক পরিবেশে ব্যবহৃত হয়, বিশেষ করে তেল ও গ্যাস ক্ষেত্রগুলিতে যেখানে H2S এবং CO2 সমৃদ্ধ গ্যাস থাকে।



API 5L X52NS PSL 2 সিমলেস স্টিল পাইপ ACC.To IPS-M-PI-190(3) & NACE MR-01-75 টক সার্ভিসের জন্য উৎপাদনের পরে তাপ চিকিত্সা করতে হবে। এবং HIC এবং SSC পরীক্ষা করতে হবে।
গ্রেড এবং রাসায়নিক গঠন (%)API 5L এর জন্যপিএসএল২
| স্ট্যান্ডার্ড |
| রাসায়নিক গঠন(%) |
|
| ||||
| C | Mn | P | S | Si | V | |||
| এপিআই ৫এল | X52 NS সম্পর্কে | ≤০.১৬ | ≤১.৬৫ | ≤০.০২ | ≤০.০০৩ | ≤০.৪৫ | ভি ≤0.10 | |
CEⅡW=C+Mn /6+(Cr+Mo+V) /5+(Cu+Ni) /15 ≤0.39
উত্তর + ভী + টিআই ≤0.15%
উত্তর + ভী ≤0.06%
পণ্য রাসায়নিক বিশ্লেষণ কখন করা হয়, পৃথক পণ্য আইটেম থেকে নেওয়া ইস্পাতের প্রতি তাপের দুটি বিশ্লেষণ
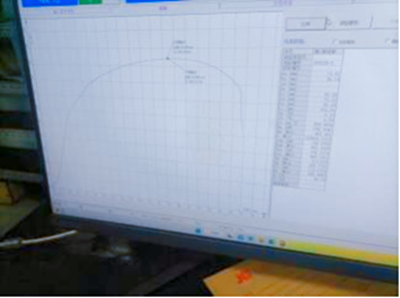
API 5L এর যান্ত্রিক বৈশিষ্ট্যX52N সম্পর্কেSPSL 2 সিমলেস স্টিল পাইপ ACC.To IPS-M-PI-190(3) &টক পরিবেশনের জন্য NACE MR-01-75:
| ফলন শক্তি(এমপিএ) | প্রসার্য শক্তি(এমপিএ) | প্রসারণ A% |
| এমপিএ | এমপিএ | প্রসারণ (ন্যূনতম) |
| ৩৬O-৫৩০MPa | ৪৬০-৭৬০ এমপিএ | ২০ |
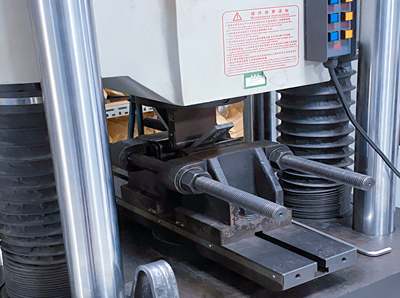
বাঁক পরীক্ষা
যান্ত্রিক বৈশিষ্ট্য পরীক্ষা

কঠোরতা পরীক্ষা
সমাপ্ত পাইপ OD WT দৈর্ঘ্য, পৃষ্ঠের গুণমান, সোজাতা, ত্রুটিপূর্ণ পাইপটি পালিশ করা চাক্ষুষ এবং মাত্রিক পরিদর্শন।
1. OD সহনশীলতা: (-0.75%D,+0.75%D)।
পাইপ প্রান্তের OD সহনশীলতা: ±0.005D।
২.WT সহনশীলতা: (+১৫%t, -১২.৫%t)।
3. পাইপের বডির ডিম্বাকৃতি: ±0.020D, প্রান্তের ডিম্বাকৃতি: ±0.015D।
পাইপের যেকোনো স্থানে WT নামমাত্র প্রাচীর বেধের ৮৭.৫% এর বেশি হতে হবে।
পাইপের প্রান্তে WT মাইক্রোমিটার দিয়ে পরিমাপ করা হয়।
পাইপের বডির উপর দেয়ালের পুরুত্ব পরিমাপ WT-এর জন্য ম্যানুয়াল UT দ্বারা করা হয় যা পাইপের বডি বরাবর 3টি রিং বা অংশ ঢেকে রাখে এবং প্রতিটি অংশে 6টি রিডিং থাকে।
৪. পাইপের বডি বেন্ড ডিগ্রী: পাইপের দৈর্ঘ্যের ০.২০%। একটি শেখানো লাইন দিয়ে পরিমাপ করা হয়।
৫. পাইপের প্রান্তের বাঁকের মাত্রা: ১.২ মিটারে ৩.০ মিমি এর বেশি হওয়া উচিত নয়। একটি সোজা দণ্ড দিয়ে পরিমাপ করা হয়।

আউট ব্যাস পরিদর্শন

প্রাচীরের পুরুত্ব পরিদর্শন

পরিদর্শন শেষ করুন

সরলতা পরিদর্শন

কেন্দ্রশাসিত অঞ্চল পরিদর্শন

উপস্থিতি পরিদর্শন
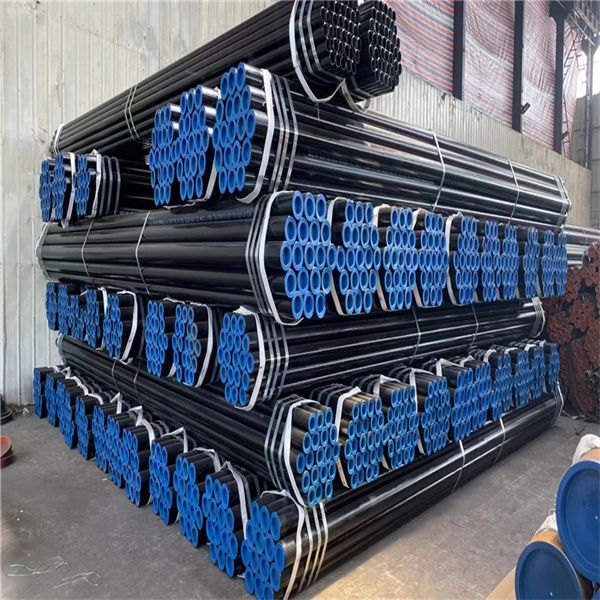
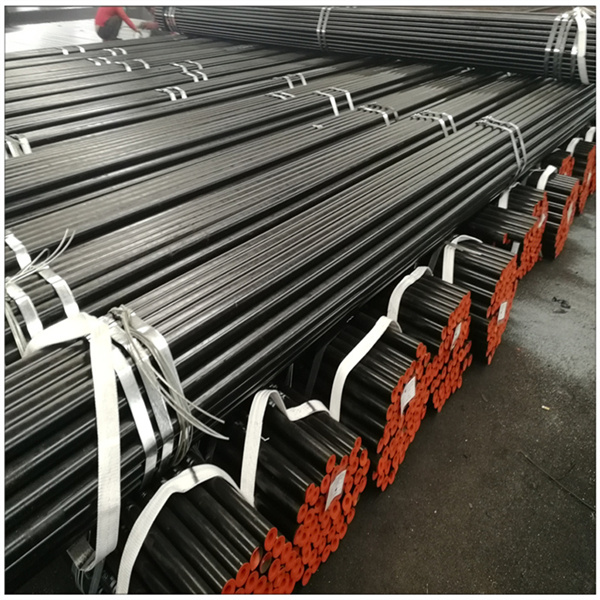
খালি পাইপ বা কালো / বার্নিশ আবরণ (গ্রাহকের প্রয়োজনীয়তা অনুসারে);
৬" এবং তার নীচে দুটি তুলার স্লিং সহ বান্ডিলে;
উভয় প্রান্তেই প্রান্ত রক্ষাকারী রয়েছে;
সমতল প্রান্ত, বেভেল প্রান্ত (2" এবং তার উপরে বেভেল প্রান্ত সহ, ডিগ্রি: 30~35°), থ্রেডেড এবং কাপলিং;
চিহ্নিতকরণ।


কাতারে বিরামহীন পাইপ জাহাজ

পাকিস্তানে বিরামহীন পাইপ জাহাজ

দক্ষিণ আফ্রিকায় বিরামহীন পাইপ জাহাজ

ইকুয়েডরে বিরামহীন পাইপ জাহাজ