



EN 10219 S275J0H i S275J2Hsu hladno oblikovani zavareni konstrukcijski šuplji profili izrađeni od nelegiranog čelika prema EN 10219.
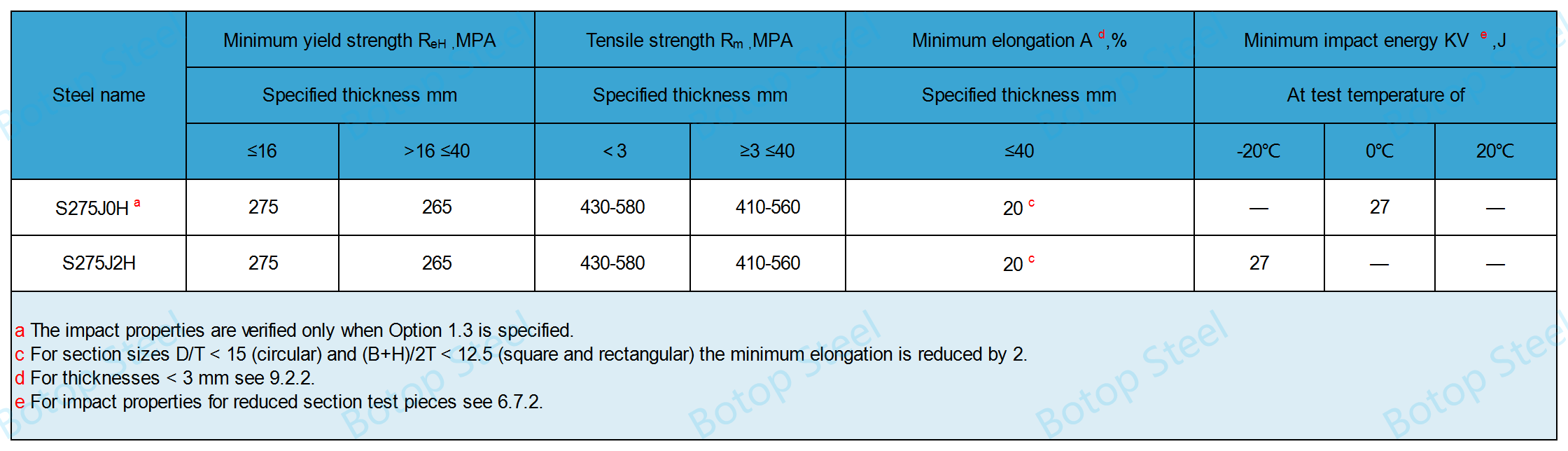
Oba imaju minimalnu granicu tečenja od 275 MPa (debljina stijenke ≤16 mm). Glavna razlika je u svojstvima udara: S275J0H ima minimalnu energiju udara od 27 J na 0°C, dok S275J2H ima minimalnu energiju udara od 27 J na -20°C.
Pogodno za primjenu u zgradama i inženjerskim konstrukcijama izloženim manjim opterećenjima.
BS EN 10219 je evropski standard EN 10219 koji je usvojila Velika Britanija.
Debljina zida ≤40 mm, vanjski promjer ≤2500 mm.
CFCHS je skraćenica za hladno oblikovani kružni šuplji profil.
Standard EN 10219 pokriva širok raspon šupljih oblika konstrukcijskog čelika, uključujući okrugle, kvadratne, pravokutne i ovalne, kako bi odgovarao različitim zahtjevima upotrebe.
Botop čelikspecijalizirana je za isporuku okruglih čeličnih cijevi šupljih profila u različitim veličinama i procesima kako bi odgovarala širokom spektru industrijskih primjena, osiguravajući da se zadovolje specifične potrebe naših kupaca.
Od svog osnivanja 2014. godine,Botop čelikpostao je vodeći dobavljač cijevi od ugljičnog čelika u sjevernoj Kini, poznat po izvrsnoj usluzi, visokokvalitetnim proizvodima i sveobuhvatnim rješenjima.
Kompanija nudi razne cijevi od ugljičnog čelika i srodne proizvode, uključujućiSMLS, ERW, LSAWiSSAWčelične cijevi, kao i kompletan asortiman cijevnih spojnica i prirubnica. Njihovi specijalizirani proizvodi također uključuju visokokvalitetne legure i austenitne nehrđajuće čelike, prilagođene zahtjevima različitih projekata cjevovoda.
Radujemo se uspostavljanju saradnje s vama i stvaranju zajedničke budućnosti u kojoj svi dobivaju.
Sirovi čelik za proizvodnju hladno oblikovanih šupljih profila se deoksidira i mora ispunjavati specifične uslove isporuke.
Relevantni zahtjevi za S275J0H i S275J2H suFF(Potpuno umireni čelik koji sadrži elemente koji vežu dušik u količinama dovoljnim za vezanje dostupnog dušika (npr. min. 0,020 % ukupnog Al ili 0,015 % rastvorljivog Al)).
Stanje isporuke: Valjano ili normalizirano/normalizirano valjano (N) za čelike JR, J0, J2 i K2.
Čelične cijevi prema EN 10219 mogu se proizvoditi od straneERW(elektrootporno zavarivanje) iPILA(proizvodni procesi zavarivanja pod praškom).
ProizvodnjaERW cijeviIma prednost što je brži i relativno pristupačniji te se često bira za projekte koji zahtijevaju proizvodnju velikih razmjera i visoku isplativost.
ERWCijevi se obično koriste za proizvodnju manjih promjera i tanjih debljina stijenki, dokPILACijevi su pogodnije za veće promjere i deblje stijenke. Molimo odaberite odgovarajuću vrstu čelične cijevi za vaš projekt.

ERW cijevi proizvedene prema EN 10219 obično ne zahtijevaju unutrašnje obrezivanje zavara.
To je zato što se cijevi prema EN 10219 uglavnom koriste u konstrukcijskim primjenama, kao što su građevinarstvo i mašinogradnja, gdje su zahtjevi za izgled zavara obično manje strogi nego za posude pod pritiskom ili cjevovode visokog pritiska. Stoga, sve dok čvrstoća i integritet zavara ispunjavaju zahtjeve standarda, unutrašnji zavari se mogu koristiti bez dodatnog obrezivanja.
Naknadna termička obrada se ne vrši, osim što zavar može biti u zavarenom ili termički obrađenom stanju.
Analiza odlivaka (hemijski sastav sirovina)
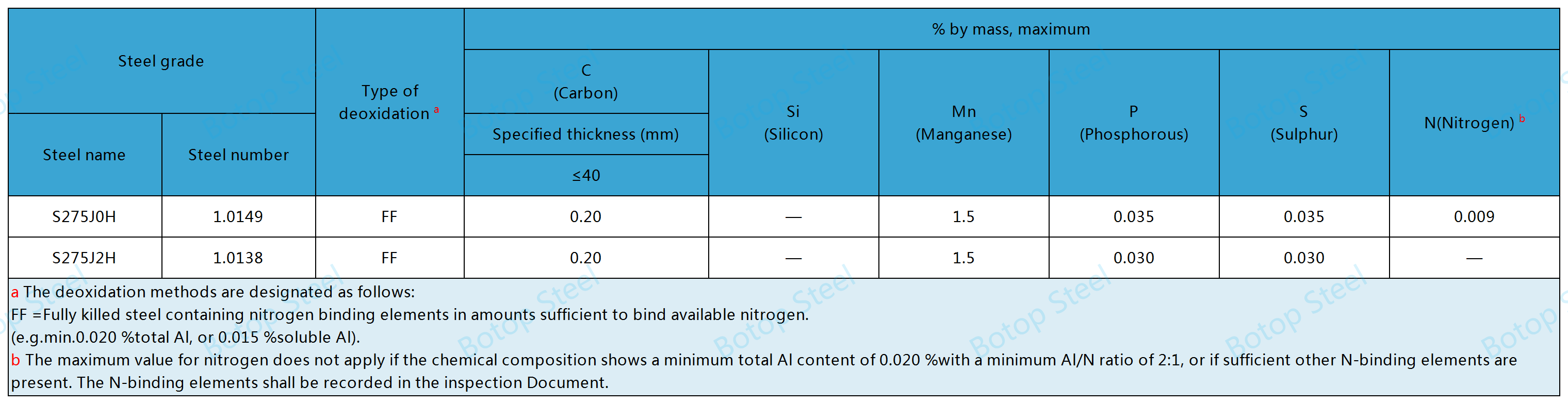
I S275J0H i S275J2H imaju maksimalnu vrijednost ugljičnog ekvivalenta (CEV) od 0,40%.
S725J0H i S275J2H sa maksimalnim CEV od 0,4% pokazuju bolju zavarljivost sa manjim rizikom od očvršćavanja i pucanja tokom zavarivanja.
Također se može izračunati pomoću sljedeće formule:
CEV = C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15.
Analiza proizvoda (hemijski sastav gotovih proizvoda)
Tokom proizvodnje čelika, hemijski sastav se može promijeniti iz više razloga, a te promjene mogu uticati na svojstva i kvalitet čelika.

Konačni hemijski sastav gotove čelične cijevi mora biti u skladu sa hemijskim sastavom odlivka i njegovim dozvoljenim odstupanjima.
Parametri mehaničkih svojstava uključuju granicu tečenja, zateznu čvrstoću, izduženje i udarnu čvrstoću.
Žarenje za ublažavanje napona na temperaturi većoj od 580 ℃ ili duže od jednog sata može dovesti do pogoršanja mehaničkih svojstava.
Bilješke:
Ispitivanje udarom nije potrebno kada je specificirana debljina <6 mm.
Svojstva udarne otpornosti cijevi kvalitete JR i J0 nisu provjerena osim ako nije drugačije navedeno.
EN 10219 Zavari na ERW čeličnim cijevima mogu se ispitati odabirom jedne od sljedećih metoda.
EN 10246-3 do nivoa prihvatljivosti E4, s izuzetkom da tehnika rotirajuće cijevi/palačinkaste zavojnice nije dozvoljena;
EN 10246-5 za nivo prihvatljivosti F5;
EN 10246-8 do nivoa prihvatljivosti U5.
Izračun teorijske težine cijevi prema EN 10219 može se zasnovati na gustoći cijevi od 7,85 kg/dm³.
M=(DT)×T×0,02466
M je masa po jedinici dužine;
D je specificirani vanjski promjer, jedinica u mm;
T je specificirana debljina zida, jedinica u mm.
Tolerancije oblika, pravolinijosti i mase

Tolerancije Dužina

Šuplje cijevi proizvedene prema EN 10219 su zavarljive.
Prilikom zavarivanja, hladne pukotine u zoni zavara predstavljaju glavni rizik jer se povećavaju debljina, nivo čvrstoće i CEV proizvoda. Hladne pukotine uzrokuje kombinacija nekoliko faktora:
visok nivo difuzibilnog vodonika u metalu zavara;
krhka struktura u zoni uticaja toplote;
značajne koncentracije zateznih napona u zavarenom spoju.
Površina čelične cijevi treba biti glatka i bez ikakvih nedostataka koji bi mogli utjecati na performanse proizvoda, kao što su pukotine, udubljenja, ogrebotine ili korozija.
Izbočine, žljebovi ili plitki uzdužni žljebovi stvoreni procesom proizvodnje su prihvatljivi sve dok je preostala debljina zida unutar tolerancije, defekt se može ukloniti brušenjem i popravljena debljina zida ispunjava minimalne zahtjeve za debljinu.
Botop čelikne samo da nudi visokokvalitetne čelične cijevi u skladu s EN 10219, već nudi i širok raspon opcija za površinsku obradu čeličnih cijevi kako bi zadovoljila specifične potrebe svojih kupaca u različitim inženjerskim projektima. Ovi premazi su dizajnirani da poboljšaju otpornost cijevi na koroziju i dodaju dodatnu zaštitu, čime se produžava njihov vijek trajanja.

Vruće cinkovanje
3LPE (HDPE) premaz

FBE premaz

Premaz lakom

Premazivanje bojom

Premaz za težinu cementa
Komponente mostane-primarne noseće konstrukcije koje se koriste u mostovima, kao što su ograde i parapeti.
Arhitektonski stuboviNoseći stubovi i grede koji se koriste u građevinarstvu i niskogradnji.
Cjevovodni sistemiCijevi za transport tekućina i plinova, posebno u primjenama koje zahtijevaju određeni stepen fleksibilnosti i otpornosti na koroziju.
Privremene struktureprivremeni nosači i okviri pogodni za gradilišta i inženjerska mjesta.
Ove primjene koriste odlična mehanička svojstva i zavarljivost S275J0H i S275J2H kako bi zadovoljile potrebe laganih, ali stabilnih konstrukcija.
ASTM A500:Standardna specifikacija za hladno oblikovane zavarene i bešavne konstrukcijske cijevi od ugljičnog čelika okruglog i drugog oblika.
ASTM A501Standardna specifikacija za toplo oblikovane zavarene i bešavne konstrukcijske cijevi od ugljičnog čelika.
EN 10210Vruće obrađeni konstrukcijski šuplji profili od nelegiranih i sitnozrnih čelika.
EN 10219Hladno oblikovani zavareni konstrukcijski šuplji profili od nelegiranih i finozrnih čelika.
JIS G 3466Kvadratne i pravokutne cijevi od ugljičnog čelika za opću konstrukciju.
AS/NZS 1163Hladno oblikovani šuplji profili od konstrukcijskog čelika.
Ovi standardi se široko koriste širom svijeta i pomažu u osiguravanju da konstrukcijske čelične cijevi ispunjavaju očekivane kriterije performansi u različitim inženjerskim primjenama. Prilikom odabira standarda za čelične cijevi, važno je uzeti u obzir specifične potrebe primjene, regionalne propise i zahtjeve performansi.
ASTM A252 GR.3 Strukturna LSAW (JCOE) cijev od ugljičnog čelika
Čelične cijevi BS EN10210 S275J0H LSAW (JCOE)
Čelične cijevi ASTM A671/A671M LSAW
ASTM A672 B60/B70/C60/C65/C70 LSAW cijev od ugljičnog čelika
API 5L X65 PSL1/PSL 2 LSAW cijev od ugljičnog čelika / API 5L grade X70 LSAW čelična cijev
EN10219 S355J0H Konstrukcijska čelična cijev LSAW (JCOE)











