
ASTM A106je standardna specifikacija za bešavne cijevi od ugljičnog čelika za rad na visokim temperaturama koju je uspostavilo Američko društvo za ispitivanje materijala (ASTM).

Navigacijski gumbi
ASTM A106 Područje primjene
ASTM A106 klasa
ASTM A106 Sirovine
Metoda proizvodnje bešavnih čeličnih cijevi ASTM A106
Vrući tretman
Hemijski sastav
Mehanička svojstva
Testni program
Dimenzionalne tolerancije
Tretman površinskih defekata
Označavanje cijevi
Alternativni materijali
Primjena ASTM A106
Naši povezani proizvodi
ASTM A106 Područje primjene
Vrsta cijevi: bešavne čelične cijevi.
NNominalna veličina cijevi: Pokriva bešavne čelične cijevi od DN6-DN1200 (NPS1/8-NPS48).
Debljina zida: Debljina zida je potrebna kako bi se ispunili specifični zahtjevi iz Tabele 1ASME B36.10M.
ASTM A106 klasa
ASTM A106 ima tri vrste čeličnih cijevi: Klasa A,Razred Bi ocjena C.
Glavna razlika između tri vrste je hemijski sastav i mehanička svojstva.
ASTM A106 Sirovine
Čelik mora biti umireni čelik.
Čelik se proizvodi primarnim postupkom topljenja, koji može biti na otvorenom ognjištu, u baznoj kisikovoj atmosferi ili u električnoj peći, moguće u kombinaciji s odvojenim otplinjavanjem ili rafiniranjem.
Metoda proizvodnje bešavnih čeličnih cijevi ASTM A106
Bešavne čelične cijeviProizvodi se na dva načina: hladno vučenjem i toplom obradom.
Bešavne čelične cijevi DN ≤ 40 mm mogu biti hladno vučene ili toplo obrađene.
Bešavne čelične cijevi DN ≥ 50 mm su vruće obrađene.
Vrući tretman
Vruće obrađene bešavne čelične cijevi ASTM A106 ne zahtijevaju termičku obradu.
Hladno vučene bešavne čelične cijevi ASTM A106 potrebno je termički obraditi na temperaturama ≥ 650°C.
Hemijski sastav
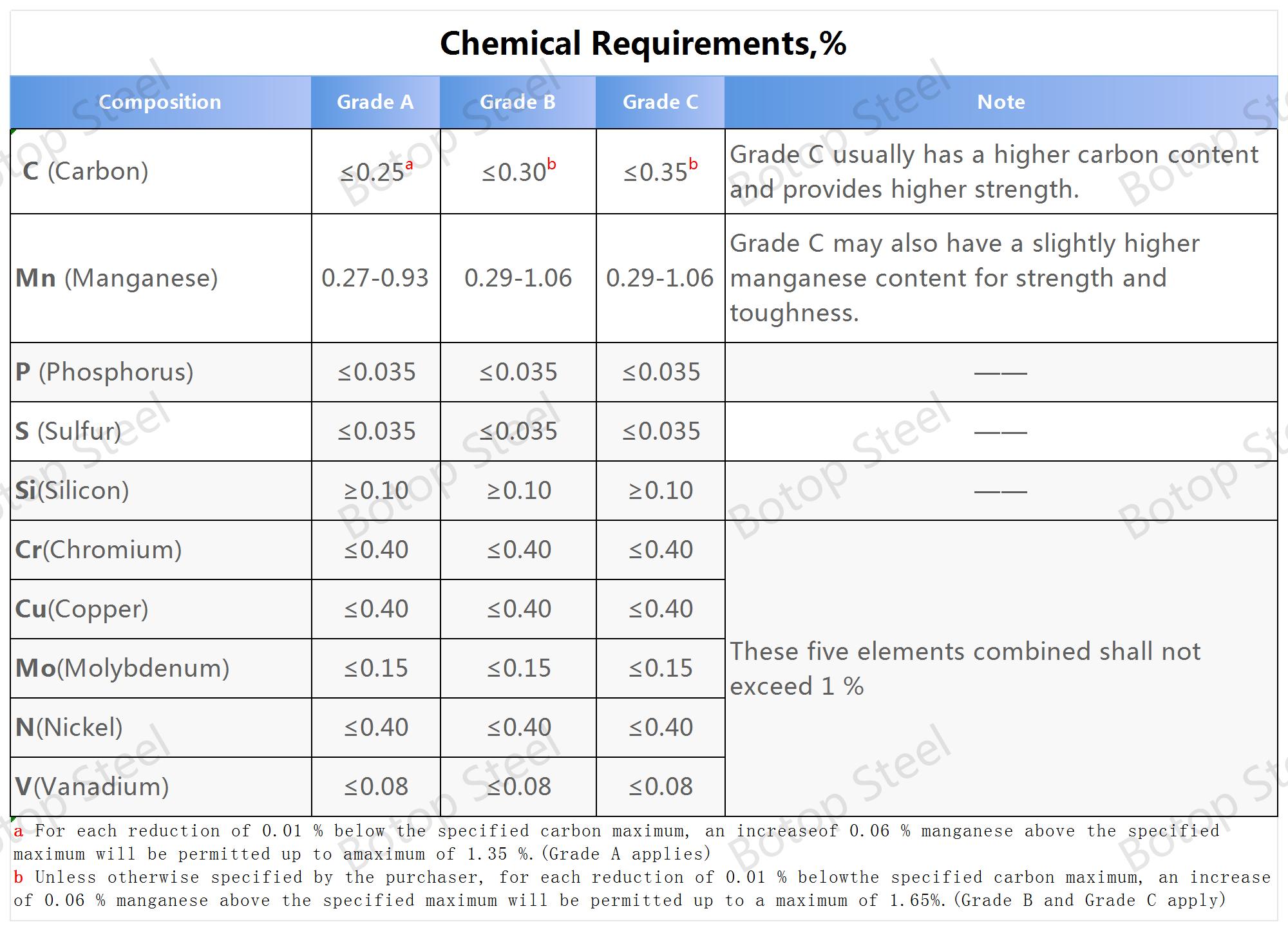
Najveća razlika u hemijskom sastavu između ASTM A106 klase A, klase B i klase C je razlika u sadržaju C i Mn, dok se sadržaj ostalih elemenata u različitim klasama može neznatno razlikovati, ali obično se kontroliše u relativno niskom rasponu.
Mehanička svojstva
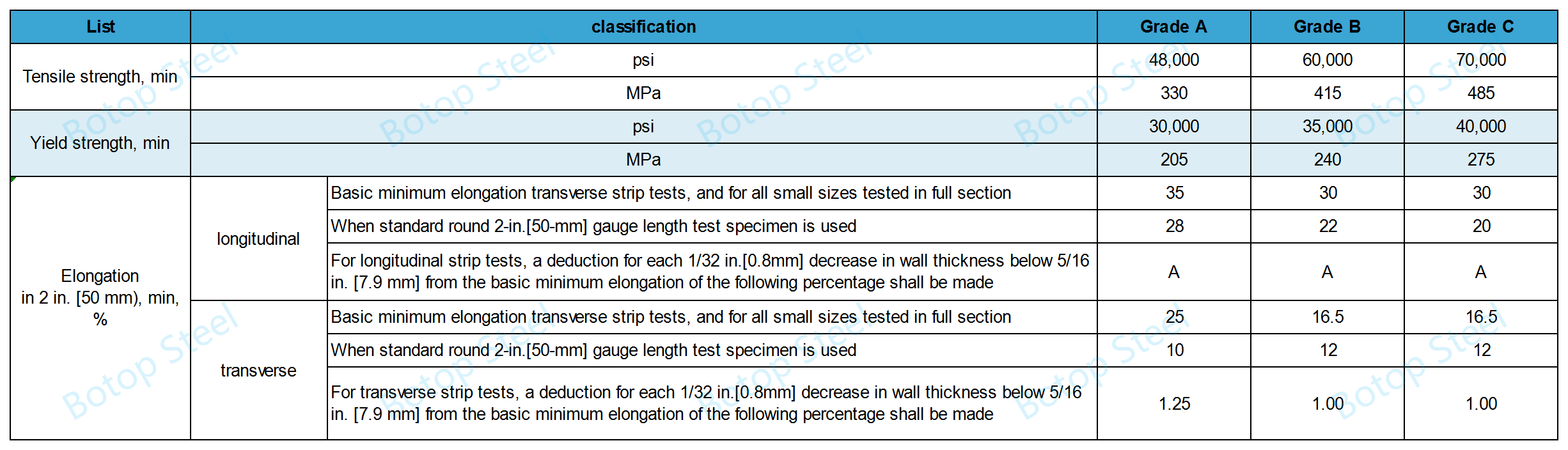
Minimalno izduženje od 50 mm (2 in.) određuje se sljedećom jednačinom:
jedinice inč-funta:
e=625.000 A0,2/U0.9
Sl jedinice:
e=1940A0,2/U0,9
eminimalno izduženje u 50 mm (2 in.), %, zaokruženo na najbližih 0,5%
A: površina poprečnog presjeka uzorka za ispitivanje zatezanjem, u2(mm)2)na osnovu specificiranog vanjskog prečnika ili nominalne širine uzorka i specificirane debljine zida,zaokruženo na najbližih 0,01 inča2(1 mm2).
Ako je tako izračunata površina jednaka ili veća od 0,75 in2(500 mm2), tada je vrijednost 0,75 u2(500 mm2) treba se koristiti.
Uspecificirana zatezna čvrstoća, psi (MPa)
Testni program
ASTM A106 sadrži detaljne specifikacije za hemijski sastav, termičku analizu, zahtjeve za mehanička svojstva, zahtjeve za savijanje, ispitivanja spljoštavanja, hidrostatička ispitivanja i nerazorna električna ispitivanja.
Hemijski sastav / Analiza toplote
Analiza toplote je proces koji se koristi za određivanje sadržaja pojedinačnih hemijskih elemenata u čeliku kako bi se osiguralo da hemijski sastav svake serije materijala ispunjava zahtjeve standarda ASTM A106.
Određivanje hemijskog sastava zasniva se na termičkoj analizi. Glavni fokus je na sadržaju elemenata ugljika, mangana, fosfora, sumpora i silicija, čiji udjeli direktno utiču na svojstva cijevi.
Zahtjevi za zatezanje
Cijevi moraju ispunjavati specifične zahtjeve za zateznu čvrstoću, granicu tečenja i izduženje. To osigurava čvrstoću i žilavost cijevi na povišenim temperaturama.
Zahtjevi za savijanje
Ispitivanja savijanja koriste se za procjenu žilavosti i plastične deformacije cijevi kada su izložene naprezanjima savijanja kako bi se osigurala pouzdanost cijevi tokom instalacije i upotrebe.
Ispitivanja spljoštavanja
Ispitivanja spljoštavanjem koriste se za procjenu duktilnosti i otpornosti na pucanje čeličnih cijevi. Ovo ispitivanje zahtijeva da se cijev spljošti do određenog stepena bez pucanja kako bi se dokazao kvalitet materijala i kvalifikacija tehnologije obrade.
Hidrostatički test
Hidrostatičko ispitivanje je važan korak u provjeri nosivosti čelične cijevi primjenom pritiska većeg od onog propisanog standardom kako bi se osigurala njena strukturna cjelovitost i odsustvo curenja.
Nerazorno električno ispitivanje
Nerazorno električno ispitivanje (npr. ultrazvučno ispitivanje ili elektromagnetno ispitivanje) koristi se za identifikaciju unutrašnjih i površinskih defekata kao što su pukotine, inkluzije ili rupe u čeličnim cijevima kako bi se osigurala kvaliteta proizvoda.
Dimenzionalne tolerancije
Misa
Stvarna masa cijevi treba biti u rasponu od97,5% - 110%od navedene mase.
Cijevi promjera NPS 4 [DN 100] i manje mogu se vagati u prikladnim serijama;
Cijevi veće od NPS 4 [DN 100] treba vagati odvojeno.
Vanjski promjer
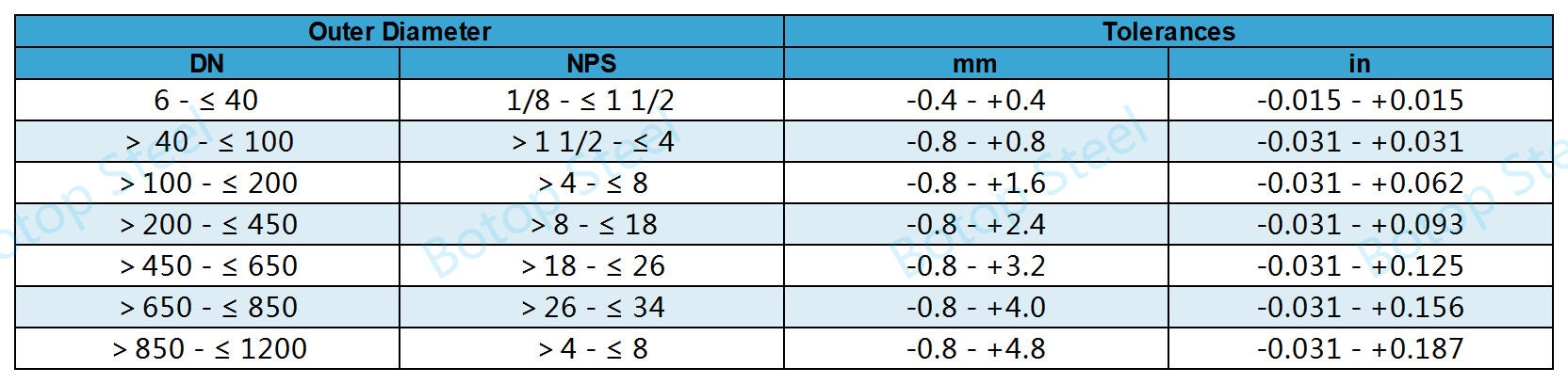
Za cijevi vanjskog promjera > 250 mm (10 in), ako je potrebna veća tačnost vanjskog promjera, dozvoljena varijacija vanjskog promjera je ±1%.
Za cijevi s unutrašnjim promjerom > 250 mm (10 in), ako je potrebna veća tačnost unutrašnjeg promjera, dozvoljena varijacija unutrašnjeg promjera je ±1%.
Debljina
Minimalna debljina zida = 87,5% od navedene debljine zida.
Dužina
Jedna slučajna dužina4,8-6,7 m [16-22 stope].Dozvoljeno je da 5% dužine bude manje od 4,8 m [16 stopa], ali ne kraće od 3,7 m [12 stopa].
Dvostruke nasumične dužineMinimalna prosječna dužina je 10,7 m [35 stopa], a minimalna dužina je 6,7 m [22 stope].Pet posto dužine smije biti manje od 6,7 m [22 stope], ali ne kraće od 4,8 m [16 stopa].
Tretman površinskih defekata
Utvrđivanje nedostataka
Kada se na cijevima pojave površinski defekti koji prelaze 12,5% nominalne debljine stijenke ili prelaze minimalnu debljinu stijenke, defekti se moraju ukloniti brušenjem sve dok preostala debljina stijenke iznosi 87,5% ili više od specificirane vrijednosti debljine.
Neštetni nedostaci
Da bi površinska obrada bila u skladu sa zahtjevima procesa, sljedeći neškodljivi nedostaci trebaju se ukloniti brušenjem:
1. Mehanički tragovi i ogrebotine - kao što su tragovi kablova, udubljenja, tragovi vođenja, tragovi kotrljanja, ogrebotine od kugle, udubljenja i tragovi kalupa, te udubljenja, od kojih nijedna ne smije prelaziti dubinu od 1/16 inča (1,6 mm).
2. Vizuelne nesavršenosti, uglavnom kore, šavovi, preklopi, pukotine ili rezovi dublji od 5 posto nominalne debljine zida.
Popravak kvara
Kada se nedostaci ili greške uklanjaju brušenjem, mora se održavati glatka zakrivljena površina, a debljina stijenke cijevi ne smije biti manja od 87,5% navedene vrijednosti debljine.
Reparaturni zavari se izrađuju u skladu sa standardom ASTM A530/A530M.
Označavanje cijevi
Svaka čelična cijev ASTM A106 mora biti označena identifikacijom proizvođača, specifikacijom klase, dimenzijama i informacijama o klasi prema Schedule-u radi lakše identifikacije i praćenja.
Za označavanje hidrostatičkih ili nerazornih električnih ispitivanja treba se pridržavati sljedećih pravila:

| Hidro | NDE | Obilježavanje |
| Da | No | Ispitni pritisak |
| No | Da | NDE |
| No | No | NH |
| Da | Da | Ispitni pritisak/NDE |
Primjena ASTM A106
Naftna i plinska industrija:Cjevovodni sistemi se koriste za transport nafte, plina i drugih tekućina.
Elektrane:Koristi se kao cijevi za izmjenjivanje topline i cijevi za pregrijač u kotlovima za prijenos pare visoke temperature i vruće vode.
Hemijska industrija:Koristi se u hemijskim postrojenjima kao cijevi za otpornost na produkte hemijskih reakcija na visokim temperaturama.
Građevinarstvo i građevinski radovi:Cjevovodi za sisteme grijanja i pare u zgradama.
BrodogradnjaKomponente visokotlačnih parnih sistema u brodovima.
Proizvodnja mašinaKoristi se u mašinama i opremi koja zahtijeva otpornost na visoke temperature ili visoki pritisak.


Naši povezani proizvodi
Mi smo jedan od vodećih proizvođača i dobavljača zavarenih cijevi od ugljičnog čelika i bešavnih čeličnih cijevi iz Kine, sa širokim asortimanom visokokvalitetnih čeličnih cijevi na lageru, posvećeni smo tome da vam pružimo kompletnu paletu rješenja za čelične cijevi. Za više detalja o proizvodu, slobodno nas kontaktirajte, radujemo se što ćemo vam pomoći da pronađete najbolje opcije čeličnih cijevi za vaše potrebe!
Oznake: astm a106, a106, bešavno, dobavljači, proizvođači, fabrike, prodavci, kompanije, veleprodaja, kupovina, cijena, ponuda, rinfuza, na prodaju, trošak.
Vrijeme objave: 02.03.2024.