
EFW cijev (elektrofuzijsko zavarena cijev) je zavarena čelična cijev izrađena topljenjem i komprimiranjem čelične ploče tehnikom elektrolučnog zavarivanja.
Tip cijevi
EFW čelična cijev je obično ravno zavarena čelična cijev.
To može biti cijev od ugljičnog čelika ili cijev od legiranog čelika.

EFW standardi i ocjene
ASTM A358
304, 304L, 316, 316L i druge vrste nehrđajućeg čelika koje se obično koriste u primjenama koje zahtijevaju dobru otpornost na koroziju.
ASTM A671
CA55, CB60, CB65, CB70 i druge vrste ugljičnog čelika za okruženja niskih temperatura.
ASTM A672
Ugljični i legirani čelici klase A45, A50, B60, B65 i B70 za primjenu na srednjim temperaturama.
ASTM A691
CM65, CM70, CM75 i druge legirane vrste čelika dizajnirane su za primjene izložene visokom pritisku.
API 5L
Cijevi od ugljičnog čelika klase B, X42, X52, X60, X65, X70 i druge klase za naftovode i plinovode na velike udaljenosti.
Naši proizvodi
Tok procesa EFW čelične cijevi
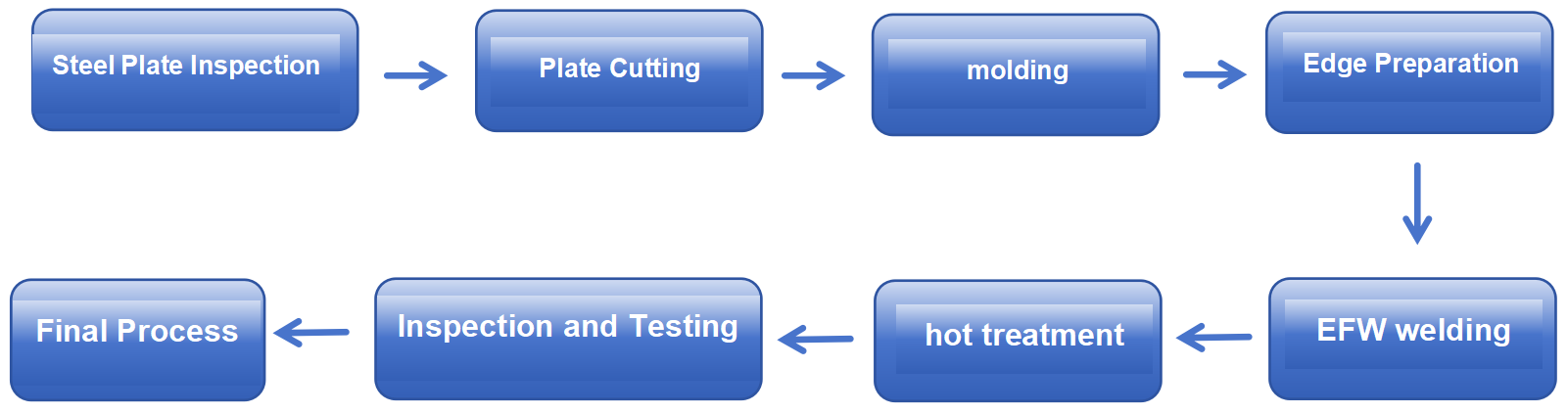
U praksi je proces složeniji, a to je sljedeće:
Izbor materijala
Odaberite odgovarajući materijal čelične ploče prema potrebnom hemijskom sastavu i mehaničkim svojstvima.
Čeličnu ploču treba pregledati kako bi se potvrdilo da nema nedostataka, a površinu očistiti kako bi se uklonile sve nečistoće ili oksidi koji mogu utjecati na kvalitetu zavara.
Rezanje ploča
Ploča se reže na potrebnu veličinu, obično metodama plazma ili plamenog rezanja.
Nakon rezanja, rubovi ploče mogu zahtijevati daljnju obradu kako bi se osiguralo precizno poravnanje i spajanje tokom zavarivanja.
Oblikovanje ploča
Čelične ploče se savijaju u cilindrične oblike pomoću presa ili valjaonica.
Prilagođavanja se vrše na obliku formirane cijevi kako bi se osiguralo da su krajevi savršeno poravnati u pripremi za proces zavarivanja koji slijedi.
Priprema rubova
Oblikovani cjevasti kraj se brusi ili obrađuje kako bi se stvorila zakošena ivica za potpuno prodiranje zavara.
EFWZavarivanje
Korištenjem tehnike elektrolučnog zavarivanja, rubovi čeličnih ploča zagrijavaju se do rastaljenog stanja na visokim temperaturama.
Pomoću električnog luka i pritiska, rubovi rastopljenog čelika se spajaju i formiraju zavar. Ovaj korak može zahtijevati nekoliko zavara kako bi se osigurala čvrstoća i kvalitet zavara.
Termička obrada nakon zavarivanja
Nakon završetka zavarivanja, vrši se postzavarivačka termička obrada kako bi se ublažila naprezanja u zavaru i čeliku.
To obično uključuje zagrijavanje cijele cijevi ili područja zavara na određenu temperaturu, a zatim hlađenje pod kontroliranim uvjetima.
Inspekcija i testiranje
Cijevi se temeljito pregledavaju i testiraju nakon zavarivanja i termičke obrade.
To uključuje vizuelni pregled, dimenzijski pregled, nerazorna ispitivanja (npr. ultrazvučno ili radiografsko ispitivanje), kao i ispitivanja mehaničkih svojstava (npr. ispitivanje zatezanjem i udarom).
Završna obrada
Cijevi se režu na određene dužine, zakošuju se na krajevima i eventualno se završno obrađuju površinskim tretmanima kao što su premazi.
Gotova cijev je označena relevantnim informacijama kao što su vrsta materijala, veličina, broj peći itd. radi sljedivosti i upotrebe.
Prednosti EFW čeličnih cijevi
Visokokvalitetni zavari
Upotreba tehnologije elektrofuzijskog zavarivanja omogućava visokokvalitetne zavare s ujednačenošću i niskom stopom grešaka, poboljšavajući strukturni integritet.
Proizvodnja velikih dimenzija i debelih zidova
EFW proces je pogodan za proizvodnju cijevi velikog promjera i debelih stijenki za visoke pritiske i velika opterećenja.
Širok raspon primjena
Može se nositi sa širokim spektrom ugljičnih i legiranih čelika, pogodnih za visoke temperature, visoki pritisak i korozivna okruženja.
Fleksibilnost proizvodnje
Visoko automatizovana proizvodna linija, parametri zavarivanja se mogu podesiti prema veličini i debljini proizvodnje.
Ekonomično
Dugotrajna izdržljivost i niski zahtjevi za održavanjem pružaju dobru ukupnu ekonomičnost uprkos visokim početnim troškovima.
Nedostaci EFW čeličnih cijevi
Veći troškovi
Proizvodnja EFW cijevi je obično skuplja od drugih vrsta zavarenih cijevi, kao što su otporno zavarene (ERW) cijevi. To je uglavnom zbog visokokvalitetnih materijala koji se koriste i složenog proizvodnog procesa.
Niže stope proizvodnje
EFW proces ima relativno sporu stopu proizvodnje jer uključuje složenije procese zavarivanja i termičke obrade. To može dovesti do dužih proizvodnih ciklusa, posebno za cijevi velikog promjera i debelih stijenki.
Ograničenja veličine
Iako je EFW pogodna za proizvodnju cijevi velikog promjera, tehnologija možda nije toliko ekonomična ili primjenjiva za manje veličine cijevi, posebno u scenarijima primjene gdje je potrebna veća preciznost i fini promjeri.
Kvalitet zavarivanja
Iako elektrofuzijsko zavarivanje omogućava visokokvalitetne zavare, topljenje i fuzija tokom procesa zavarivanja i dalje mogu uzrokovati nedostatke poput poroznosti, nefuzije i inkluzija, koje je potrebno upravljati strogom kontrolom kvalitete i inspekcijom.
Visoki zahtjevi za operatere
Proizvodnja EFW-a zahtijeva visokokvalificirane operatere i osoblje za održavanje kako bi se osiguralo da se proces zavarivanja izvodi ispravno i da oprema ispravno radi. To dovodi do povećanih ulaganja u obuku i razvoj vještina zaposlenika.
Aplikacije
Naftna i plinska industrija

Hemijska industrija

Energetska industrija

Građevinarstvo i infrastruktura
Botop Steel je proizvođač i dobavljač visokokvalitetnih zavarenih cijevi od ugljičnog čelika iz Kine, a ujedno i dobavljač bešavnih čeličnih cijevi. Možete nas kontaktirati za vaše potrebe za čeličnim cijevima!
Oznake: EFW, EFW cijev, EFW cijevi, dobavljači, proizvođači, fabrike, prodavači, kompanije, veleprodaja, kupovina, cijena, ponuda, rinfuza, na prodaju, trošak.
Vrijeme objave: 09.04.2024.