
| Nom del producte | Tub d'acer al carboni sense soldadura / Ms |
| Estàndard | ASTM A106, ASTM A53, API 5L Gr. B, DIN17175, DIN1629 |
| Diàmetre exterior: | 13,7 mm - 762 mm |
| Gruix de la paret | 2 mm - 80 mm |
| Tolerància al dia | Control amb l'estàndard, OD: +-1%, WT: +-10% |
| Materials | 10#,20#,45#,16Mn,A106(B,C),A53(A,B),API 5L (GR.B,X42/X52/X56/X65) API 5CT(H40,J55,K55,N80,P110),Q235,Q345,ST35.8,ST37,ST42,ST45,ST52 |
| Inspecció | ISO, BV, SGS, MTC |
| Embalatge | Pintura/vernís 3LPE/3PP/FBE/NEGRE i embalatge en tires d'acer, paquet estàndard d'exportació navegable o segons calgui |
| Capacitat de subministrament | 1000 tones mètriques/mes |
| MOQ | 5 tones mètriques, comanda de mostra acceptada |
| Temps d'enviament | Dins de 7-10 dies laborables després de rebre el dipòsit o la L/C |
| Pagaments | T/T, LC |
| Capacitat | 250.000 tones/any |
API 5L Gr. X52NS PSL 2El tub d'acer sense soldadura ACC.To IPS-M-PI-190(3) i NACE MR-01-75 sempre s'utilitza en ambients àcids, especialment en jaciments de petroli i gas amb gas ric en H2S i CO2.



Els tubs d'acer sense soldadura API 5L X52NS PSL 2 segons IPS-M-PI-190(3) i NACE MR-01-75 per a servei àcid han de sotmetre's a un tractament tèrmic després de la producció. I s'han de sotmetre a proves HIC i SSC.
Grau i composició química (%)Per a API 5LPSL2
| Estàndard |
| Composició química(%) |
|
| ||||
| C | Mn | P | S | Si | V | |||
| API 5L | X52 NS | ≤0,16 | ≤1,65 | ≤0,02 | ≤0,003 | ≤0,45 | V ≤0,10 | |
CEⅡW=C+Mn /6+(Cr+Mo+V) /5+(Cu+Ni) /15 ≤0,39
Nb+V+Ti≤0,15%
Nb+V≤0,06%
Quan es fa l'anàlisi química del producte, es fan dues anàlisis per calor d'acer preses d'elements de producte separats.
Propietats mecàniques de l'API 5LX52NSTub d'acer sense soldadura PSL 2 segons IPS-M-PI-190(3) iNACE MR-01-75 per a servei agre:
| Força de rendiment(MPa) | Resistència a la tracció(MPa) | Elongació A% |
| MPa | MPa | Elongació (mín.) |
| 36O-530MPa | 460-760MPa | 20 |
Prova de flexió
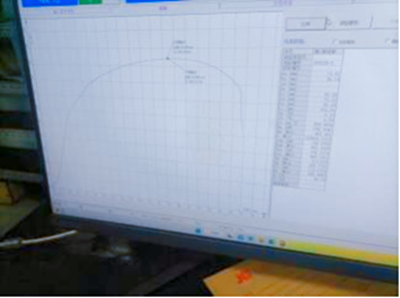
Prova de propietats mecàniques

Prova de duresa
Longitud del diàmetre exterior del tub acabat, qualitat de la superfície, rectitud, polit del tub defectuós. Inspecció visual i dimensional.
1. Tolerància OD: (-0,75%D,+0,75%D).
Tolerància de diàmetre exterior dels extrems de les canonades: ±0,005D.
2. Tolerància al pes: (+15%t, -12,5%t).
3. Ovalitat del cos del tub: ±0,020D, Ovalitat dels extrems: ±0,015D.
El pes (WT) en qualsevol punt de la canonada ha de ser superior al 87,5% del gruix nominal de la paret.
El pes als extrems de les canonades es mesura amb un micròmetre.
La mesura del gruix de la paret del cos de la canonada es realitza mitjançant un UT manual per a WT que cobreix 3 anells o seccions al llarg de tot el cos de la canonada amb 6 lectures a cada secció.
4. Grau de flexió del cos de la canonada: 0,20% de la longitud de la canonada. Mesurat amb una línia ensenyada.
5. Grau de curvatura de l'extrem del tub: no ha de ser superior a 3,0 mm en 1,2 m. Mesurat amb una barra recta.

Inspecció de diàmetre exterior

Inspecció del gruix de la paret

Inspecció final

Inspecció de rectitud

Inspecció UT

Inspecció d'aspecte
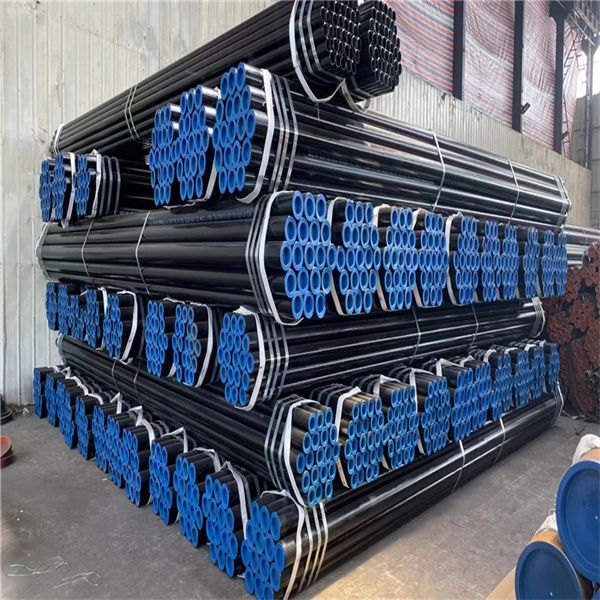
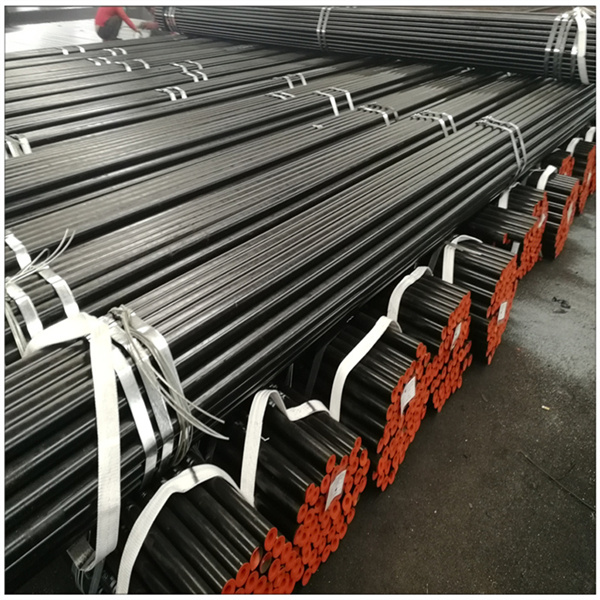
Tub nu o recobriment negre/vernís (segons els requisits del client);
6" i menys en farcells amb dues eslingues de cotó;
Ambdós extrems amb protectors d'extrems;
Extrem pla, extrem bisellat (2" i més amb extrems bisellats, grau: 30~35°), roscat i acoblament;
Marcatge.


Enviament de canonades sense soldadura a Qatar

Enviament de tubs sense soldadura al Pakistan

Enviament de canonades sense soldadura a Sud-àfrica

Vaixell de tubs sense soldadura a l'Equador