



STPT 370és un grau de la norma japonesa JIS G 3456 per a canonades d'acer al carboni, que s'utilitza per a canonades a pressió en ambients amb temperatures superiors a 350 °C. Poden ser canonades sense soldadura o soldades mitjançant el procés de soldadura per resistència elèctrica (ERW). Les propietats mecàniques del material STPT 370 són una resistència a la tracció mínima de 370 MPa i un límit elàstic mínim de 215 MPa.
Si busqueu un fabricant i proveïdor de tubs d'acer que compleixin amb la norma JIS G 3456, som el soci que esteu buscant. Poseu-vos en contacte amb nosaltres avui mateix i estarem encantats d'ajudar-vos!
Apte per a diàmetres exteriors de 10,5 mm a 660,4 mm (6A - 650A) (1/8B - 26B).
A i B són dues maneres d'expressar el diàmetre nominal en l'estàndard japonès. Concretament, A correspon a DN, mentre que B correspon a NPS.
JIS G 3456 STPT 370 es pot produir utilitzant elsense costuresprocés de fabricació o elsoldadura per resistència elèctricaprocés (REG).
El procés de fabricació també correspon a diferents mètodes d'acabat per fer front a diferents entorns d'ús.
| Símbol de grau | Símbol del procés de fabricació | |
| Procés de fabricació de canonades | Mètode d'acabat | |
| JIS G 3456 STPT370 | Sense costures: S | Acabat en calent: H Acabat en fred: C |
| Soldadura per resistència elèctrica: E Soldat a topall: B | Acabat en calent: H Acabat en fred: C Com a soldadura per resistència elèctrica: G | |
L'STPT 370 ha de ser tractat tèrmicament.
1. Tub d'acer sense soldadura acabat en calent: tal com es fabrica Es pot aplicar un recuit o normalització a baixa temperatura segons calgui;
2. Tub d'acer sense soldadura acabat en fred: recuit o normalització a baixa temperatura;
3. Tub d'acer soldat per resistència elèctrica acabat en calent: tal com es fabrica Es pot aplicar un recuit o normalització a baixa temperatura segons calgui;
4. Tub d'acer soldat per resistència elèctrica acabat en fred i com a tub d'acer soldat per resistència elèctrica: recuit o normalització a baixa temperatura.
| Símbol de grau | C | Si | Mn | P | S |
| JIS G 3456 STPT370 | 0,25% màxim | 0,10 - 0,35% | 0,30 - 0,90% | 0,035% màxim | 0,035% màxim |
Si cal, es poden afegir elements addicionals.
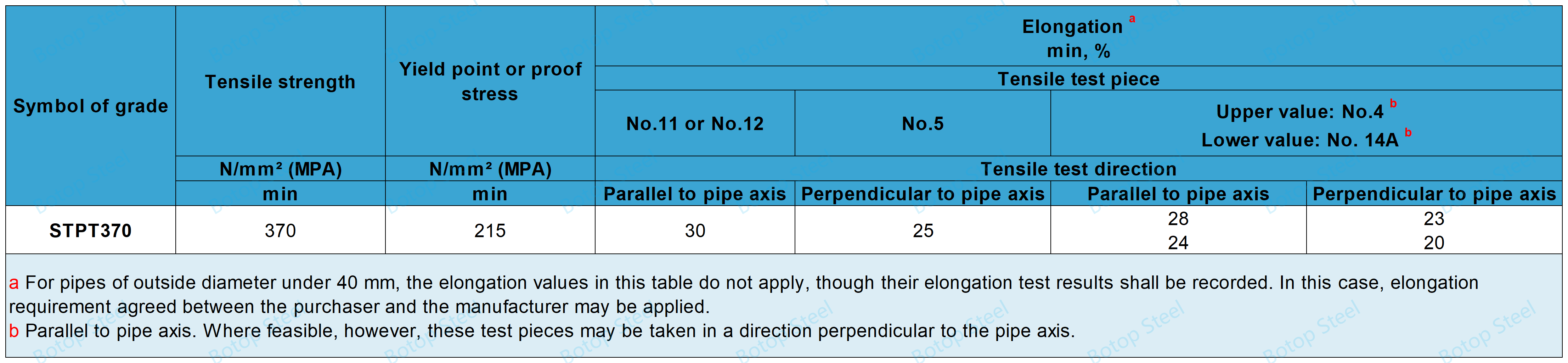
Resistència a la tracció, punt elàstic o tensió d'elasticitat i allargament
Propietat d'aplanament
Apte per a canonades amb un diàmetre exterior superior a 60,5 mm.
La mostra es col·loca entre les dues plataformes i s'aplana. Quan la distància entre les dues plaques arribaH, no hi ha esquerdes a la superfície de la mostra de tub d'acer.
H = 1,08 t/(0,08 + t/D)
н: distància entre platines (mm);
t: gruix de la paret del tub (mm);
D: diàmetre exterior del tub (mm);
Flexibilitat
Apte per a tubs d'acer amb un diàmetre exterior de 60,5 mm o menys.
Quan la mostra es doblega al voltant del mandril fins a un radi interior de 6 vegades el diàmetre exterior del tub, s'inspecciona la mostra i no es troben esquerdes.
| Gruix nominal de la paret | Número d'horari: Sch | |||||||||
| 10 | 20 | 30 | 40 | 60 | 80 | 100 | 120 | 140 | 160 | |
| Pressió mínima de prova hidràulica, Mpa | 2.0 | 3.5 | 5.0 | 6.0 | 9.0 | 12 | 15 | 18 | 20 | 20 |
Quan el diàmetre exterior i el gruix de la paret del tub d'acer no són de mides estàndard, es poden utilitzar els mètodes següents per determinar el grau d'especificació adequat:
Primer, seleccioneu el grau de programa estàndard que s'acosti més a la mida no estàndard; segon, determineu el grau d'especificació calculant el valor P.
En ambdós mètodes, s'ha de seleccionar el valor més petit com a nota d'especificació final.
P = 2n/D
P: pressió de prova (MPa);
t: gruix de la paret del tub (mm);
D: diàmetre exterior del tub (mm);
s: 60% del valor mínim especificat del límit elàstic o de la tensió d'elasticitat;
Els mètodes d'assaig no destructius habituals inclouen els assajos per ultrasons (UT) i els assajos per corrents de Foucault (ET).
Quan es realitza una inspecció per ultrasons, cal fer referència a la norma JIS G 0582, i quan el resultat de la inspecció és igual o superior a l'estàndard de referència per a la classe UD, es considera un error.
Quan es realitza una inspecció de corrents de Foucault, cal fer referència a JIS G 0583. Quan el resultat de la inspecció és igual o superior a l'estàndard de referència per a la classe EY, es considera que no està qualificat.
Les dimensions estàndard i els gruixos de paret en el rang de 10,5 mm a 660,4 mm s'enumeren a JIS G 3456, que és lataula de pes de tubs d'acer i el calendari corresponent núm.
Horari 10,Horari 20,Horari 30,Calendari 40,Calendari 60,Horari 80,Horari 100,Horari 120,Horari 140,Calendari 160.
Des de la seva creació el 2014,Acer Botops'ha convertit en un proveïdor líder de tubs d'acer al carboni al nord de la Xina, conegut pel seu servei excel·lent, productes d'alta qualitat i solucions integrals.
L'empresa ofereix una varietat de tubs d'acer al carboni i productes relacionats, incloent-hi tubs d'acer sense soldadura, ERW, LSAW i SSAW, així com una gamma completa d'accessoris per a canonades i brides. Els seus productes especialitzats també inclouen aliatges d'alta qualitat i acers inoxidables austenítics, adaptats per satisfer les demandes de diversos projectes de canonades.
No dubteu a contactar amb nosaltres i estarem encantats de respondre les vostres preguntes.










