
ASTM A333per a tubs d'acer sense soldadura i soldats;
L'ASTM A333 s'utilitza per a serveis a baixa temperatura i altres aplicacions que requereixen una tenacitat amb entalles.
Botons de navegació
Grau ASTM A333 i temperatura mínima de servei
Tractament tèrmic
Prova ASTM A333
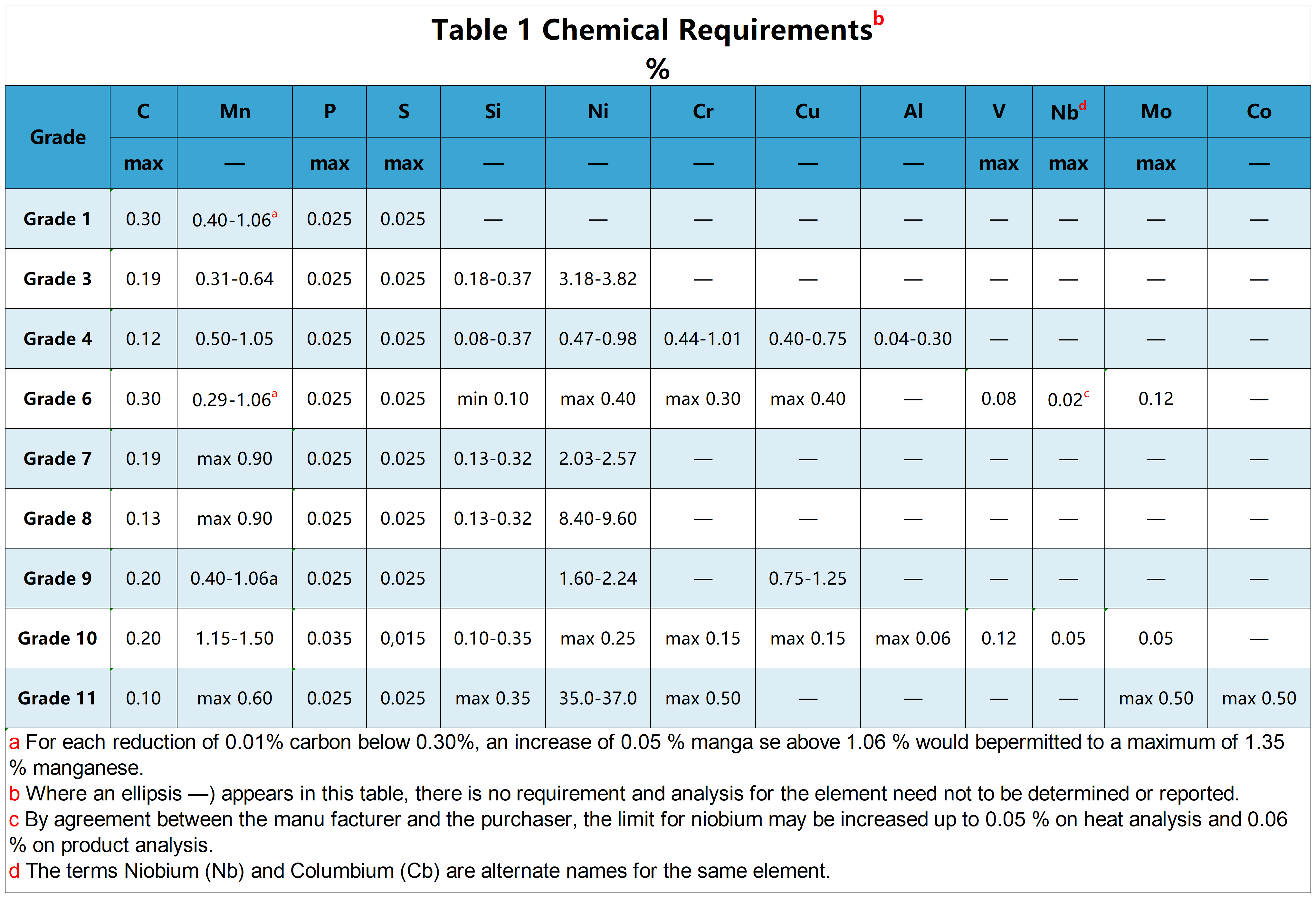
components químics
Requisits de tracció
Prova d'impacte
Prova hidrostàtica o elèctrica no destructiva
ASTM A333 Mida i desviació de l'aspecte
Diàmetre exterior
Gruix de la paret
Pes
Longitud, Rectitud i Extrems
Defecte i manipulació
Marcatge ASTM A333
Normes rellevants de l'ASTM A333
Grau ASTM A333 i temperatura mínima de servei
ASTM A333Grau 1:-45 °C
ASTM A3333r de primària:-100 °C
ASTM A3334t grau:-100 °C
ASTM A3336è grau:-45 °C
ASTM A3337è grau:-75 °C
ASTM A3338è grau:-195 °C
ASTM A3339è grau:-75 °C
ASTM A33310è grau:-60 °C
ASTM A33311è grau:-195 °C
Nota: ASTM A333 Grau 4 només pot ser tubs sense soldadura.
La canonada ASTM A333 de grau 11 es pot produir soldant amb o sense addició de metalls de farciment.
Tractament tèrmic
Referència a la secció 4.3 de la norma ASTM A333.
Prova ASTM A333
components químics
Requisits de tracció
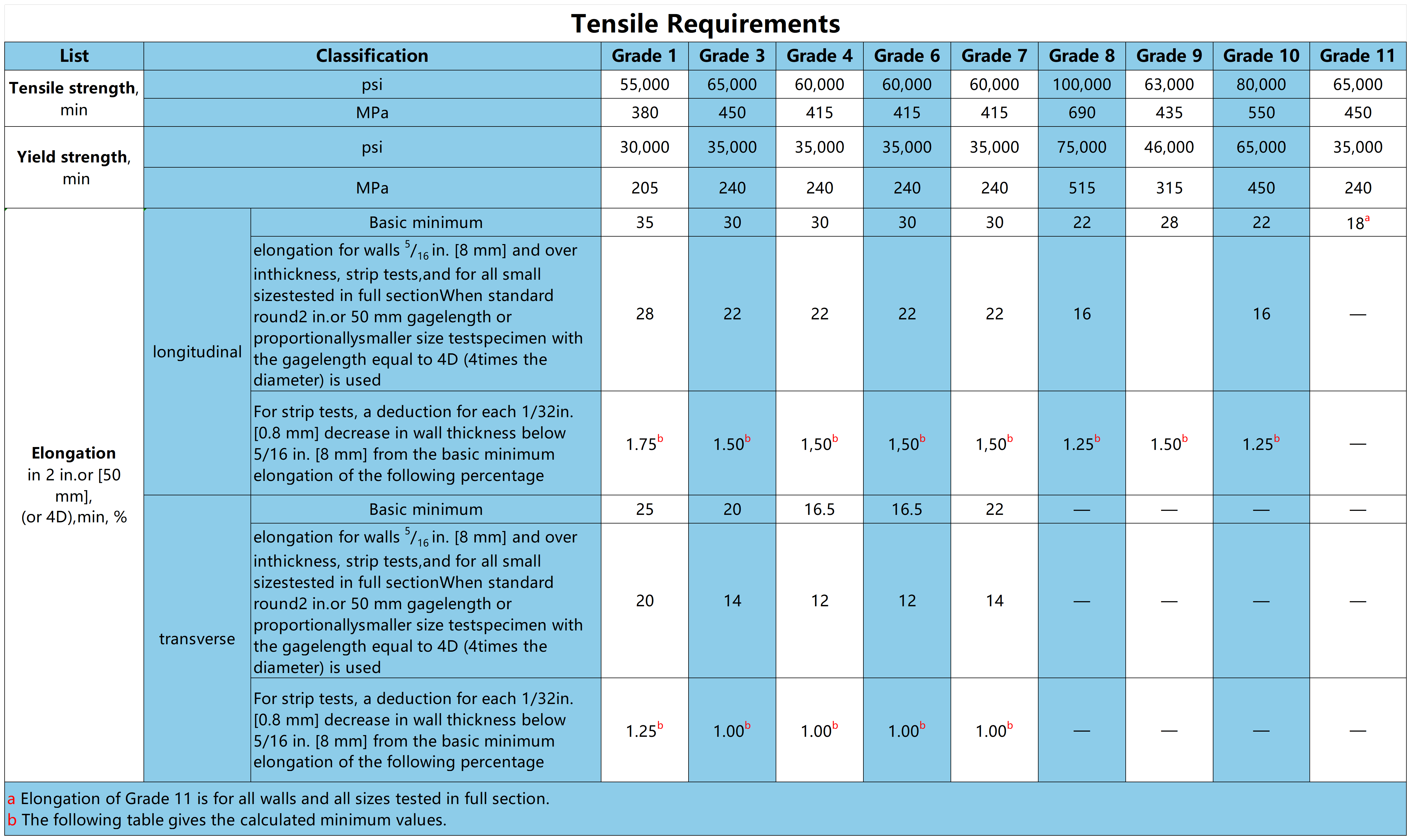
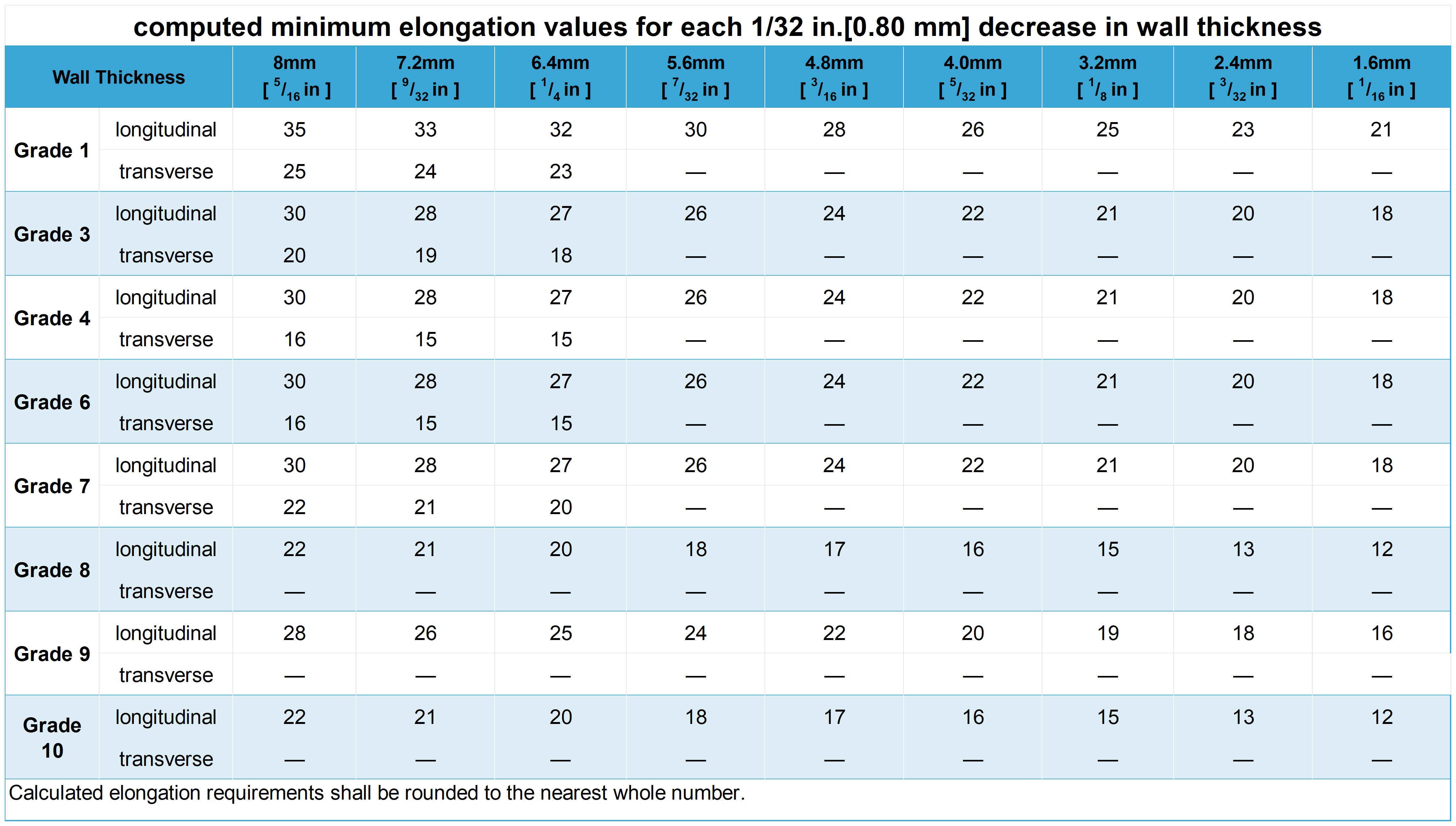
ASTM A333també especifica un valor d'elongació mínim per cada reducció de 0,80 mm [1/32 polzada] en el gruix de la paret.
Prova d'impacte
| TAULA 3 Requisits d'impacte per als graus 1, 3, 4, 6, 7, 9, 10 i 11 | ||||
| Mida de la mostra, mm | Valor mínim mitjà d'impacte de la barra amb osques de cada conjunt de tres exemplars | Valor mínim d'impacte de la barra amb osques d'un sol exemplar d'un conjunt | ||
| peus-lliura | J | peus-lliura | J | |
| 10 per 10 | 13 | 18 | 10 | 14 |
| 10 per 7,5 | 10 | 14 | 8 | 11 |
| 10 per 6,67 | 9 | 12 | 7 | 9 |
| 10 per 5 | 7 | 9 | 5 | 7 |
| 10 per 3,33 | 5 | 7 | 3 | 4 |
| 10 per 2,5 | 4 | 5 | 3 | 4 |
Prova hidrostàtica o elèctrica no destructiva
Mètode de prova: ASTM A999/A999M.
Cada canonada s'ha de sotmetre a una prova elèctrica no destructiva o a una prova hidrostàtica.
ASTM A333 Mida i desviació de l'aspecte
Diàmetre exterior
| Taula 3 Requisits d'impacte per als graus 1, 3, 4, 6, 7, 9, 10 i 11 | ||||
| Mida de la mostra, mm | Valor mínim mitjà d'impacte de la barra amb osques de cada conjunt de tres exemplars | Valor mínim d'impacte de la barra amb osques d'un sol exemplar d'un conjunt | ||
| peus-lliura | J | peus-lliura | J | |
| 10 per 10 | 13 | 18 | 10 | 14 |
| 10 per 7,5 | 10 | 14 | 8 | 11 |
| 10 per 6,67 | 9 | 12 | 7 | 9 |
| 10 per 5 | 7 | 9 | 5 | 7 |
| 10 per 3,33 | 5 | 7 | 3 | 4 |
| 10 per 2,5 | 4 | 5 | 3 | 4 |
Gruix de la paret
| Variacions permeses en el gruix de la paret | ||
| ordenar | Variacions permeses en el gruix de la paret | Variacions permeses en el gruix de la paret per a MinimumWall |
| 1/8 [DN 6] a 2 1/2 [DN 65] incl., totes les relacions t/D | 87,5% ~ 120% | 100%~132,5% |
| 3 [DN 80] a 18 [DN 450] incl., t/d fins a un 5% incl. | 87,5% ~ 122,5% | 100%~135% |
| 3 [DN 80] a 18 [DN 450] incl., t/D > 5% incl. | 87,5% ~ 115% | 100%~127,5% |
| 20 [DN 500] i més grans, soldats, totes les relacions t/D | 87,5% ~ 117,5% | 100%~130% |
| 20 [DN 500] i més grans, sense soldadura, t/d fins a un 5 % incl. | 87,5% ~ 122,5% | 100%~135% |
| 20 [DN 500] i més grans, sense soldadura, t/D >5% | 87,5% ~ 115% | 100%~127,5% |
Pes
Taules de pesos i esquemes per a diàmetres exteriors especificats i gruixos de paret especificats per a ús en canonades d'acerASME B36.10.
Longitud, Rectitud i Extrems
| Llista | Ordenar | Àmbit |
| Longitud a | Longitud ≤ 7,3 m | 6 mm |
| Longitud > 7,3 m | acord | |
| Rectitud | La canonada acabada ha de ser raonablement recta. | |
| Finalitza | Si no s'especifica el contrari, la canonada ha de tenir extrems llisos. S'han d'eliminar totes les rebaves als extrems de la canonada. | |
| a Si no es requereix una longitud definida, 1. demanar una sola longitud aleatòria de canonada de 4,8 a 6,7 metres, amb un màxim del 5% de la longitud entre 3,6 i 4,8 metres; 2. demanar una longitud doble aleatòria de canonada amb una longitud mitjana mínima de 35 peus i una longitud mínima absoluta de 22 peus, amb un màxim del 5% de la longitud entre 16 i 22 peus. | ||
Defecte i manipulació
Defecte
Les imperfeccions superficials que penetren més del 12% del gruix nominal de la paret o superen el gruix mínim de la paret es consideraran defectes.
i els defectes visuals que són més d'un 5% més profunds que el gruix nominal de la paret es denominen habitualment crostes, costures, solapes, esquinçaments o llesques.
Gestió de defectes
Els defectes es poden eliminar mitjançant el rectificat, sempre que el gruix restant de la paret estigui dins dels límits especificats i es mantingui una superfície corba llisa.
Les seccions de canonada que continguin defectes es poden tallar dins dels límits de longitud requerida.
Marcatge ASTM A333
El nom o la marca del fabricant, el número d'especificació (no cal l'any d'emissió) i el grau s'han d'identificar clarament.
També ha d'incloure la temperatura a la qual es va realitzar la prova d'impacte després del treball en calent, l'estirament en fred, sense costures o soldat, el número de programa i les lletres "LT".
Les marques han de començar aproximadament a 300 mm [12 polzades].
Per a canonades de menys de NPS 2 i canonades de menys d'1 m de longitud, la informació requerida es pot marcar en una etiqueta del paquet o caixa en què es transporta la canonada.
Normes rellevants de l'ASTM A333
EN 10216-4: Norma europea que cobreix les condicions tècniques per a tubs d'acer no aliat i aliat per a servei criogènic.
ISO 9329-3: Norma de l'Organització Internacional per a l'Estandardització per a tubs d'acer sense soldadura per a servei criogènic.
DIN EN 10216-4: Norma europea adoptada per Alemanya, idèntica a la EN 10216-4, per a tubs d'acer sense soldadura per a ús a pressió en servei criogènic.
JIS G3460: Tubs d'acer d'aliatge per a servei criogènic.
GB/T 18984: Tubs d'acer sense soldadura per a servei criogènic de -45 °C a -195 °C.
BS 3603: Tubs d'acer al carboni i aliatge dissenyats per a servei criogènic.
CSA Z245.1: Norma per a tubs i canonades d'acer desenvolupada per l'Associació Canadenca d'Estandardització, que inclou les especificacions per al seu ús en servei criogènic.
GOST 8731: Tubs i canonades d'acer laminats en calent sense soldadura per a servei criogènic.
Botop Steel és un fabricant i proveïdor professional xinès de tubs d'acer al carboni soldats amb més de 16 anys d'experiència, amb més de 8.000 tones de tubs sense soldadura en estoc cada mes.
Us podem oferir productes de tubs d'acer al carboni de bona qualitat i baix preu, us oferim molts tipus de solucions de tubs d'acer. Si teniu alguna demanda, poseu-vos en contacte amb nosaltres!
etiquetes: astm a333, grau astm a333, astma333 grau 6,proveïdors, fabricants, fàbriques, distribuïdors, empreses, majoristes, compra, preu, pressupost, a l'engròs, en venda, cost.
Data de publicació: 28 de març de 2024