
Tub d'acer JIS G 3461és un tub d'acer al carboni sense soldadura (SMLS) o soldat per resistència elèctrica (ERW), utilitzat principalment en calderes i intercanviadors de calor per a aplicacions com ara la realització d'intercanvi de calor entre l'interior i l'exterior del tub.

Botons de navegació
Rang de mida
Classificació de graus
Matèries primeres
Processos de fabricació de JIS G 3461
Tipus d'extrem de canonada
Tractament tèrmic
Composició química de JIS G 3461
Rendiment mecànic de JIS G 3461
Prova de duresa
Prova hidràulica o prova no destructiva
Taula de pes de canonades de JIS G 3461
Tolerància dimensional de JIS G 3461
Aspecte
Marcatge
Sol·licituds per a JIS G 3461
Estàndard equivalent a la norma JIS G 3461
Els nostres productes relacionats
Rang de mida
Apte per a tubs d'acer amb un diàmetre exterior de 15,9-139,8 mm.
Matèries primeres
Els tubs s'han de fabricar a partir deacer mort.
L'acer calat és un tipus d'acer en què l'oxigen s'elimina de l'acer mitjançant l'addició d'un desoxidant com el silici, l'alumini o el manganès durant el procés de fusió.
Aquest tractament dóna com a resultat un acer pràcticament lliure de bombolles d'aire o altres inclusions gasoses, cosa que millora la uniformitat i les propietats generals de l'acer.
Processos de fabricació de JIS G 3461
Combinació de mètodes de fabricació de canonades i mètodes d'acabat.

Tub d'acer sense soldadura acabat en calent: SH
Tub d'acer sense soldadura acabat en fred: SC
Com a tub d'acer soldat per resistència elèctrica: EG
Tub d'acer soldat per resistència elèctrica acabat en calent: EH
Tub d'acer soldat per resistència elèctrica acabat en fred: EC
Quan es fabrica una canonada d'acer mitjançant soldadura per resistència, s'han de treure els cordons de soldadura de les superfícies interior i exterior de manera que la superfície de la canonada sigui llisa al llarg del contorn.
Els cordons de soldadura de la superfície interior no es poden treure si el comprador i el fabricant hi estan d'acord.
Tipus d'extrem de canonada
La canonada d'acer ha de tenir un extrem pla.
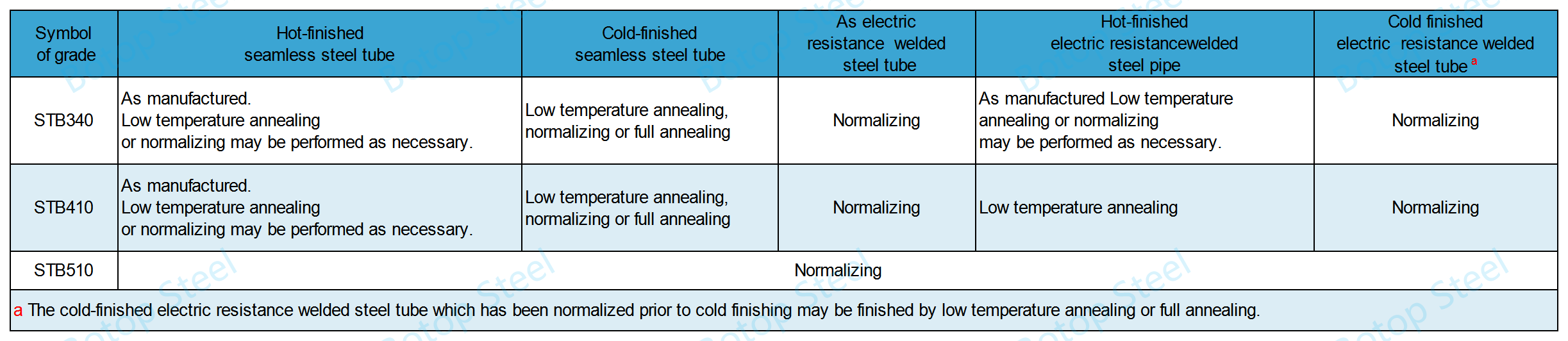
Tractament tèrmic
A l'hora de seleccionar el tractament tèrmic adequat, cal tenir en compte el procés de fabricació del tub d'acer i el grau de material corresponent.
Diferents processos de fabricació i graus de materials poden requerir diferents mètodes de tractament tèrmic per aconseguir les propietats mecàniques i la microestructura desitjades.
Composició química de JIS G 3461
Mètodes d'anàlisi tèrmicaha de ser d'acord amb les normes de la norma JIS G 0320.

Es poden afegir elements d'aliatge diferents d'aquests per obtenir propietats específiques.
El mètode deanàlisi de productesha de ser d'acord amb les normes de la norma JIS G 0321.
Quan s'analitza el producte, els valors de desviació de la composició química de la canonada han de complir els requisits de la Taula 3 de JIS G 0321 per a canonades d'acer sense soldadura i la Taula 2 de JIS G 0321 per a canonades d'acer soldades per resistència.
Rendiment mecànic de JIS G 3461
Els requisits generals per a les proves mecàniques s'han de complir amb les seccions 7 i 9 de la norma JIS G 0404.
Tanmateix, el mètode de mostreig per a les proves mecàniques ha de complir els requisits de les disposicions de classe A de la secció 7.6 de JIS G 0404.
Resistència a la tracció, punt elàstic o tensió d'elasticitat i allargament
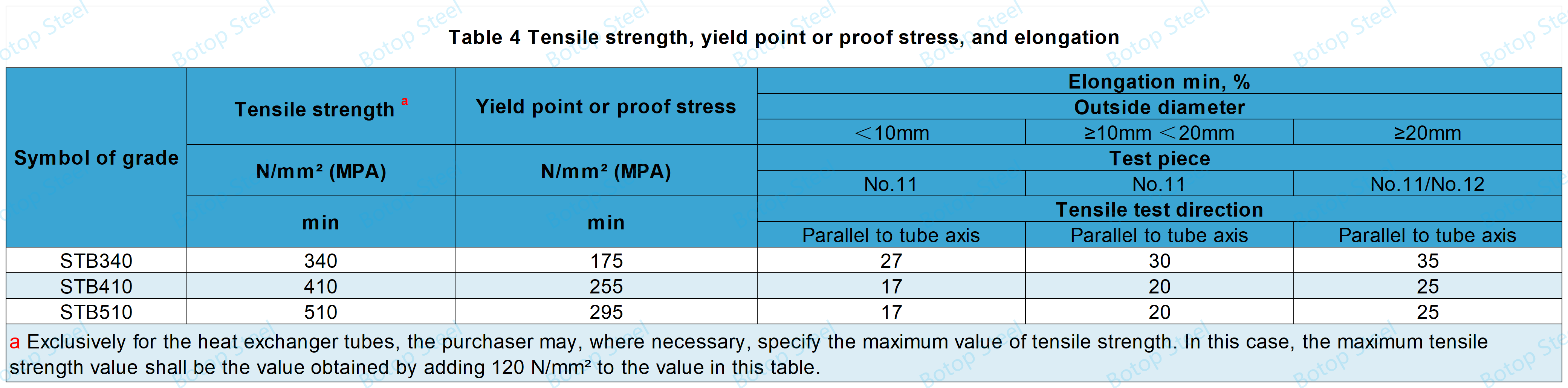
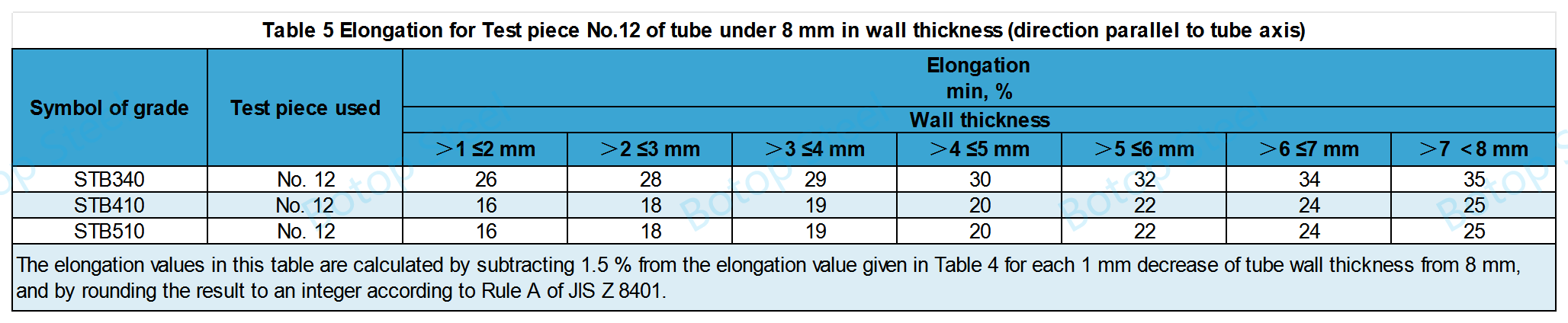
Quan la prova de tracció es realitza sobre la peça de prova núm. 12 per al tub de menys de 8 mm de gruix de paret, l'allargament s'ha de fer d'acord amb la taula 5.
Resistència a l'aplanament
No cal una prova de resistència a l'aplanament per a tubs d'acer sense soldadura.
Mètode de prova Col·loqueu la mostra a la màquina i aplaneu-la fins que la distància entre les dues plataformes arribi al valor especificat.HA continuació, comproveu si la mostra té esquerdes.
Quan es prova una canonada soldada per resistència crítica, la línia entre la soldadura i el centre de la canonada és perpendicular a la direcció de compressió.
H=(1+e)t/(e+t/D)
Hdistància entre plaques (mm)
tgruix de la paret del tub (mm)
D: diàmetre exterior del tub (mm)
е: constant definida per a cada grau del tub.STB340: 0,09;STB410: 0,08;STB510: 0,07.
Propietat en flaring
La prova de propietat d'abombament no és necessària per a tubs sense soldadura.
Un extrem de la mostra s'acampana a temperatura ambient (5 °C a 35 °C) amb una eina cònica en un angle de 60 ° fins que el diàmetre exterior s'augmenta per un factor d'1,2 i s'inspecciona per si hi ha esquerdes.
Aquest requisit també s'aplica als tubs amb un diàmetre exterior superior a 101,6 mm.
Resistència a l'aplanament invers
La prova d'aplanament invers i el mètode d'assaig seran els següents.
Talleu una peça de prova de 100 mm de llargada d'un extrem del tub i talleu-la per la meitat a 90° de la línia de soldadura a banda i banda de la circumferència, prenent la meitat que conté la soldadura com a peça de prova.
A temperatura ambient (de 5 °C a 35 °C), aplaneu la mostra en una placa amb la soldadura a la part superior i inspeccioneu la mostra per detectar esquerdes a la soldadura.
Prova de duresa
| Símbol de grau | Duresa Rockwell (valor mitjà de tres posicions) HRBW |
| STB340 | 77 màx. |
| STB410 | 79 màxim. |
| STB510 | 92 màx. |
Prova hidràulica o prova no destructiva
S'ha de realitzar una prova hidràulica o no destructiva a cada canonada.
Prova hidràulica
Mantingueu l'interior de la canonada a la pressió mínima o superior P durant almenys 5 segons i, a continuació, comproveu que la canonada pugui suportar la pressió sense fuites.
P=2a/D
P: pressió de prova (MPa)
tgruix de la paret del tub (mm)
D: diàmetre exterior del tub (mm)
s60% del valor mínim especificat del límit elàstic o de la tensió d'elasticitat.
P màx. 10 MPa.
Si el comprador especifica una pressió superior a la pressió de prova calculada P o 10 MPa, la pressió de prova aplicada serà acordada entre el comprador i el fabricant.
S'ha d'especificar en increments de 0,5 MPa si és inferior a 10 MPa i en increments d'1 MPa si és de 10 MPa o superior.
Prova no destructiva
Els assaigs no destructius dels tubs d'acer s'han de realitzar mitjançant assaigs per ultrasons o corrents de Foucault.
Per a les característiques d'inspecció per ultrasons, el senyal d'una mostra de referència que conté un estàndard de referència de classe UD tal com s'especifica a JIS G 0582 s'ha de considerar com un nivell d'alarma i ha de tenir un senyal bàsic igual o superior al nivell d'alarma.
Per a les característiques d'inspecció de corrents de Foucault, el senyal de la norma de referència especificada a JIS G 0583 amb categoria EY es considerarà com a nivell d'alarma, i no hi haurà cap senyal igual o superior al nivell d'alarma.
Taula de pes de canonades de JIS G 3461
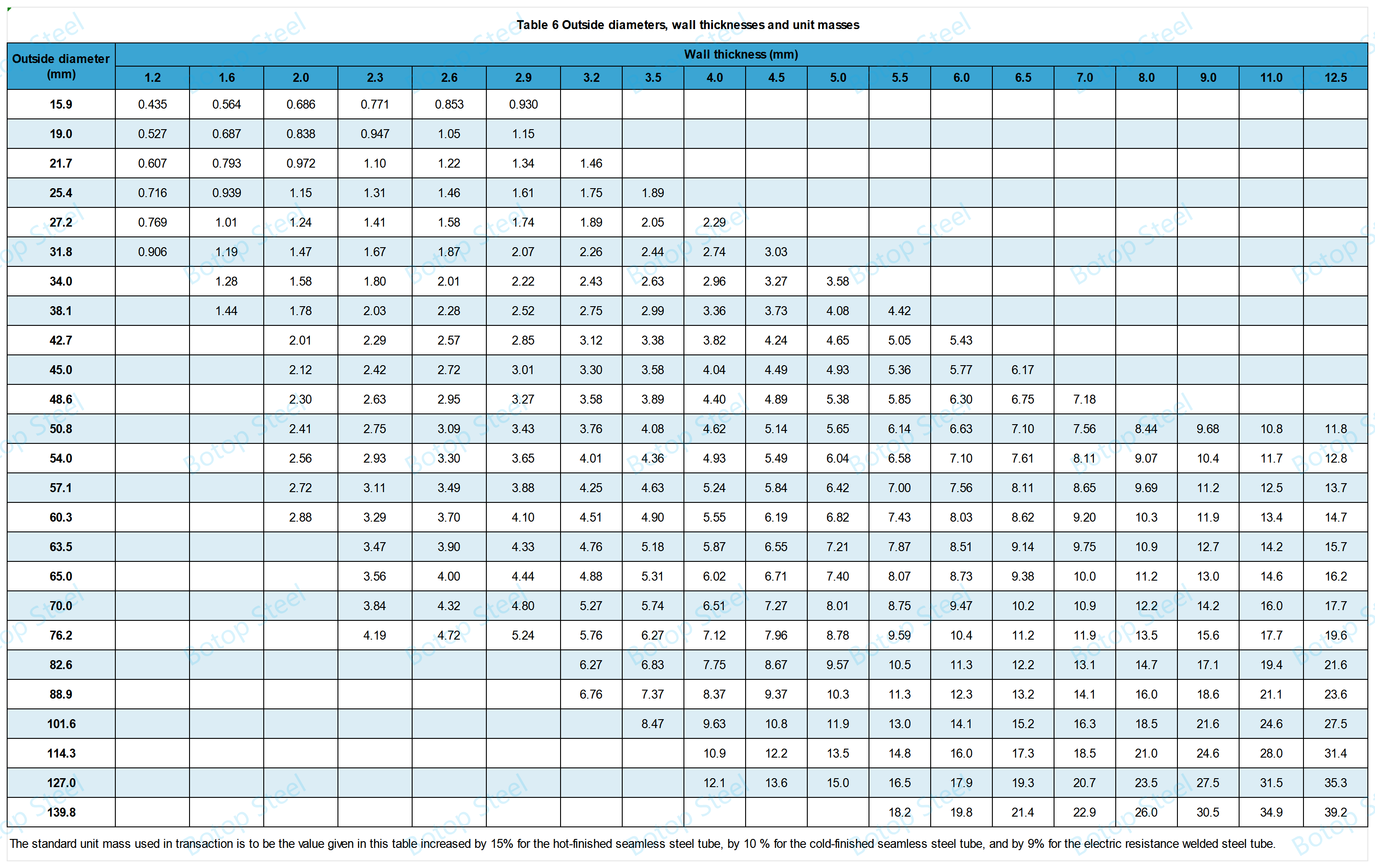
Les dades del gràfic de pesos es basen en la fórmula següent.
W=0,02466t(Dt)
W: massa unitària de la canonada (kg/m)
tgruix de la paret del tub (mm)
D: diàmetre exterior del tub (mm)
0,02466: factor de conversió per obtenir W
La fórmula anterior és una conversió basada en la densitat de tubs d'acer de 7,85 g/cm³ i els resultats s'arrodoneixen a tres xifres significatives.
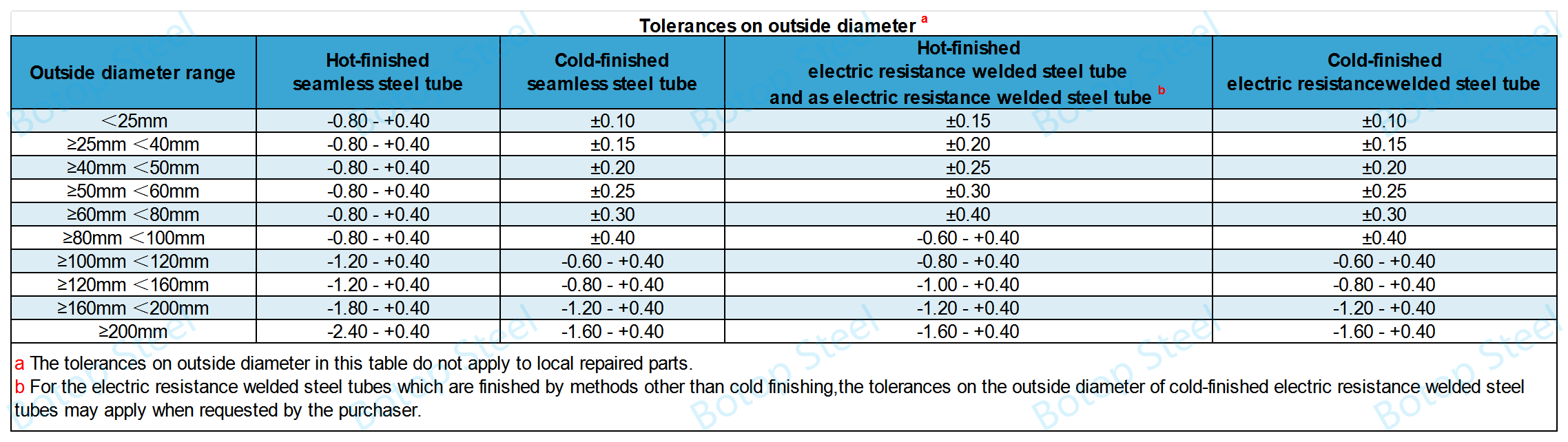
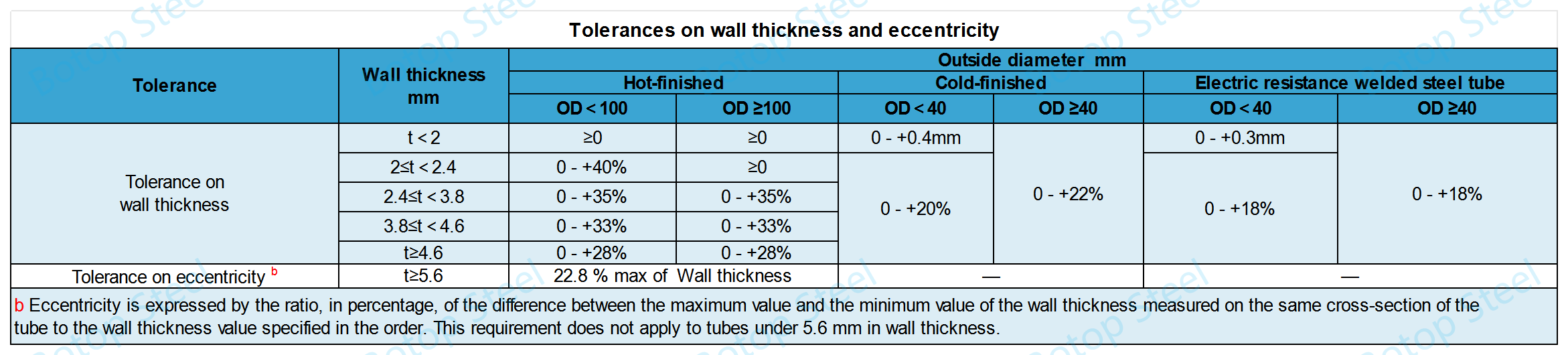
Tolerància dimensional de JIS G 3461
Toleràncies en el diàmetre exterior
Toleràncies de gruix de paret i excentricitat
Toleràncies de longitud

Aspecte
Les superfícies internes i externes del tub d'acer han de ser llises i lliures de defectes desfavorables per al seu ús. Per a la soldadura per resistència de tubs d'acer, l'alçada de la soldadura interior és ≤ 0,25 mm.
Per a canonades d'acer amb un diàmetre exterior ≤ 50,8 mm o un gruix de paret ≤ 3,5 mm, es poden requerir CAMPS INTERIORS ≤ 0,15 mm.
La superfície del tub d'acer es pot reparar mitjançant esmolat i estellat, mecanitzat o altres mètodes. Sempre que el gruix de la paret reparada
està dins de la tolerància de gruix de paret especificada i la superfície de la peça reparada ha de ser llisa.
Marcatge
Adopteu un enfocament adequat per etiquetar la informació següent.
a) Símbol de grau;
b) Símbol del mètode de fabricació;
c) Dimensions: diàmetre exterior i gruix de la paret;
d) Nom del fabricant o marca identificativa.
Sol·licituds per a JIS G 3461
Principalment utilitzats per a canonades d'aigua, canonades de fum, canonades de sobreescalfador i canonades de preescalfador d'aire en calderes, aquests tubs d'acer al carboni s'utilitzen per realitzar intercanvis de calor dins i fora del tub.
A més, aquests tubs s'utilitzen àmpliament en les indústries química i petroliera per a tubs d'intercanviador de calor, tubs de condensador i tubs de catalitzador.
Tanmateix, no són adequats per a tubs de calefacció de combustió i tubs d'intercanviador de calor per a baixes temperatures.
Estàndard equivalent a la norma JIS G 3461

Els nostres productes relacionats
Des de la seva fundació el 2014, Botop Steel s'ha convertit en un proveïdor líder de tubs d'acer al carboni al nord de la Xina, conegut pel seu servei excel·lent, productes d'alta qualitat i solucions integrals. L'empresa ofereix una varietat de tubs d'acer al carboni i productes relacionats, com ara tubs d'acer sense soldadura, ERW, LSAW i SSAW, així com una gamma completa d'accessoris per a tubs i brides.
Els seus productes especialitzats també inclouen aliatges d'alta qualitat i acers inoxidables austenítics, adaptats per satisfer les demandes de diversos projectes de canonades.
Etiquetes: jis g 3461, stb310, stb410, stb510, tub d'acer al carboni, proveïdors, fabricants, fàbriques, distribuïdors, empreses, majorista, compra, preu, pressupost, a granel, en venda, cost.
Data de publicació: 11 de maig de 2024