
| Ngalan sa Produkto | Carbon Steel nga Walay Hinay-hinay / Ms Steel nga Tubo |
| Sumbanan | ASTM A106, ASTM A53, API 5L Gr.B, DIN17175, DIN1629 |
| Gawas nga Diametro: | 13.7mm-762mm |
| Gibag-on sa bungbong | 2mm-80mm |
| Pagkamatinuoron sa Dia | Kontrolado uban sa standard, OD:+-1%, WT:+-10% |
| Mga Materyales | 10#,20#,45#,16Mn,A106(B,C),A53(A,B),API 5L (GR.B,X42/X52/X56/X65) API 5CT(H40,J55,K55,N80,P110),Q235,Q345,ST35.8,ST37,ST42,ST45,ST52 |
| Inspeksyon | ISO, BV, SGS, MTC |
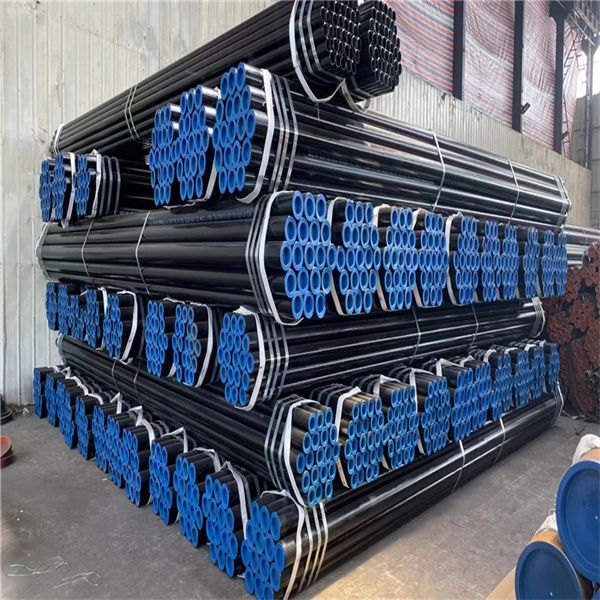
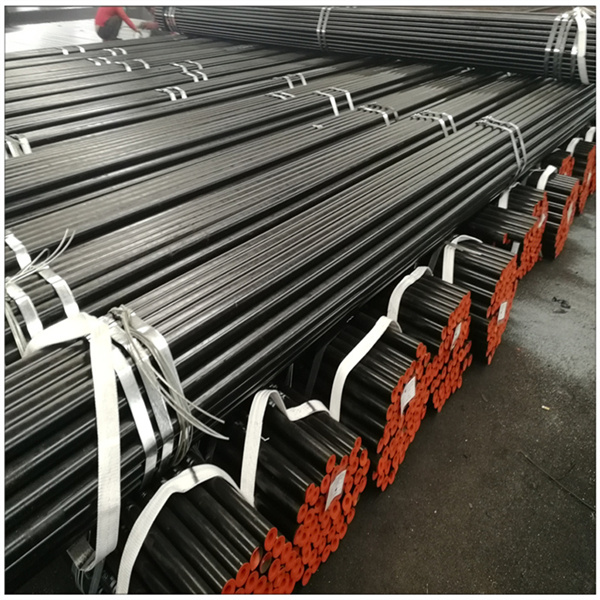
| Pagputos | 3LPE/3PP/FBE/BLACK painting/Varnish, ug steel strip packed, Standard Export Seaworthy Package, o kon gikinahanglan |
| Abilidad sa Pagsuplay | 1000 metriko tonelada/bulan |
| MOQ | 5 metriko tonelada, gidawat ang sample order |
| Oras sa pagpadala | Sulod sa 7-10 ka adlaw sa trabaho human madawat ang deposito o L/C |
| Mga Bayad | T/T,LC |
| Kapasidad | 250,000 ka tonelada/tuig |
API 5L Gr. X52NS PSL 2Ang Seamless Steel Pipe ACC.To IPS-M-PI-190(3) & NACE MR-01-75 kanunay gigamit sa maaslom nga palibot labi na sa mga natad sa lana ug gas nga adunay H2S ug CO2 nga gas nga daghan og gas.



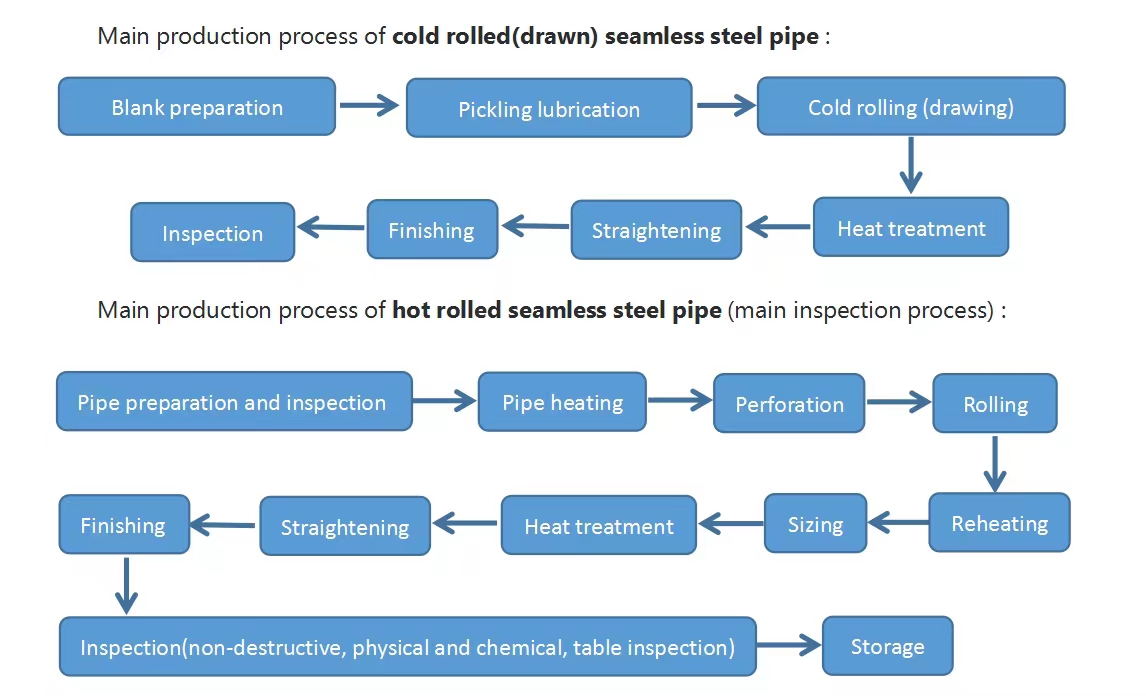
Ang API 5L X52NS PSL 2 Seamless Steel Pipe ACC.To IPS-M-PI-190(3) & NACE MR-01-75 para sa sour service kinahanglan nga moagi og heat treatment human sa produksyon. Ug kinahanglan nga moagi og HIC ug SSC tests.
Grado ug Kemikal nga Komposisyon (%)Para sa API 5LPSL2
| Sumbanan |
| Komposisyon sa kemikal(%) |
|
| ||||
| C | Mn | P | S | Si | V | |||
| API 5L | X52 NS | ≤0.16 | ≤1.65 | ≤0.02 | ≤0.003 | ≤0.45 | V ≤0.10 | |
CEⅡW=C+Mn /6+(Cr+Mo+V) /5+(Cu+Ni) /15 ≤0.39
Nb+V+Ti≤0.15%
Nb+V≤0.06%
Kanus-a himuon ang pag-analisar sa kemikal sa produkto, duha ka pag-analisar kada kainit sa asero nga gikuha gikan sa managlahing mga butang sa produkto
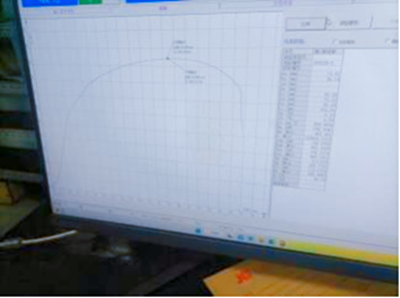
Mekanikal nga mga Kabtangan sa API 5LX52NSPSL 2 Walay Hinay nga Tubo nga Asero ACC.To IPS-M-PI-190(3) &NACE MR-01-75 para sa maaslom nga serbisyo:
| Kusog sa Pag-ani(MPa) | Kusog sa Pag-tensile(MPa) | Pag-inat A% |
| MPa | MPa | Pag-inat (Min) |
| 36O-530MPa | 460-760MPa | 20 |
Pagsulay sa Pagliko
Pagsulay sa mga Kabtangan sa Mekanikal

Pagsulay sa Katig-a
Nahuman nga tubo nga OD WT ang gitas-on, kalidad sa nawong, Pagkatul-id, pagpasinaw sa depektoso nga tubo. Biswal ug Dimensyonal nga Inspeksyon.
1. OD tolerance: (-0.75%D+0.75%D).
Ang pagtugot sa OD sa mga tumoy sa tubo: ±0.005D.
2. Pagtugot sa WT: (+15%t, -12.5%t).
3. Kahait sa lawas sa tubo: ±0.020D, Kahait sa mga tumoy: ±0.015D.
Ang WT sa bisan unsang punto sa tubo kinahanglan nga labaw sa 87.5% sa nominal nga gibag-on sa dingding.
Ang WT sa mga tumoy sa tubo gisukod gamit ang micrometer.
Ang pagsukod sa gibag-on sa bungbong sa lawas sa tubo gihimo pinaagi sa manwal nga UT para sa WT nga nagtabon sa 3 ka singsing o seksyon sa tibuok lawas sa tubo nga adunay 6 ka pagbasa sa matag seksyon.
4. Ang ang-ang sa pagliko sa lawas sa tubo: 0.20% sa gitas-on sa tubo Gisukod gamit ang gitudlo nga linya.
5. Ang-ang sa pagliko sa tumoy sa tubo: Dili molapas sa 3.0mm sa 1.2m. Gisukod gamit ang tul-id nga baras.

Inspeksyon sa Gawas nga Diametro

Inspeksyon sa Gibag-on sa Pader

Katapusan nga Inspeksyon

Inspeksyon sa Pagkatul-id

Inspeksyon sa UT

Inspeksyon sa Panagway
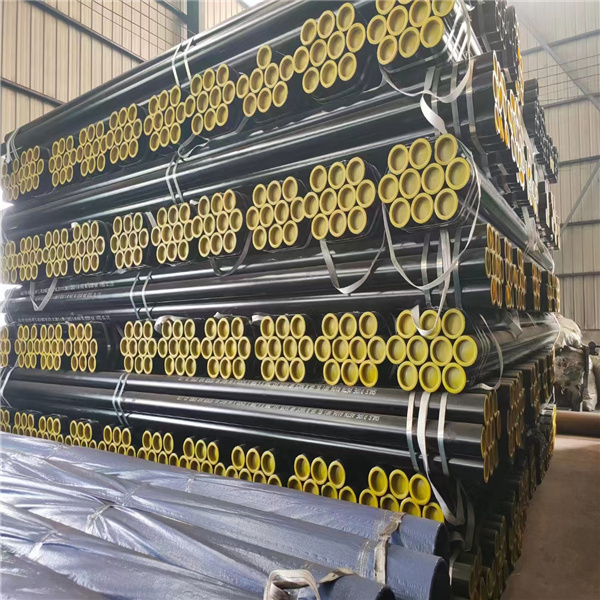
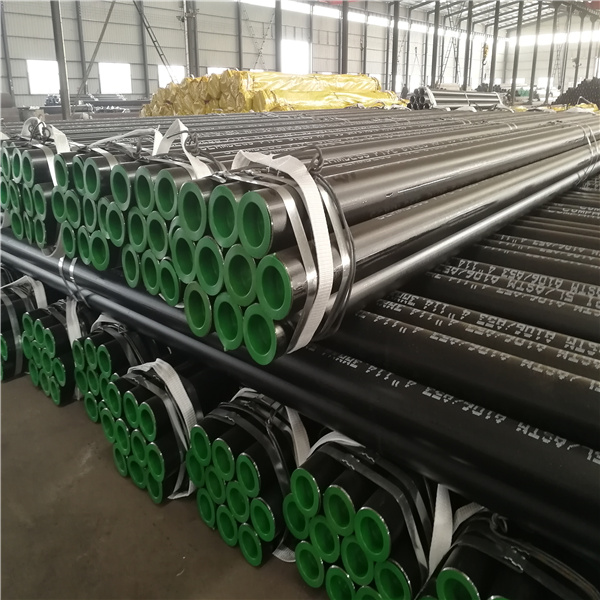
Hubo nga tubo o Itom / Barnis nga taklap (sumala sa kinahanglanon sa kustomer);
6" ug paubos nga giputos nga adunay duha ka gapas nga laso;
Ang duha ka tumoy adunay mga tigpanalipod sa tumoy;
Yano nga tumoy, bevel nga tumoy (2" ug pataas nga adunay bevel nga mga tumoy, degree: 30 ~ 35°), may hilo ug pagkabit;
Pagmarka.


Walay Hinay nga Barko sa Tubo paingon sa Qatar

Barko nga walay sumpay nga tubo paingon sa Pakistan

Barko nga Walay Hinay-hinay nga Tubo paingon sa South Africa

Barko nga walay sumpay nga tubo paingon sa Ecuador