Karon aduna na kami'y hanas ug maayo nga team nga mohatag og maayong kalidad nga serbisyo para sa among mga konsumidor. Kanunay namong gisunod ang prinsipyo sa pag-focus sa kustomer ug detalye para sa Espesyal nga Presyo para sa SSAW/Sawl API 5L Spiral Welded Carbon Steel Pipe Natural Gas ug Oil Pipeline. Dugang pa, among giyahan ang mga kustomer bahin sa mga pamaagi sa aplikasyon aron magamit ang among mga solusyon ug ang paagi sa pagpili sa angay nga mga materyales.
Karon aduna na kami'y hanas ug maayo nga team aron makahatag og maayong kalidad nga serbisyo para sa among mga konsumidor. Kanunay namong gisunod ang prinsipyo sa customer-oriented ug details-focused para saTubo nga Asero nga LSAW/SSAW sa Tsina ug Tubo nga Giwelding, Ang among misyon mao ang paghatag og makanunayon ug labaw nga bili sa among mga kustomer ug sa ilang mga kliyente. Kini nga pasalig naglangkob sa tanan namong gibuhat, nga nagduso kanamo sa padayon nga pagpalambo ug pagpaayo sa among mga solusyon ug mga proseso aron matubag ang imong mga panginahanglan.
Ang tubo nga gi-order ubos niini nga espesipikasyon gigamit alang sa serbisyo nga taas ang presyur sa atmospera ug mas ubos nga temperatura. Panguna nga gigamit alang sa transmisyon sa lana ug natural nga gas.
Ang ASTM A671 LSAW(JCOE) Carbon Steel Pipe kinahanglan nga double-welded, full-penetration welds nga gihimo subay sa mga pamaagi ug sa mga welders o welding operators nga kwalipikado subay sa ASME Boiler and pressure Vessel Code, Section IX.
Ang tanang klase gawas sa 10, 11, 12 ug 13 kinahanglan nga ipainit sa hurno nga kontrolado hangtod sa ±15℃ ug adunay recording hydrometer aron magamit ang mga rekord sa pagpainit.
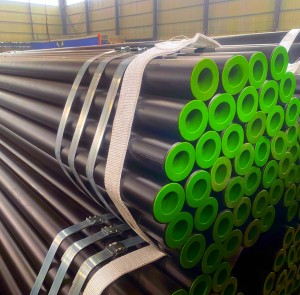
Paggama: LSAW(JCOE) Mga tubo nga asero
Gidak-on: OD: 406~1500mm WT: 6~40mm
Grado: CB60, CB65, CC60, CC65, ug uban pa.
Gitas-on: 12M o gitakdang gitas-on kung gikinahanglan.
Mga Tumoy: Yano nga Tumoy, Beveled nga Tumoy, Grooved;
| Mga Kinahanglanon sa Kemikalpara sa ASTM A672 B60/B70/C60/C65/C70LSAWTubo nga Asero nga Karbon | |||||||||||||
| Tubo | Grado | Komposisyon, % | |||||||||||
| C labing taas | Mn | P labing taas | S labing taas | Si | Ang uban | ||||||||
| <=1 ka pulgada (25mm) | >1~2 ka pulgada (25~50mm) | >2~4 ka pulgada (50-100mm) | >4~8 ka pulgada (100~200mm) | >8 ka pulgada (200mm) | <=1/2 ka pulgada (12.5mm) | >1/2 pulgada (12.5mm) | |||||||
| CB | 60 | 0.24 | 0.21 | 0.29 | 0.31 | 0.31 | 0.98max | 0.035 | 0.035 | 0.13–0.45 | … | ||
| 65 | 0.28 | 0.31 | 0.33 | 0.33 | 0.33 | 0.98max | 0.035 | 0.035 | 0.13–0.45 | … | |||
| 70 | 0.31 | 0.33 | 0.35 | 0.35 | 0.35 | 1.30max | 0.035 | 0.035 | 0.13–0.45 | … | |||
| CC | 60 | 0.21 | 0.23 | 0.25 | 0.27 | 0.27 | 0.55–0.98 | 0.79–1.30 | 0.035 | 0.035 | 0.13–0.45 | … | |
| 65 | 0.24 | 0.26 | 0.28 | 0.29 | 0.29 | 0.79–1.30 | 0.79–1.30 | 0.035 | 0.035 | 0.13–0.45 | … | ||
| 70 | 0.27 | 0.28 | 0.30 | 0.31 | 0.31 | 0.79–1.30 | 0.79–1.30 | 0.035 | 0.035 | 0.13–0.45 | … | ||
| Mga Kabtangan sa Mekanikal | |||||
| Grado | |||||
|
| CB65 | CB70 | CC60 | CC65 | CC70 |
| Kusog sa pag-igting, min: | |||||
| ksi | 65 | 70 | 60 | 65 | 70 |
| Mpa | 450 | 485 | 415 | 450 | 485 |
| Kusog sa abot, min: | |||||
| ksi | 35 | 38 | 32 | 35 | 38 |
| MPa | 240 | 260 | 220 | 240 | 260 |
1. Diametro sa Gawas - Gibase sa sukod sa sirkumperensiya nga ±0.5% sa gitakdang diametro sa gawas.
2. Dili-Lingin-Kalainan tali sa mayor ug menor nga mga diyametro sa gawas.
3. Pag-align - Gamit ang 10 ft (3m) nga tul-id nga gibutang aron ang duha ka tumoy magdikit sa tubo, 1/8 in. (3mm).
4. Gibag-on - Ang minimum nga gibag-on sa bungbong sa bisan unsang punto sa tubo dili molapas sa 0.01 pulgada (0.3mm) ubos sa gitakdang nominal nga gibag-on.
5. Ang mga gitas-on nga wala ma-machine nga mga tumoy kinahanglan nga sulod sa -0,+1/2 pulgada (-0,+13mm) sa gitakda. Ang mga gitas-on nga adunay mga makina nga mga tumoy kinahanglan nga gikasabutan tali sa tiggama ug sa pumapalit.
Pagsulay sa Tensyon—Ang transverse tensile properties sa welded joint kinahanglan nga makatuman sa minimum nga mga kinahanglanon para sa ultimate tensile strength sa gitakdang plate material.
Mga pagsulay sa pagbend gamit ang transverse-guided-weld —Ang pagsulay sa pagbend madawat kon walay mga liki o uban pang depekto nga molapas sa 1/8 in. (3mm) sa bisan unsang direksyon nga anaa sa weld metal o tali sa weld ug sa base metal human sa pagbend.
Eksaminasyon sa Radiographic - Ang tibuok gitas-on sa matag weld sa klase X1 ug X2 kinahanglan nga susihon pinaagi sa radiographic subay ug makatuman sa mga kinahanglanon sa ASME Boiler and Pressure Vessel Code, Seksyon pito, parapo UW-51.
Ngalan o marka sa tiggama
Numero sa espesipikasyon (tuig-petsa o gikinahanglan)
Gidak-on (OD, WT, gitas-on)
Grado (A o B)
Matang sa tubo (F, E, o S)
Presyon sa pagsulay (walay tinahi nga tubo nga asero lamang)
Numero sa Init
Bisan unsang dugang nga impormasyon nga gitino sa order sa pagpalit.
Gidaghanon (mga tiil, metros, o gidaghanon sa gitas-on)
Ngalan sa materyal (steel pipe, electric fusion welded)
Numero sa espesipikasyon
Mga grado ug klase nga designasyon
Gidak-on (diametro sa gawas o sulod, normal o minimum nga gibag-on sa dingding)
Gitas-on (piho o random)
Katapusan nga pagtapos
Mga kapilian sa pagpalit
Dugang nga mga kinahanglanon, kung aduna man.
Hubo nga tubo o Itom / Varnish coating / Epoxy coating / 3PE coating (sumala sa kinahanglanon sa kustomer);
Sa luag;
Ang duha ka tumoy adunay mga tigpanalipod sa tumoy;
Yano nga tumoy, bevel nga tumoy (2″ ug pataas nga adunay bevel nga mga tumoy, degree: 30 ~ 35°), gipahaom;
Pagmarka.
Karon aduna na kami'y hanas ug maayo nga team nga mohatag og maayong kalidad nga serbisyo para sa among mga konsumidor. Kanunay namong gisunod ang prinsipyo sa pag-focus sa kustomer ug detalye para sa Espesyal nga Presyo para sa SSAW/Sawl API 5L Spiral Welded Carbon Steel Pipe Natural Gas ug Oil Pipeline. Dugang pa, among giyahan ang mga kustomer bahin sa mga pamaagi sa aplikasyon aron magamit ang among mga solusyon ug ang paagi sa pagpili sa angay nga mga materyales.
Espesyal nga Presyo para saTubo nga Asero nga LSAW/SSAW sa Tsina ug Tubo nga Giwelding, Ang among misyon mao ang paghatag og makanunayon ug labaw nga bili sa among mga kustomer ug sa ilang mga kliyente. Kini nga pasalig naglangkob sa tanan namong gibuhat, nga nagduso kanamo sa padayon nga pagpalambo ug pagpaayo sa among mga solusyon ug mga proseso aron matubag ang imong mga panginahanglan.