
ASTM A106je standardní specifikace pro bezešvé trubky z uhlíkové oceli pro provoz při vysokých teplotách stanovená Americkou společností pro testování materiálů (ASTM).

Navigační tlačítka
Rozsah působnosti ASTM A106
Třída ASTM A106
Suroviny ASTM A106
Metoda výroby bezešvých ocelových trubek ASTM A106
Horká léčba
Chemické složení
Mechanické vlastnosti
Testovací program
Rozměrové tolerance
Ošetření povrchových vad
Značení trubek
Alternativní materiály
Použití ASTM A106
Naše související produkty
Rozsah působnosti ASTM A106
Typ trubky: bezešvá ocelová trubka.
NJmenovitá velikost potrubí: Zahrnuje bezešvé ocelové potrubí od DN6 do DN1200 (NPS1/8-NPS48).
Tloušťka stěny: Tloušťka stěny je vyžadována pro splnění specifických požadavků tabulky 1ASME B36.10M.
Třída ASTM A106
ASTM A106 má tři druhy ocelových trubek: Druh A,Stupeň Ba stupeň C.
Hlavní rozdíl mezi těmito třemi druhy je chemické složení a mechanické vlastnosti.
Suroviny ASTM A106
Ocel musí být klidová ocel.
Ocel se vyrábí primárním tavením, které může být buď v otevřeném ohništi, v kyslíko-oxidové atmosféře, nebo v elektrické peci, případně v kombinaci se samostatným odplyňováním nebo rafinací.
Metoda výroby bezešvých ocelových trubek ASTM A106
Bezešvé ocelové trubkyvyrábí se dvěma způsoby: tažením za studena a zušlechtěním za tepla.
Bezešvé ocelové trubky o průměru DN ≤ 40 mm mohou být tažené za studena nebo zušlechtěné za tepla.
Bezešvé ocelové trubky o průměru DN ≥ 50 mm jsou zušlechtěny za tepla.
Horká léčba
Bezešvé ocelové trubky ASTM A106 s povrchovou úpravou za tepla nevyžadují tepelné zpracování.
Za studena tažené bezešvé ocelové trubky ASTM A106 musí být tepelně zpracovány při teplotách ≥ 650 °C.
Chemické složení
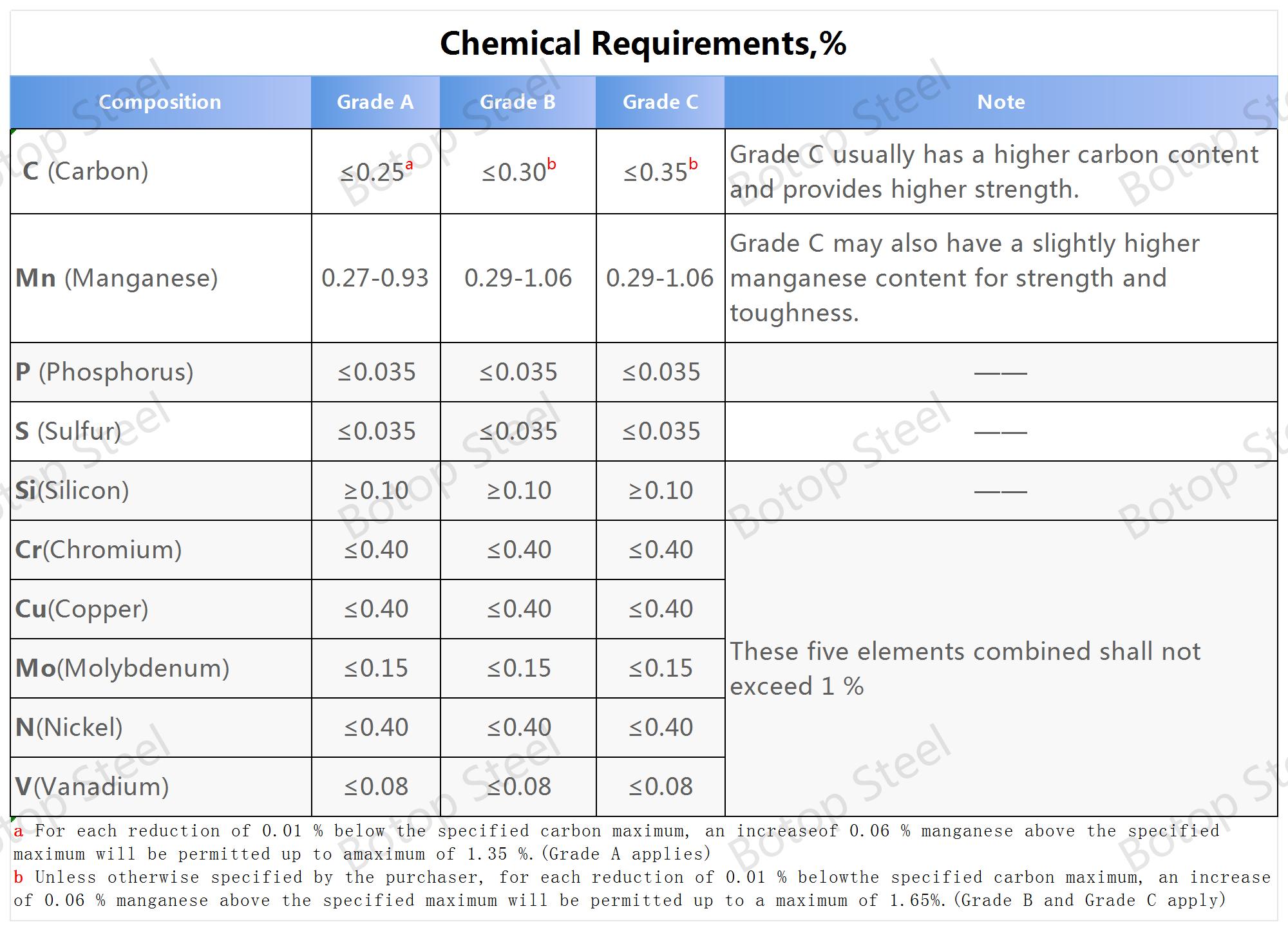
Největší rozdíl v chemickém složení ocelí ASTM A106 třídy A, třídy B a třídy C spočívá v obsahu C a Mn. Obsah ostatních prvků v různých třídách se může mírně lišit, ale obvykle se drží v relativně nízkém rozmezí.
Mechanické vlastnosti
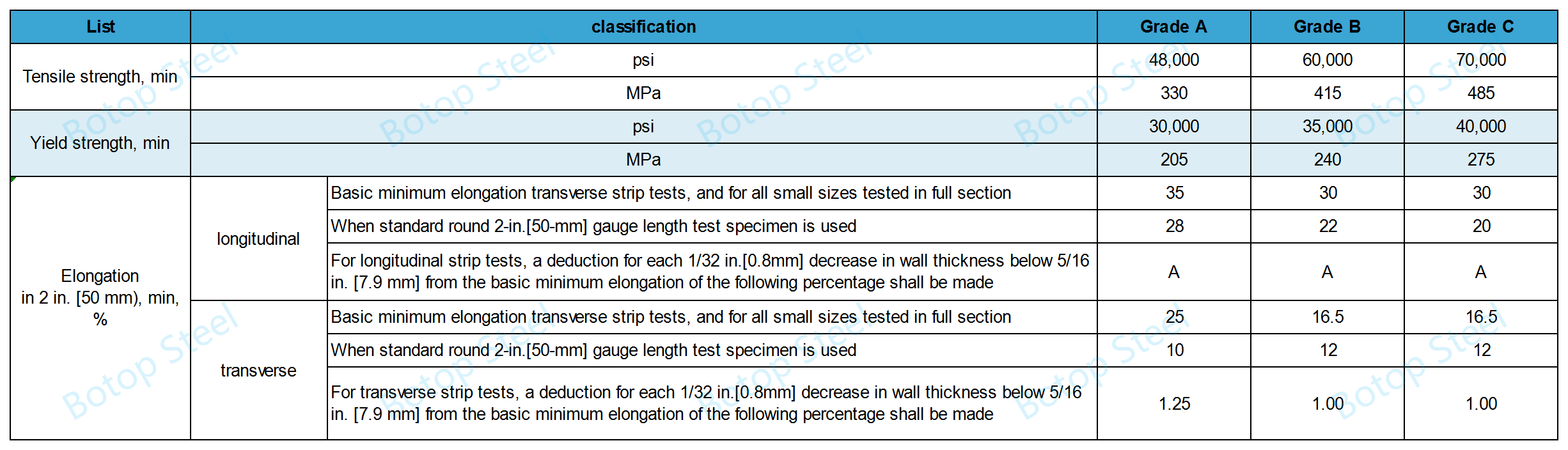
Minimální prodloužení o 2 palce (50 mm) se určí pomocí následující rovnice:
jednotky palce-libry:
e=625 000 Å0,2/UO.9
Jednotky SL:
e=1940 Å0,2/U0,9
eminimální prodloužení v 50 mm (2 palce), %, zaokrouhleno na nejbližších 0,5 %
A: plocha průřezu vzorku pro zkoušku tahem v2(mm)2)na základě specifikovaného vnějšího průměru nebo jmenovité šířky vzorku a specifikované tloušťky stěny,zaokrouhleno na nejbližších 0,01 palce2(1 mm2).
Pokud je takto vypočítaná plocha rovna nebo větší než 0,75 palce2(500 mm2), pak hodnota 0,75 v2(500 mm2) se použije.
U: specifikovaná pevnost v tahu, psi (MPa)
Testovací program
Norma ASTM A106 obsahuje podrobné specifikace pro chemické složení, tepelnou analýzu, požadavky na mechanické vlastnosti, požadavky na ohyb, zkoušky zploštěním, hydrostatické zkoušky a nedestruktivní elektrické zkoušky.
Chemické složení / Tepelná analýza
Tepelná analýza je proces používaný ke stanovení obsahu jednotlivých chemických prvků v oceli, aby se zajistilo, že chemické složení každé šarže materiálu splňuje požadavky normy ASTM A106.
Stanovení chemického složení je založeno na termické analýze. Hlavní důraz je kladen na obsah prvků uhlíku, manganu, fosforu, síry a křemíku, jejichž poměry mají přímý vliv na vlastnosti potrubí.
Požadavky na tah
Trubky musí splňovat specifické požadavky na pevnost v tahu, mez kluzu a prodloužení. To zajišťuje pevnost a houževnatost trubky při zvýšených teplotách.
Požadavky na ohýbání
Ohybové zkoušky se používají k vyhodnocení houževnatosti a plastické deformace trubek při ohybovém namáhání, aby se zajistila spolehlivost trubky během instalace a používání.
Zkoušky zploštění
Zkoušky zploštění se používají k posouzení tažnosti a odolnosti ocelových trubek proti praskání. Tato zkouška vyžaduje, aby byla trubka zploštěna do určité míry bez praskání, aby se prokázala kvalita materiálu a kvalifikace technologie zpracování.
Hydrostatický test
Hydrostatické zkoušky jsou důležitým krokem při kontrole únosnosti ocelového potrubí. Provádějí se na ně aplikováním vyššího tlaku, než je požadováno normou, aby se zajistila jeho strukturální integrita a absence netěsností.
Nedestruktivní elektrický test
Nedestruktivní elektrické testování (např. ultrazvukové testování nebo elektromagnetické testování) se používá k identifikaci vnitřních a povrchových vad, jako jsou trhliny, vměstky nebo díry v ocelových trubkách, aby se zajistila kvalita výrobku.
Rozměrové tolerance
Mše
Skutečná hmotnost potrubí by měla být v rozsahu97,5 % - 110 %specifikované hmotnosti.
Trubky o světlosti NPS 4 [DN 100] a menší lze vážit ve vhodných dávkách;
Trubky větší než NPS 4 [DN 100] se váží samostatně.
Vnější průměr
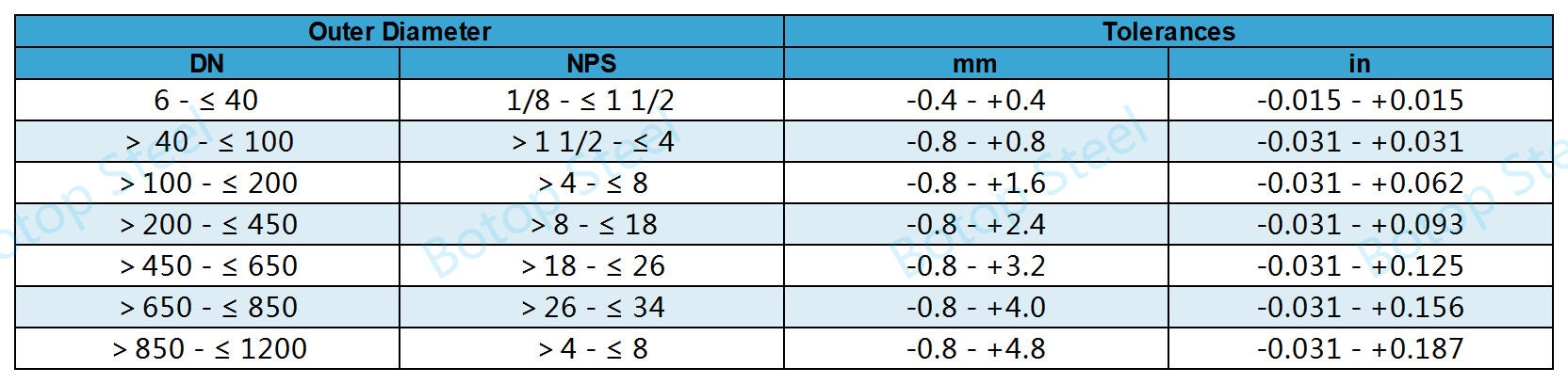
U trubek s vnějším průměrem > 250 mm (10 palců), pokud je požadována vyšší přesnost měření vnějšího průměru, je povolená odchylka vnějšího průměru ±1 %.
U trubek s vnitřním průměrem > 250 mm (10 palců), pokud je požadována vyšší přesnost vnitřního průměru, je povolená odchylka vnitřního průměru ±1 %.
Tloušťka
Minimální tloušťka stěny = 87,5 % specifikované tloušťky stěny.
Délka
Jedna náhodná délka: 4,8–6,7 m [16–22 stop].5 % délky je povoleno menší než 4,8 m [16 stop], ale ne kratší než 3,7 m [12 stop].
Dvojité náhodné délkyMinimální průměrná délka je 10,7 m [35 stop] a minimální délka je 6,7 m [22 stop].Pět procent délky může být menší než 6,7 m [22 stop], ale ne kratší než 4,8 m [16 stop].
Ošetření povrchových vad
Stanovení vad
Pokud se u trubek vyskytnou povrchové vady přesahující 12,5 % jmenovité tloušťky stěny nebo přesahující minimální tloušťku stěny, musí být vady odstraněny broušením, pokud zbývající tloušťka stěny dosahuje 87,5 % nebo více specifikované hodnoty tloušťky.
Neškodné vady
Aby povrchová úprava splňovala požadavky procesu, měly by být broušením odstraněny následující nepoškozující vady:
1. Mechanické stopy a oděrky – jako jsou stopy po kabelech, promáčkliny, stopy po vodítku, stopy po odvalování, škrábance od kuliček, vrypy a stopy po formách a důlky, z nichž žádná nesmí přesáhnout hloubku 1,6 mm (1/16 palce).
2. Vizuální nedokonalosti, většinou krusty, švy, překrytí, trhliny nebo řezy hlubší než 5 procent jmenovité tloušťky stěny.
Oprava vad
Při odstraňování vad nebo nedokonalostí broušením musí být zachován hladký zakřivený povrch a tloušťka stěny trubky nesmí být menší než 87,5 % stanovené hodnoty tloušťky.
Opravné svary se provádějí v souladu s normou ASTM A530/A530M.
Značení trubek
Každá ocelová trubka ASTM A106 musí být označena identifikací výrobce, specifikací třídy, rozměry a informacemi o třídě podle Schedule pro snadnou identifikaci a sledovatelnost.
Pro značení hydrostatickými nebo nedestruktivními elektrickými zkouškami je třeba dodržovat následující pravidla:

| Hydro | NDE | Označení |
| Ano | No | Zkušební tlak |
| No | Ano | NDE |
| No | No | NH |
| Ano | Ano | Zkušební tlak/nedestruktivní testování |
Použití ASTM A106
Ropný a plynárenský průmysl:Potrubní systémy se používají k přepravě ropy, plynu a dalších kapalin.
Elektrárny:Používá se jako potrubí pro výměníky tepla a přehřívače v kotlích pro přenos vysokoteplotní páry a horké vody.
Chemický průmysl:Používá se v chemických závodech jako potrubí odolávající vysokoteplotním chemickým reakčním produktům.
Stavba a konstrukce:Potrubí pro topné a parní systémy v budovách.
Stavba lodíSoučásti vysokotlakých parních systémů na lodích.
Výroba strojůPoužívá se ve strojích a zařízeních vyžadujících odolnost vůči vysokým teplotám nebo vysokému tlaku.


Naše související produkty
Jsme jedním z předních výrobců a dodavatelů svařovaných a bezešvých ocelových trubek z uhlíkové oceli z Číny. S širokou škálou vysoce kvalitních ocelových trubek skladem vám nabízíme kompletní sortiment ocelových trubek. Pro více informací o produktech nás neváhejte kontaktovat, rádi vám pomůžeme najít ty nejlepší ocelové trubky pro vaše potřeby!
Štítky: astm a106, a106, bezešvé, dodavatelé, výrobci, továrny, prodejci, společnosti, velkoobchod, koupit, cena, cenová nabídka, hromadné, na prodej, náklady.
Čas zveřejnění: 2. března 2024