LSAW-rører et langsgående svejset stålrør produceret ved hjælp af pulversvejsningsteknologi.
LSAW-stålrør er kendetegnet ved langsgående svejsninger, der løber langs hele rørets længde, og som stikker ud fra rørets indre og ydre overflader.
Fordelen ved LSAW stålrør er, at det kan levere rør med stor diameter, tykvæggede og højtryksrør.
| Navn | Cangzhou Botop International Co., Ltd. |
| Information | Beliggende i Cangzhou, Kina, med en samlet investering på 500 millioner yuan og et areal på 600.000 kvadratmeter |
| Udstyr | Udstyret med avanceret JCOE-støbeproces og DSAW-svejseteknologi, komplet produktions- og testudstyr |
| Produktionskapacitet | Årlig produktion på mere end 200.000 tons |
| Certificering | API 5L, ISO 9001, ISO 19001, ISO 14001, ISO 45001 osv. |
| Deltagende projekter | Ranawala Mini Vandkraftværk; Transitgasrørledning nr. 2 til Tyrkiet; Ranawala Mini Vandkraftværk; Byens byggeprojekt osv. |
| Eksporterede lande | Australien, Indonesien, Canada, Saudi-Arabien, Dubai, Egypten, Europa og andre lande og regioner |
| Fordele | LSAW stålrørsfabrik og producent; Grossister af LSAW-stålrør; Forhandlere af LSAW stålrør; Direkte salg fra fabrik, kvalitetsgaranti og billigere priser. |
Enkelt sagt, denLSAWProduktionsprocessen involverer krølning af stålplader til rørform og derefter brug af pulversvejsning til at svejse kanterne af stålpladerne sammen for at danne et stålrør.
Dernæst vil vi gennemgå de vigtigste trin i produktionen af LSAW-stålrør, så du får en klar forståelse af processen.

1. Pladeinspektion og -skæringAfhængigt af implementeringsstandarderne for stålrør og de nødvendige dimensioner vil kvalificerede plader blive skåret i passende størrelser.
2. KantfræsningBearbejd kanten af stålrøret, så det danner en form, der er egnet til svejsning, f.eks. en V-form. Dette trin er afgørende for svejsningens kvalitet.
3. DannelseVores virksomhed bruger JCOE-formningsprocessen, hvor stålpladen formes til en kontinuerlig rørformet struktur ved hjælp af valser og en presse.

4.SvejsningI den rørformede strukturs langsgående søm udføres pulversvejsning for at sammensmelte kanterne af stålpladerne for at danne stålrøret. Dette er det mest kritiske trin i hele processen.
5. InspektionEn række inspektioner, herunder 100% ikke-destruktiv testning og hydrostatisk lækagetestning af stålrørene, sikrer, at det færdige produkt opfylder standardkravene.
I selve produktionsprocessen for LSAW-stålrør er der, udover de ovennævnte nøgleprocesser, mange andre fine og komplekse trin. Disse trin kræver præcis kontrol og streng kvalitetsovervågning for at sikre produktion af LSAW-stålrør af høj kvalitet, der opfylder standarderne.
1. Meget tilpasningsdygtigLSAW-stålrør anvendes ofte i arbejdsmiljøer med høj temperatur og højt tryk. Med den rette belægning kan disse rør opretholde pålidelig ydeevne selv i ekstreme klimaer og komplekse geologiske forhold.
2. SvejsekvalitetI produktionen af LSAW, dendobbeltsidet pulversvejsning (DSAW)anvendes en proces. Denne proces sikrer, at svejsningen er fuldstændig gennemtrængt, hvilket opnår en høj standard af svejsekvalitet. Svejsningen er ensartet og konsistent, hvilket yderligere forbedrer stålrørets samlede ydeevne og pålidelighed.
3. Tykvægget stålrør med stor diameter:
| Forkortelser | Navn | Ydre diameter | Vægtykkelse |
| SSAW (HSAW, SAWH) | Spiral svejsning med pulverlakering | 200 - 3500 mm | 5-25 mm |
| LSAW (SAWL) | Longitudinel pulversvejsning | 350 - 1500 mm | 8-80 mm |
| ERW | Elektrisk modstandssvejset | 20-660 mm | 2-20 mm |
| SMLS | Sømløs | 13,1 - 660 mm | 2-100 mm |
Som det fremgår af ovenstående sammenligning af produktionsstørrelser, har LSAW-stålrør åbenlyse fordele i produktionen af tykvæggede stålrør med stor diameter, der opfylder behovene i store projekter og industrielle anvendelser.
4. Udbredt anvendtLSAW-stålrør anvendes i vid udstrækning inden for olie- og gastransmission, konstruktionsteknik, brokonstruktion og andre områder, der kræver højstyrkestålrør på grund af deres høje styrke og fremragende ydeevne.



| Standard | Brug | Grad |
| API 5L / ISO 3183 | rørledning | Klasse B, X42, X52, X60, X65, X72 osv. |
| GB/T 9711 | rørledning | L245, L290, L360, L415, L450 osv. |
| GB/T 3091 | Transport af lavtryksvæsker | Q195, Q235A, Q235B, Q275A, Q275B osv. |
| ASTM A252 | Pælerør | 1. klasse, 2. klasse og 3. klasse |
| ASTM A500 | Koldformet konstruktionsrør | Grad B, Grad C og Grad D |
| ASTM A501 | Varmformet konstruktionsrør | Grad A, Grad B og Grad C |
| EN 10219 | Koldformet konstruktionsrør | S275J0H, S275J2H, S355J0H, S355J2H |
| EN 10210 | Varmbehandlet strukturrør | S275J0H, S275J2H, S355J0H, S355J2H |
Ud over de almindelige stålrørsstandarder, der er anført ovenfor, er materialet og standarden for stålpladen, såsom SS400, også involveret i fremstillingen af stålrør ved hjælp af LSAW-processen. De er ikke anført her.
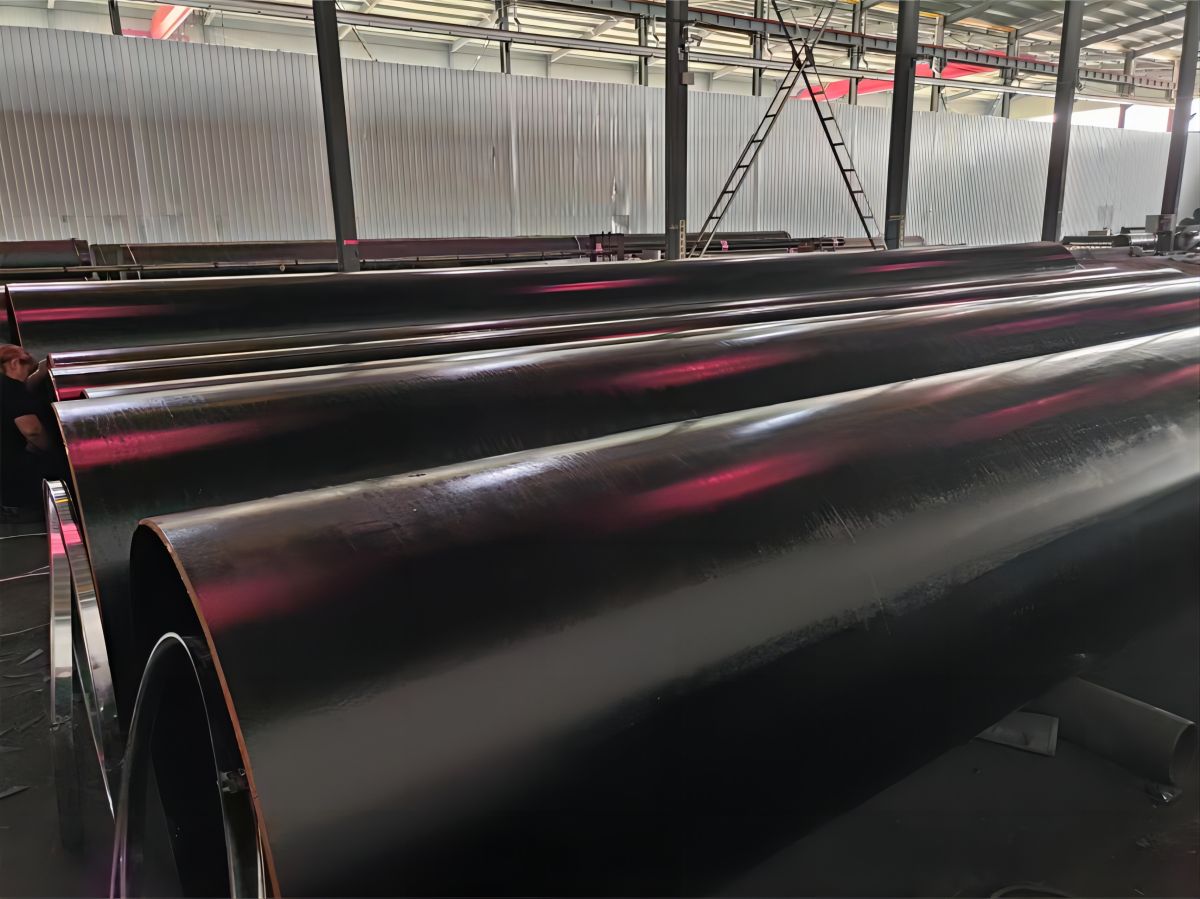
De indre og ydre overflader af LSAW-stålrør er ofte belagt for at passe til forskellige driftsmiljøer.
Disse belægninger kan være midlertidige beskyttende belægninger eller langtidsholdbare korrosionsbeskyttende belægninger. Almindelige belægningstyper omfattermaling, galvanisering, 3LPE, FBE,TPEP, epoxy kultjæreosv.
Disse belægninger beskytter effektivt stålrør mod korrosion, forlænger deres levetid og sikrer deres stabilitet og pålidelighed under forskellige miljøforhold.


LSAW-stålrør er et vigtigt industrielt materiale. For at sikre en problemfri cirkulation på forskellige nationale og regionale markeder skal LSAW-stålrør have en række certificeringsdokumenter ved import og eksport. Almindelige dokumenter omfatterAPI 5L-certificering,ISO 9001-certificering,ISO 19001 certificering, ISO 14001-certificering,og ISO 45001-certificering.