



API 5L X70 (L485)estas speco de ŝtala tubo uzata en la nafto- kaj gasindustrio por duktotransportaj sistemoj, nomita laŭ ĝia minimumastreĉforto de 70,300 psi (485 MPa), kaj konsistas el kaj senjuntaj kaj velditaj tubformoj kaj estas dividita en du produktajn specifnivelojn, PSL1 kaj PSL2. En PSL1, X70 estas la plej alta grado, dum en PSL2 ĝi ankaŭ estas unu el la pli altaj gradoj de ŝtala tubo.
Ŝtalaj tuboj API 5L X70 estas aparte taŭgaj por la postuloj de longdistanca, altprema transportado pro sia alta forto kaj premrezisto. Por elteni pli altajn premojn, ŝtalaj tuboj X70 ofte estas desegnitaj kun pli dikaj muroj por certigi adekvatan forton kaj daŭripovon.
Botop-ŝtaloestas profesia fabrikanto de dikmuraj granddiametraj duflankaj subakvigitaj arkaj LSAW ŝtalaj tuboj situanta en Ĉinio.
Loko: Urbo Cangzhou, Provinco Hebei, Ĉinio;
Totala investo: 500 milionoj da juanoj;
Fabrika areo: 60.000 kvadrataj metroj;
Jara produktadkapacito: 200 000 tunoj da JCOE LSAW ŝtalaj tuboj;
Ekipaĵo: Altnivela produktada kaj testada ekipaĵo;
Specialiĝo: produktado de LSAW ŝtalaj tuboj;
Atestado: API 5L atestita.
Liverkondiĉoj
Livekondiĉo estas la varmotraktita aŭ prilaborita stato de ŝtala tubo kiam ĝi estas preta por esti liverita al la kliento post fabrikado. Livekondiĉo estas esenca por certigi, ke la tubo havas la postulatajn mekanikajn ecojn kaj strukturan integrecon.
Depende de la PSL-nivelo kaj liverkondiĉoj, X70 povas esti kategoriigita jene:
PSL1: X70 (L485);
PSL2: X70Q (L485Q) kaj X70M (L485M);
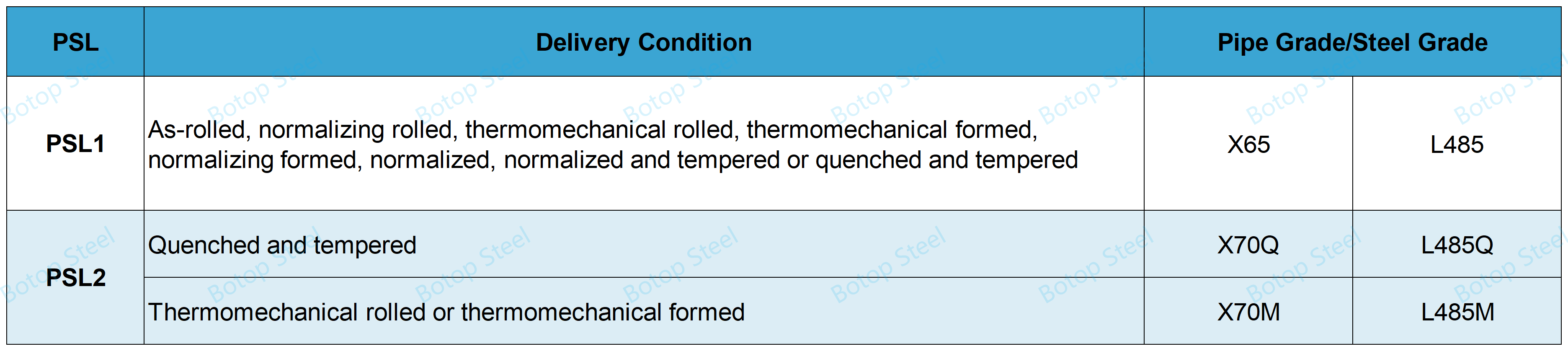
La sufiksoj Q kaj M de PSL2 signifas respektive:
Q: Malfortigita kaj hardita;
MTermomekanike rulita aŭ termomekanike formita;
API 5L X70 Akceptebla Fabrikada Procezo
La fabrikada procezo de X70 inkluzivas ambaŭsenjunta kaj velditaformoj, kiujn oni povas kategoriigi jene:

El ĉi tiuj,SAWL(LSAW) estas la plej ofta procezo uzata en la produktado de X70 velditaj procezoj kaj estas avantaĝa en la produktado de grand-diametraj, dikmuraj dimensiaj ŝtalaj tuboj.

Kvankam senjuntaj ŝtalaj tuboj estas ankoraŭ konsiderataj la preferata elekto pro siaj karakterizaĵoj sub certaj ekstremaj kondiĉoj, la maksimuma diametro de produktitaj senjuntaj ŝtalaj tuboj estas kutime limigita al 660 mm. Ĉi tiu grandeclimo povas esti problema kiam temas pri grandaj longdistancaj transportaj duktoprojektoj.
Kontraste, la LSAW-procezo kapablas produkti tubojn kun diametroj ĝis 1 500 mm kaj murdikecoj ĝis 80 mm. Kaj la prezo povas esti pli kostefika ol tiu de senjunta ŝtalo.
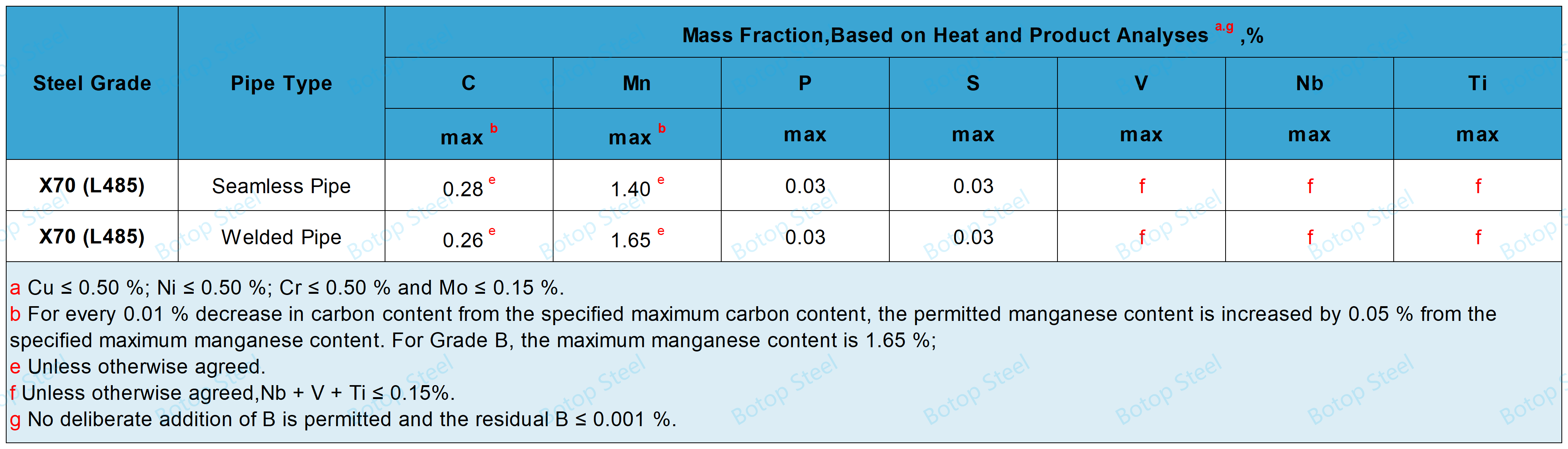
API 5L X70 Kemia Komponaĵo
Kemia Komponaĵo por PSL 1 Tubo kun t ≤ 25.0 mm (0.984 coloj)
Kemia Komponaĵo por PSL 2 Tubo kun t ≤ 25.0 mm (0.984 coloj)
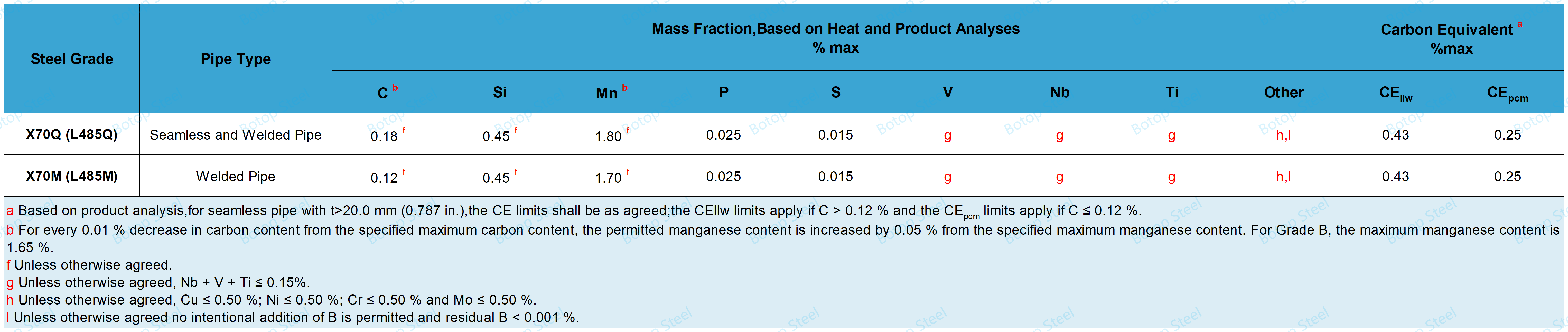
Por PSL2 ŝtalaj tubproduktoj analizitaj perkarbona enhavo de ≤0.12%, la karbona ekvivalento CEpcmpovas esti kalkulita per la jena formulo:
CEpcm= C + Si/30 + Mn/20 + Cu/20 + Ni/60 + Cr/20 + Mo/15 + V/15 + 5B
Por PSL2 ŝtalaj tubproduktoj analizitaj perkarbona enhavo > 0.12%, la karbona ekvivalento CEllwpovas esti kalkulita per la jena formulo:
CEllw= C + Mn/6 + (Cr + Mo + V)/5 + (Ni +Cu)/15
Kemia konsisto kun t > 25.0 mm (0.984 coloj)
Ĝi estos determinita per intertraktado kaj modifita al taŭga konsisto bazita sur la supre menciitaj postuloj pri kemia konsisto.
API 5L X70 Mekanikaj Ecoj
Tirstreĉaj ecoj
PSL1 X70 Streĉaj Ecoj

PSL2 X70 Streĉaj Ecoj
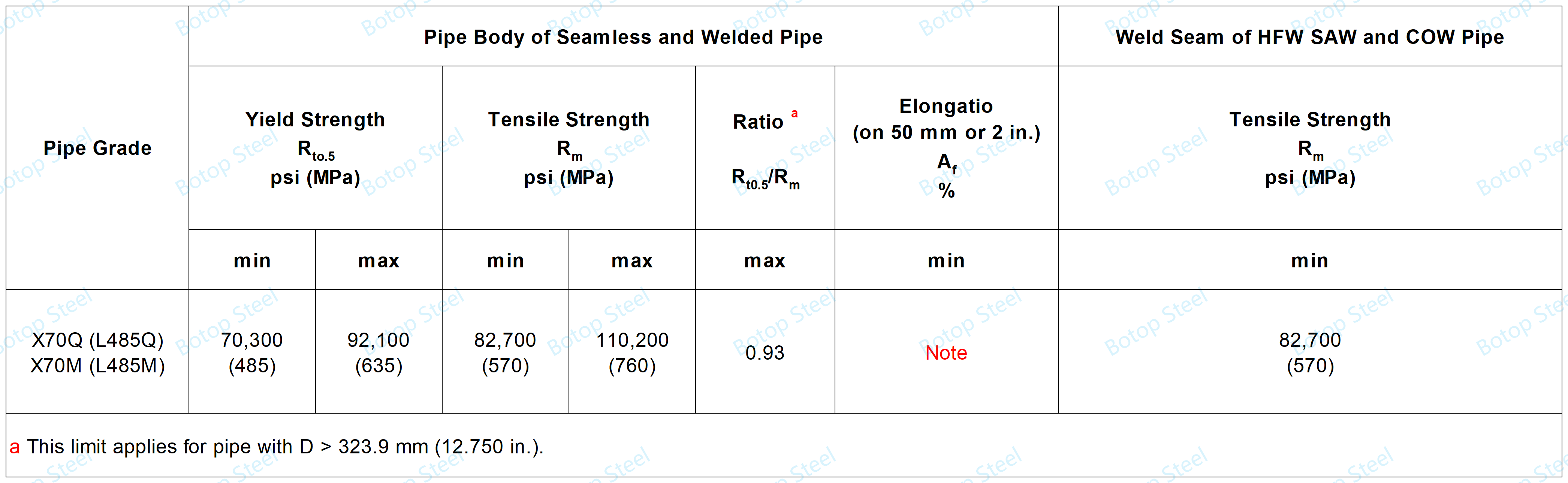
NotoLa postuloj estas detaligitaj enAPI 5L X52, kiun oni povas rigardi se necese.
Aliaj Mekanikaj Eksperimentoj
La sekva eksperimenta programovalidas nur por SAW-ŝtalaj tuboj.
Fleksa testo de veldgvidilo;
Malvarme formitaj velditaj tuboj malmolecotesto;
Makro-inspektado de veldita junto;
kaj nur por PSL2 ŝtalaj tuboj: CVN-fraptesto kaj DWT-testo.
Testeroj kaj testofrekvencoj por aliaj tubospecoj troveblas en Tabeloj 17 kaj 18 de la normo API 5L.
Hidrostatika Testo
Testtempo
Ĉiuj grandecoj de senjuntaj kaj velditaj ŝtalaj tuboj kun D ≤ 457 mm (18 coloj):testtempo ≥ 5s;
Veldita ŝtala tubo D > 457 mm (18 coloj):testtempo ≥ 10s.
Eksperimenta Frekvenco
Ĉiu ŝtala tubokaj ne devas esti elfluo el la veldsuturo aŭ tubkorpo dum la testo.
Testaj premoj
La hidrostatika testa premo P desimpla-fina ŝtala tubopovas esti kalkulita per la formulo.
P = 2St/D
Sestas la ringa streĉo. la valoro egalas al la specifita minimuma streĉlimo de la ŝtala tubo xa procente, en MPa (psi);
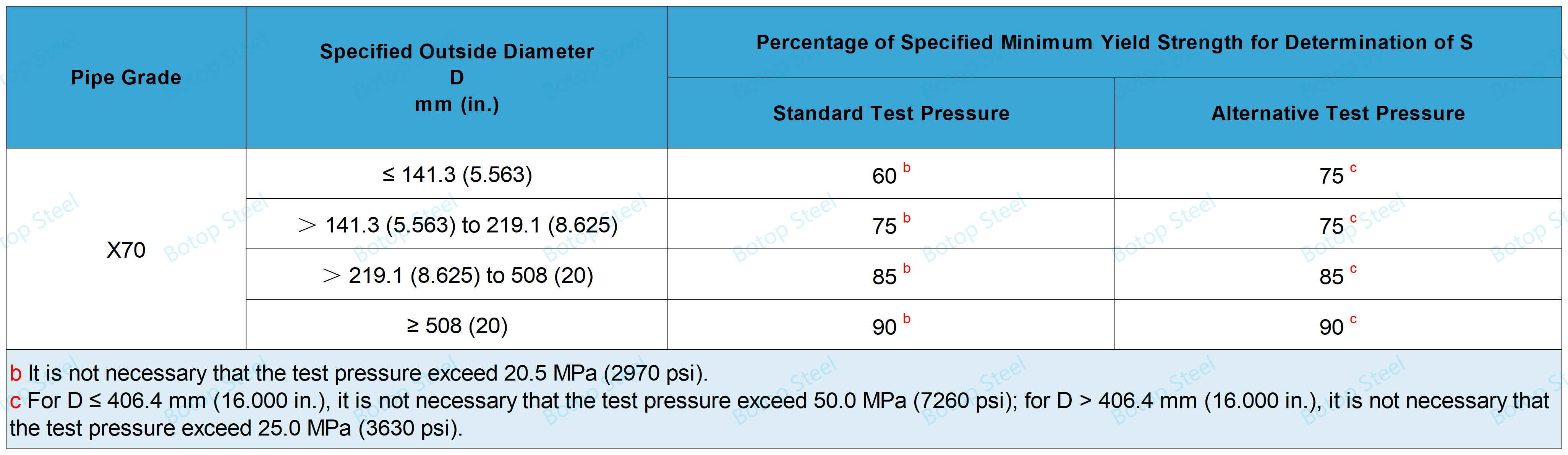
testas la specifita murdikeco, esprimita en milimetroj (coloj);
Destas la specifita ekstera diametro, esprimita en milimetroj (coloj).
Nedetrua Inspektado
Por SAW-tuboj, du metodoj,UT(ultrasona testado) aŭRT(radiografia testado), estas kutime uzataj.
ET(elektromagneta testado) ne aplikeblas al SAW-tuboj.
Velditaj juntoj sur velditaj tuboj de gradoj ≥ L210/A kaj diametroj ≥ 60.3 mm (2.375 coloj) devas esti nedestruktive inspektitaj pri plena dikeco kaj longo (100%) kiel specifite.

UT nedetrua ekzameno

RT nedetrua ekzameno
Por SAW- kaj COW-tuboj, la veldsuturoj devas esti inspektitaj per radiografiaj inspektaj metodoj ene de minimumo de 200 mm (8.0 coloj) de ĉiu tubfino. coloj) de ĉiu tubfino devas esti inspektitaj per radiografia inspektado.
API 5L Tuba Horaro-Diagramo
Por faciligi rigardadon kaj uzadon, ni organizis la koncernajn horarajn PDF-dosierojn. Vi ĉiam povas elŝuti kaj rigardi ĉi tiujn dokumentojn se necese.
Specifu Eksteran Diametron kaj Murdikecon
Normigitaj valoroj por specifitaj eksteraj diametroj kaj specifitaj murdikecoj de ŝtala tubo estas donitaj enISO 4200kajASME B36.10M.

Dimensiaj Tolerancoj
La postuloj de API 5L por dimensiaj tolerancoj estas detaligitaj enAPI 5L Grado BPor eviti ripeton, vi povas klaki sur la bluan tiparon por vidi la koncernajn detalojn.
Oftaj Difektoj kaj Riparoj
Ĉe SAW-tuboj, la jenaj difektoj estas ofte troveblaj: morditaj randoj, arkbrulvundoj, delaminado, geometriaj devioj, malmolaj buloj, ktp.
Mankoj trovitaj per vida inspektado devas esti kontrolitaj, kategoriigitaj kaj forigitaj jene.
a) Profundo ≤ 0.125t, kaj ne influas la minimuman permesitan murdikon de la difekto, devas esti determinitaj kiel akcepteblaj difektoj kaj devas esti forigitaj laŭ la provizaĵoj de C.1.
b) Difektoj >0.125t profundaj, kiuj ne influas la minimuman permesitan murdikon, devas esti taksataj kiel difektoj kaj devas esti forigitaj per reakrigado laŭ C.2 aŭ forigitaj laŭ C.3.
c) Difekto, kiu influas la minimuman permesitan murdikon, devas esti agnoskita kiel difekto kaj forigita laŭ C.3.
Kolora Identigo
Laŭpete, kolora marko kun diametro de proksimume 50 mm (2 coloj) povas esti pentrita sur la interna surfaco de ĉiu ŝtala tubo por ebligi facilan diferencigon de la malsamaj materialoj.
| Pipa Grado | Farbkoloro |
| L320 aŭ X46 | Nigra |
| L360 aŭ X52 | Verda |
| L390 aŭ X56 | Blua |
| L415 aŭ X60 | Ruĝa |
| L450 aŭ X65 | Blanka |
| L485 aŭ X70 | Purpurviola |
| L555 aŭ X80 | Flava |
Al kio ekvivalentas ŝtalo X70?
ISO 3183 - L485Ĉi tiu estas ŝtalo por duktoj laŭ internaciaj normoj kaj similas laŭ ecoj al API 5L X70.
CSA Z245.1 - GR 485Ĉi tiu estas ŝtalgrado de la Kanada Normo-Asocio por nafto- kaj gasduktoj.
EN 10208-2 - L485MBĈi tiu estas ŝtalo por duktoj laŭ la Eŭropa Normo por la fabrikado de duktoj por la transportado de nafto kaj gaso.
Tegaĵo
Ni ne nur provizas al niaj klientoj altkvalitajn ŝtalajn tubojn X70, sed ankaŭ ofertas multajn specojn de tegaĵaj servoj por plenumi la specifajn bezonojn de malsamaj projektoj.
FarbtegaĵojTradiciaj farbotegaĵoj provizas bazan protekton kontraŭ korodo kaj taŭgas por ne-ekstremaj medioj aŭ provizora protekto.
FBE-tegaĵoAplikita al la surfaco de ŝtala tubo per elektrostatika ŝprucado kaj poste hardita per varmo. Ĉi tiu tegaĵo havas bonan kemian kaj abrazioreziston kaj taŭgas por subteraj aŭ subakvaj duktoj.
3LPE-tegaĵoKonsistante el epoksio-tegaĵo, glua tavolo kaj polietilena tavolo, ĝi provizas bonegan korodreziston kaj mekanikan protekton por vasta gamo de subteraj transportaj tubaroj.
3LPP-tegaĵoSimile al 3LPE, la 3LPP-tegaĵo konsistas el tri tavoloj, sed uzas polipropilenon kiel la eksteran tavolon. Ĉi tiu tegaĵo havas pli altan varmoreziston kaj taŭgas por tubaro en alttemperaturaj medioj.
Tegaĵoj povas esti elektitaj surbaze de la specifa aplika medio kaj postuloj de la dukto por certigi la fidindecon kaj sekurecon de API 5L X70-duktoj dum servo.
Kialoj elekti nin por X70 ŝtala tubo
1. Fabrikoj atestitaj laŭ API 5LNiaj fabrikoj posedas API 5L-atestilon, kiu certigas altkvalitajn normojn de la fonto ĝis la preta produkto kun prez-avantaĝo.
2. Pluraj tubospecojNi estas ne nur fabrikanto de velditaj ŝtalaj tuboj, sed ankaŭ stokisto de senjuntaj ŝtalaj tuboj, kaj ni povas oferti vastan gamon da tubspecoj, kiuj povas plenumi la specifajn bezonojn de malsamaj projektoj.
3. Kompleta subtena ekipaĵoAldone al ŝtalaj tuboj, ni ankaŭ povas provizi flanĝojn, kubutojn kaj aliajn subtenajn ekipaĵojn, provizante unu-haltajn aĉetajn solvojn por via projekto.
4. Personigita servoNi kapablas provizi personecigitajn solvojn laŭ la specifaj bezonoj de la kliento, inkluzive de la produktado kaj prilaborado de ŝtalaj tuboj kun specialaj specifoj.
5. Specialigitaj servojEkde sia fondiĝo en 2014, la kompanio partoprenis en pluraj inĝenieraj projektoj kaj akumulis riĉan sperton en la industrio, ebligante al ĝi provizi specialigitajn servojn kaj subtenon.
6. Rapida respondo kaj subtenoNia klienta servoteamo povas provizi rapidan respondon kaj profesian teknikan subtenon por certigi, ke viaj problemoj kaj bezonoj estos solvitaj ĝustatempe.










