
Velditaj ŝtalaj tuboj estas dividitaj en:
Elektra Rezisto Veldita Pipo(ERW)Spirala Ŝtala Tubo(SSAW)Longituda Subakvigita Arka Veldita Tubo(LSAW)
Grandeco:
①ERW Ŝtala Tubo:
OD: 21.3mm ~ 660mm; PEZO: 1mm ~ 17.5mm; LONGO: 0.5m ~ 22m
②LSAW Ŝtala Tubo:
OD: 406mm ~ 1422 mm; PEZO: 6.4mm ~ 44.5mm; LONGO: 5m ~ 12m
③SSAW Ŝtala Tubo:
OD: 219.1mm ~ 3500mm; PEZO: 6mm ~ 25mm (Ĝis 1''); LONGO: 6m ~ 18m, SRL, DRL
Normo kaj Grado:
ASTM A53, Grado A/B/C, API 5L, PSL1, PSL2, GR.B/X42-X80, ASTM A795, ASTM A135, ASTM A252, GR.1/2/3, AWWA C200
▇ ▍ Priskribo
Veldita ŝtala tubo estas kreita uzante platajn ŝtalajn platojn aŭ ŝtalajn striojn, kaj ĝia fabrikada procezo kreas juntojn en ĝia korpo. Specife, kiam velditaj ŝtalaj tuboj estas fabrikataj, ŝtala plato aŭ strio estas fleksita kaj poste veldita en aŭ cirklan, tradician tubformon aŭ kvadratan formon. LSAW-tubo, SSAW-tubo kaj ERW-tubo estas ĉiuj velditaj ŝtalaj tuboj kaj estas klasifikitaj laŭ la metodo de veldado. Ekzemple, LSAW-tubo estas veldita laŭlonge, kaj SSAW-tubo estas spiralveldita. ERW-tubo estas veldita per elektra rezistanco, kio rezultigas junton kiu kuras paralele laŭ la tubkorpo.
▇ ▍ERW Ŝtala Tubo
Altfrekvencaj velditaj tuboj ĝenerale estas rektfendaj, sed rektfendaj velditaj ŝtalaj tuboj ne nepre estas altfrekvencaj velditaj. La altfrekvencaj rektfendaj elektraj rezistancaj velditaj ŝtalaj tuboj estas formitaj per la haŭta efiko kaj la proksimeca efiko de la altfrekvenca kurento post kiam la varmrulita volvaĵoplato estas formita per la muldmaŝino, kaj la rando de la tuba krudaĵo estas varmigita kaj fandita, kaj premveldado estas farita sub la ago de la premplato por realigi la produktadon. La altfrekvenca rezistanca veldita ŝtala tubo diferencas de la ordinara veldada tuba velda procezo. La veldo estas farita el la baza materialo de la ŝtala striokorpo, kaj la mekanika forto estas pli bona ol tiu de la ĝeneralaj velditaj tuboj. La surfaco estas glata, altpreciza, malalta kosto, kaj havas malaltan veldjuntan altecon, kio utilas al la tegaĵo de 3PE kontraŭkoroda tegaĵo.
▇ ▍LSAW Ŝtala Tubo
Longituda subakva arka veldado estas produktita per uzado de ununura meza kaj dika plato kiel krudmaterialo, premado (rulado) de la ŝtalplato en muldilo aŭ formmaŝino en tuban krudaĵon, uzante duflankan subakvan arkan veldadon, kaj vastigado de la diametro. La kvanto de la ŝtalplato povas esti aŭtomate alĝustigita laŭ malsamaj ŝtalgradoj, murdikecoj kaj platlarĝoj. Samtempe, la deformada kompensfunkcio efike evitas la negativajn efikojn de muldila deformado sur la formadon kaj certigas la platecon de la plena longo de la ŝtalplato dum la prema procezo. La nutra paŝo estas uniforma dum formado, certigante la rondecon de la tuba krudaĵo kaj la platecon de la velda rando. La preta produkto havas ampleksan gamon da specifoj, kaj la veldado havas bonan durecon, plastikecon, homogenecon kaj kompaktecon. Ĝi havas la avantaĝojn de granda tubdiametro, tubmurdikeco, altprema rezisto, malalttemperatura rezisto kaj forta korodrezisto.
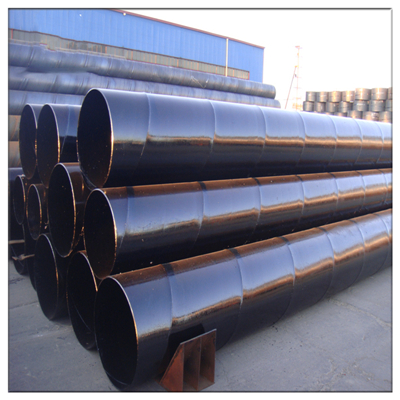
▇ ▍SSAW Ŝtala Tubo
Spirale veldita tubo (SSAW-tubo, ankaŭ nomata HSAW-tubo). La tubo estas formita per spirala subakva arka velda teknologio. Spirale velditaj tuboj estas formitaj uzante pli mallarĝajn platojn aŭ varmrulitajn volvaĵojn, kio signife malaltigas iliajn produktokostojn. La veldlinio formas helico. La spirala velda procezo permesas la produktadon de granddiametraj tuboj taŭgaj por transporti grandajn volumojn de nafto kaj gaso. Kelkaj SSAW-tuboj estis historie limigitaj al malaltpremaj aplikoj.


Afiŝtempo: 16-a de oktobro 2023