
ASTM A106estas norma specifo por senjunta karbonŝtala tubo por alt-temperatura servo establita de la Usona Societo por Testado de Materialoj (ASTM).

Navigaciaj Butonoj
ASTM A106 Amplekso
ASTM A106 Grado
ASTM A106 Krudmaterialoj
Metodo por Generado de Seamless Ŝtalaj Tuboj ASTM A106
Varma Traktado
Kemia Konsisto
Mekanikaj Ecoj
Testa Programo
Dimensiaj Tolerancoj
Traktado de Surfacaj Difektoj
Tuba Markado
Alternativaj Materialoj
Apliko de ASTM A106
Niaj Rilataj Produktoj
ASTM A106 Amplekso
Tubtipo: senjunta ŝtala tubo.
NNominala Tuba Grandeco: Kovras senjuntajn ŝtalajn tubojn de DN6-DN1200 (NPS1/8-NPS48).
Murdikeco: Murdikeco estas necesa por plenumi la specifajn postulojn de Tabelo 1 deASME B36.10M.
ASTM A106 Grado
ASTM A106 havas tri gradojn de ŝtala tubo: Grado A,Grado B, kaj Grado C.
La ĉefa diferenco inter la tri gradoj estas la kemia konsisto kaj mekanikaj ecoj.
ASTM A106 Krudmaterialoj
La ŝtalo estu mortigita ŝtalo.
La ŝtalo estas produktita per la primara fandprocezo, kiu povus esti aŭ malfermforna, baz-oksigena, aŭ elektra forno, eble kombinita kun aparta sengasigado aŭ rafinado.
Metodo por Generado de Seamless Ŝtalaj Tuboj ASTM A106
Senjunta ŝtala tuboestas produktita laŭ du manieroj: malvarme tirita kaj varme finpretita.
DN ≤ 40mm senjunta ŝtala tubo povas esti malvarme tirita aŭ varme finita.
DN ≥ 50mm senjunta ŝtala tubo estas varme finita.
Varma Traktado
Varme finita ŝtala tubo ASTM A106 senjunta ne bezonas varmotraktadon.
Malvarme tiritaj senjuntaj ŝtalaj tuboj ASTM A106 devas esti varme traktitaj je temperaturoj ≥ 650 °C.
Kemia Konsisto
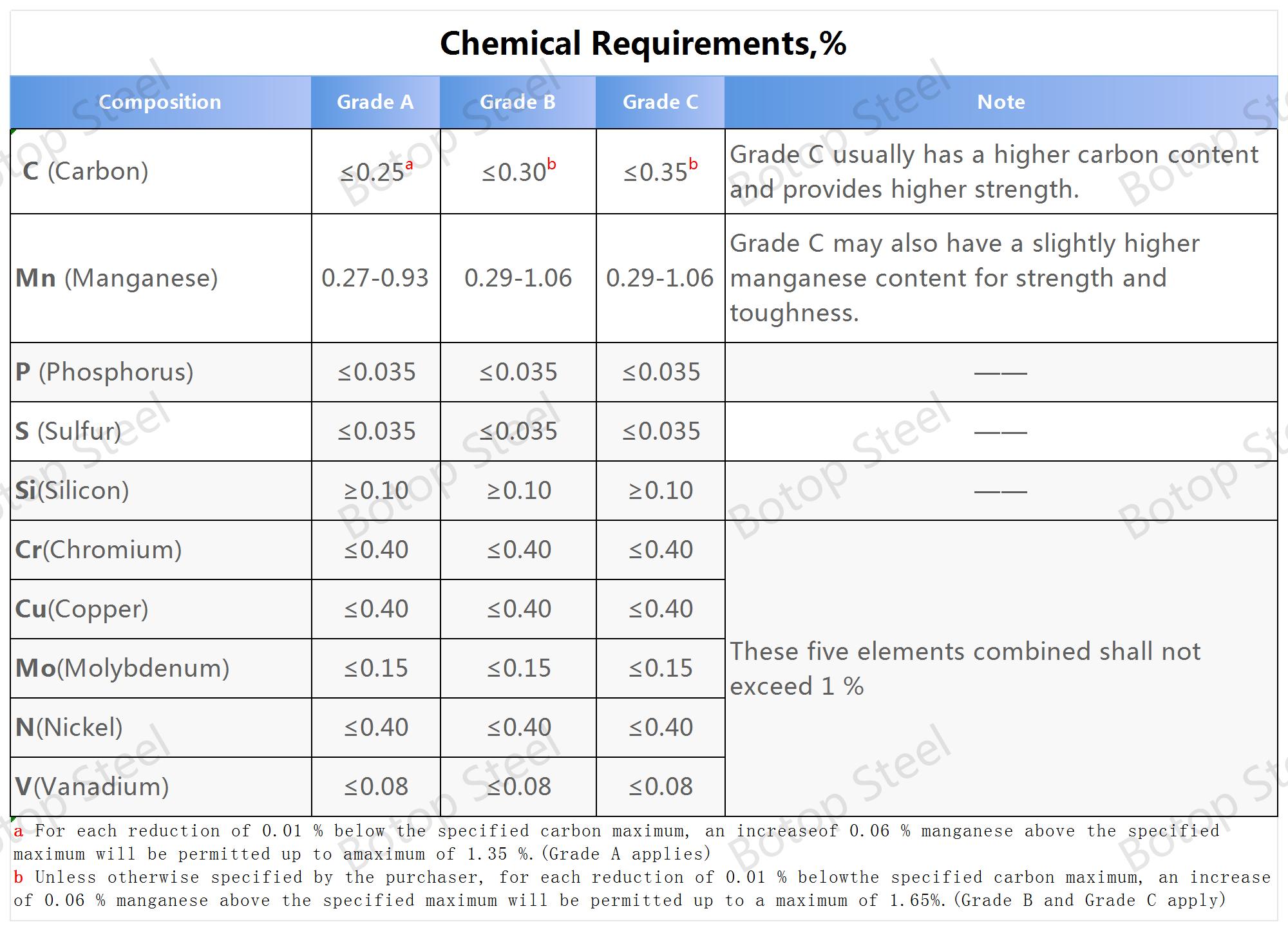
ASTM A106 Grado A, Grado B, kaj Grado C en la kemia konsisto de la plej granda diferenco estas la diferenco inter la enhavo de C kaj Mn, la enhavo de aliaj elementoj en la diversaj gradoj povas havi iometan diferencon, sed kutime por kontroli relative malaltan gamon.
Mekanikaj Ecoj
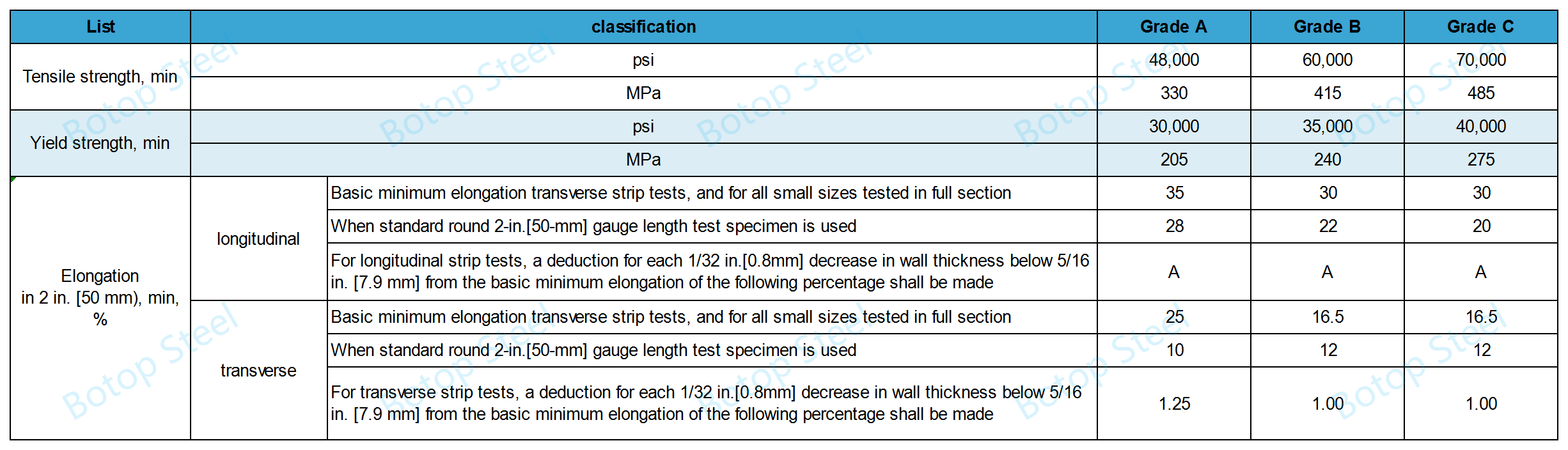
La minimuma plilongigo en 2 coloj (50 mm) estos determinita per la jena ekvacio:
colo-funtaj unuoj:
e=625,000A0.2/UO.9
Sl-unuoj:
e=1940A0.2/U0.9
eminimuma plilongigo en 2 coloj (50 mm), %, rondigita al la plej proksima 0,5%
A: transversa sekca areo de la streĉtesta specimeno, en2(mm2)bazita sur specifita ekstera diametro aŭ nominala specimenlarĝo kaj specifita murdikeco,rondigita al la plej proksima 0,01 coloj2(1 milimetro2).
Se la areo tiel kalkulita estas egala al aŭ pli granda ol 0,75 coloj2(500 milimetroj2), tiam la valoro 0,75 en2(500 milimetroj2) estu uzata.
Uspecifita streĉrezisto, psi (MPa)
Testa Programo
ASTM A106 enhavas detalajn specifojn por kemia konsisto, termika analizo, mekanikaj propraĵpostuloj, fleksaj postuloj, platigaj testoj, hidrostatikaj testoj kaj nedestruktaj elektraj testoj.
Kemia Komponado / Varmoanalizo
Varmoanalizo estas procezo uzata por determini la enhavon de individuaj kemiaj elementoj en ŝtalo por certigi, ke la kemia konsisto de ĉiu aro da materialo plenumas la postulojn de ASTM A106.
La determinado de kemia konsisto baziĝas sur termika analizo. La ĉefa fokuso estas sur la enhavo de la elementoj karbono, mangano, fosforo, sulfuro kaj silicio, kies proporcioj havas rektan efikon sur la ecojn de la tubo.
Streĉaj Postuloj
Tuboj devas plenumi specifajn postulojn pri streĉo-rezisto, limstreĉo kaj plilongigo. Tio certigas la forton kaj durecon de la tubo je altaj temperaturoj.
Fleksaj Postuloj
Flekstestoj estas uzataj por taksi la durecon kaj plastan deformadon de tuboj kiam submetitaj al fleksaj streĉoj por certigi la fidindecon de la tubo dum instalado kaj uzo.
Platigaj Testoj
Platiĝaj Testoj estas uzataj por taksi la duktilecon kaj reziston al fendado de ŝtalaj tuboj. Ĉi tiu testo postulas, ke la tubo estu platigita ĝis certa grado sen fendado por pruvi la kvaliton de la materialo kaj la kvalifikon de la prilabora teknologio.
Hidrostatika Testo
Hidrostatika testado estas grava paŝo en kontrolado de la prem-portanta kapablo de ŝtala tubo per aplikado de premo pli alta ol tiu postulita de la normo por certigi ĝian strukturan integrecon kaj la foreston de likoj.
Nedetrua Elektra Testo
Nedetrua elektra testo (ekz. ultrasona testado aŭ elektromagneta testado) estas uzata por identigi internajn kaj surfacajn difektojn kiel fendetojn, enfermaĵojn aŭ truojn en ŝtalaj tuboj por certigi la kvaliton de la produkto.
Dimensiaj Tolerancoj
Meso
La efektiva maso de la tubo devus esti en la intervalo de97.5% - 110%de la specifita maso.
Tuboj en NPS 4 [DN 100] kaj pli malgrandaj povas esti pesitaj en oportunaj lotoj;
Tuboj pli grandaj ol NPS 4 [DN 100] devas esti pesitaj aparte.
Ekstera Diametro
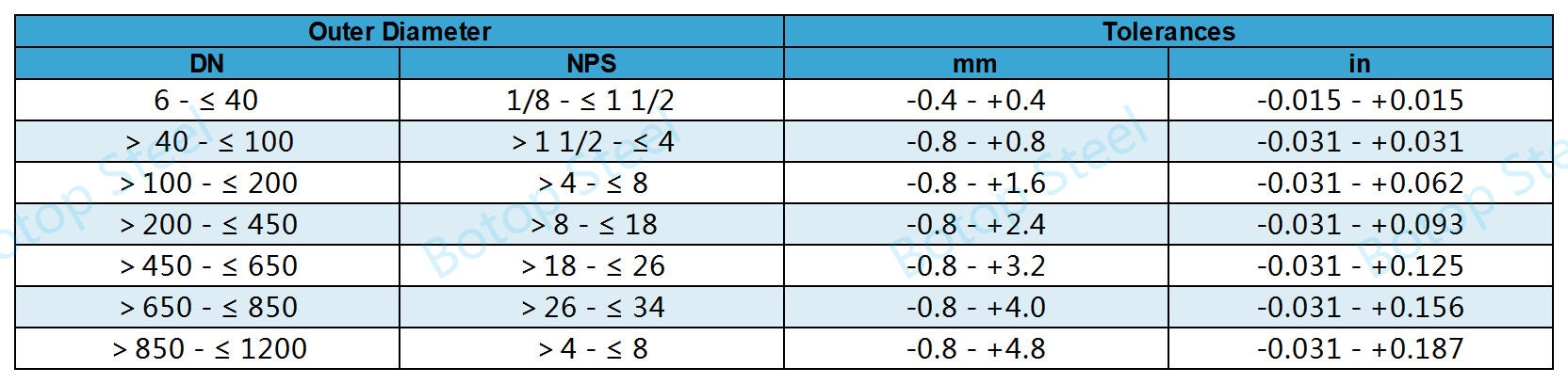
Por tuboj kun diametro ekstera (OD) > 250 mm (10 coloj), se necesas pli alta precizeco de OD, la permesita OD-vario estas ±1%.
Por tuboj de interna dimensio > 250 mm (10 coloj), se necesas pli alta precizeco de interna dimensio, la permesata vario de interna dimensio estas ±1%.
Dikeco
Minimuma mura dikeco = 87,5% de la specifita mura dikeco.
Longo
Ununura hazarda longo4,8-6,7 metroj [16-22 futoj].5% de la longo rajtas esti malpli ol 4,8 m [16 ft], sed ne pli mallonga ol 3,7 m [12 ft].
Duoblaj hazardaj longojLa minimuma averaĝa longo estas 10,7 m [35 ft] kaj la minimuma longo estas 6,7 m [22 ft].Kvin procentoj de la longo rajtas esti malpli ol 6,7 m [22 ft], sed ne pli mallonga ol 4,8 m [16 ft].
Traktado de Surfacaj Difektoj
Determino de Difektoj
Kiam surfacaj difektoj okazas en tuboj superantaj 12.5% de la nominala murdikeco aŭ superantaj la minimuman murdikecon, la difektoj devas esti forigitaj per muelado kondiĉe ke la restanta murdikeco estas 87.5% aŭ pli de la specifita dikecvaloro.
Ne-damaĝaj Difektoj
Por ke la surfaca traktado konformu al la procezaj postuloj, la jenaj nedamaĝaj difektoj estu forigitaj per muelado:
1. Mekanikaj markoj kaj abrazioj - kiel kablomarkoj, kavetoj, gvidmarkoj, rulmarkoj, pilkgratvundoj, kavetoj kaj ŝimmarkoj, kaj kavetoj, el kiuj neniu devas superi 1/16 colojn (1.6 mm) en profundo.
2. Vidaj neperfektaĵoj, plejparte krustoj, juntoj, faldoj, ŝiroj aŭ tranĉaĵoj pli profundaj ol 5 procentoj de la nominala murdikeco.
Riparo de Difektoj
Kiam difektoj aŭ difektoj estas forigitaj per muelado, glata kurba surfaco devas esti konservita kaj la dikeco de la tubo ne devas esti malpli ol 87.5% de la specifita dikecvaloro.
Riparsuturoj estas faritaj laŭ ASTM A530/A530M.
Tuba Markado
Ĉiu ŝtala tubo ASTM A106 devas esti markita per la identigo de la fabrikanto, specifgrado, dimensioj kaj informoj pri horargrado por facila identigo kaj spurebleco.
Por markado per hidrostatika aŭ nedetrua elektra testo, oni devas sekvi la jenajn regulojn:

| Hidro | NDE | Markado |
| Jes | No | Testa Premo |
| No | Jes | NDE |
| No | No | NH |
| Jes | Jes | Testpremo/NDE |
Apliko de ASTM A106
Nafto- kaj gasindustrio:Tubarsistemoj estas uzataj por transporti petrolon, gason kaj aliajn fluidojn.
Elektrocentraloj:Uzata kiel varmointerŝanĝila tubaro kaj supervarmigila tubaro en vaporkaldronoj por la transdono de alttemperatura vaporo kaj varma akvo.
Kemia Industrio:Uzata en kemiaj fabrikoj kiel tubaro por rezisti alttemperaturajn kemiajn reakciajn produktojn.
Konstruado kaj konstruado:Tubaro por hejtado kaj vaporsistemoj en konstruaĵoj.
Ŝipkonstruado: Komponantoj de altpremaj vaporsistemoj en ŝipoj.
Maŝinara FabrikadoUzata en maŝinaro kaj ekipaĵo postulanta reziston al alta temperaturo aŭ alta premo.


Niaj Rilataj Produktoj
Ni estas unu el la ĉefaj fabrikantoj kaj provizantoj de velditaj karbonŝtalaj tuboj kaj senjuntaj ŝtaltuboj el Ĉinio. Kun vasta gamo de altkvalitaj ŝtaltuboj en stoko, ni celas provizi al vi plenan gamon da ŝtaltubaj solvoj. Por pliaj produktaj detaloj, bonvolu kontakti nin, ni antaŭĝojas helpi vin trovi la plej bonajn ŝtaltubajn opciojn por viaj bezonoj!
etikedoj: astm a106, a106, senjunta, provizantoj, fabrikantoj, fabrikoj, stokistoj, kompanioj, pogranda, aĉeto, prezo, oferto, groco, vendota, kosto.
Afiŝtempo: Mar-02-2024