
| Nombre del producto | Tubo de acero al carbono sin costura/tubo de acero MS |
| Estándar | ASTM A106, ASTM A53, API 5L Gr.B, DIN17175, DIN1629 |
| Diámetro exterior: | 13,7 mm-762 mm |
| Espesor de la pared | 2 mm-80 mm |
| Tolerancia de diámetro | Control dentro del estándar, OD: +-1%, WT: +-10% |
| Materiales | 10#,20#,45#,16Mn,A106(B,C),A53(A,B),API 5L (GR.B,X42/X52/X56/X65) API 5CT(H40,J55,K55,N80,P110),Q235,Q345,ST35.8,ST37,ST42,ST45,ST52 |
| Inspección | ISO, BV, SGS, MTC |
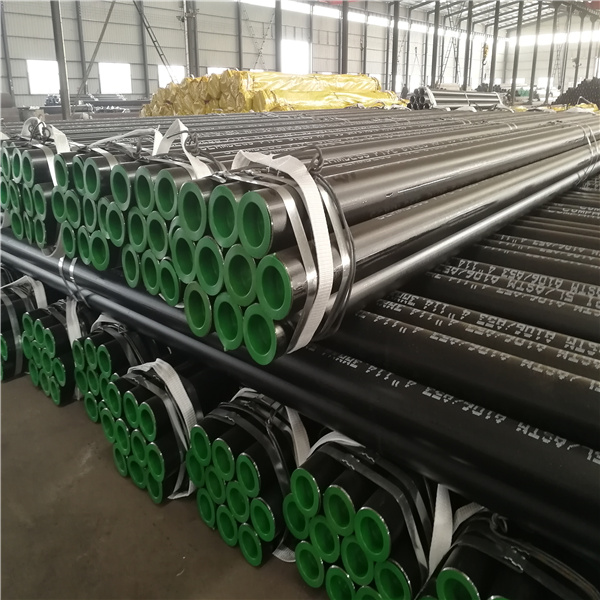
| Embalaje | Pintura/barniz 3LPE/3PP/FBE/NEGRO y embalado en tiras de acero, paquete estándar para exportación marítima o según sea necesario |
| Capacidad de suministro | 1000 toneladas métricas/mes |
| Cantidad mínima de pedido | 5 toneladas métricas, se aceptan pedidos de muestra |
| Tiempo de envío | Dentro de 7-10 días hábiles después de recibir el depósito o L/C |
| Pagos | Transferencia bancaria, LC |
| Capacidad | 250.000 toneladas/año |
API 5L Grado X52NS PSL 2Los tubos de acero sin costura según IPS-M-PI-190(3) y NACE MR-01-75 se utilizan siempre en entornos ácidos, especialmente en campos de petróleo y gas con gas rico en H2S y CO2.



La tubería de acero sin costura API 5L X52NS PSL 2, conforme a IPS-M-PI-190(3) y NACE MR-01-75 para servicio agrio, debe someterse a tratamiento térmico después de la producción, así como a pruebas HIC y SSC.
Grado y composición química (%)Para API 5LPSL2
| Estándar |
| Composición química(%) |
|
| ||||
| C | Mn | P | S | Si | V | |||
| API 5L | X52 NS | ≤0,16 | ≤1,65 | ≤0,02 | ≤0,003 | ≤0,45 | V ≤0,10 | |
CEⅡW=C+Mn /6+(Cr+Mo+V) /5+(Cu+Ni) /15 ≤0,39
Nb+V+Ti≤0,15%
Nb+V≤0,06%
Cuando se realiza el análisis químico del producto, se realizan dos análisis por colada de acero tomada de productos separados.
Propiedades mecánicas de API 5LX52NSTubo de acero sin costura PSL 2 según IPS-M-PI-190(3) yNACE MR-01-75 para servicio agrio:
| Fuerza de fluencia(MPa) | Resistencia a la tracción(MPa) | Alargamiento A% |
| MPa | MPa | Alargamiento (mín.) |
| 36O-530MPa | 460-760 MPa | 20 |
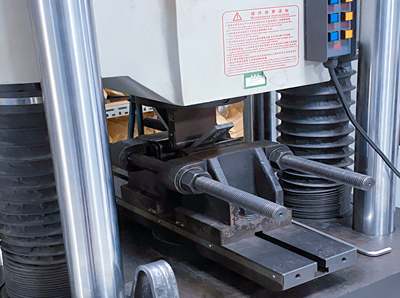
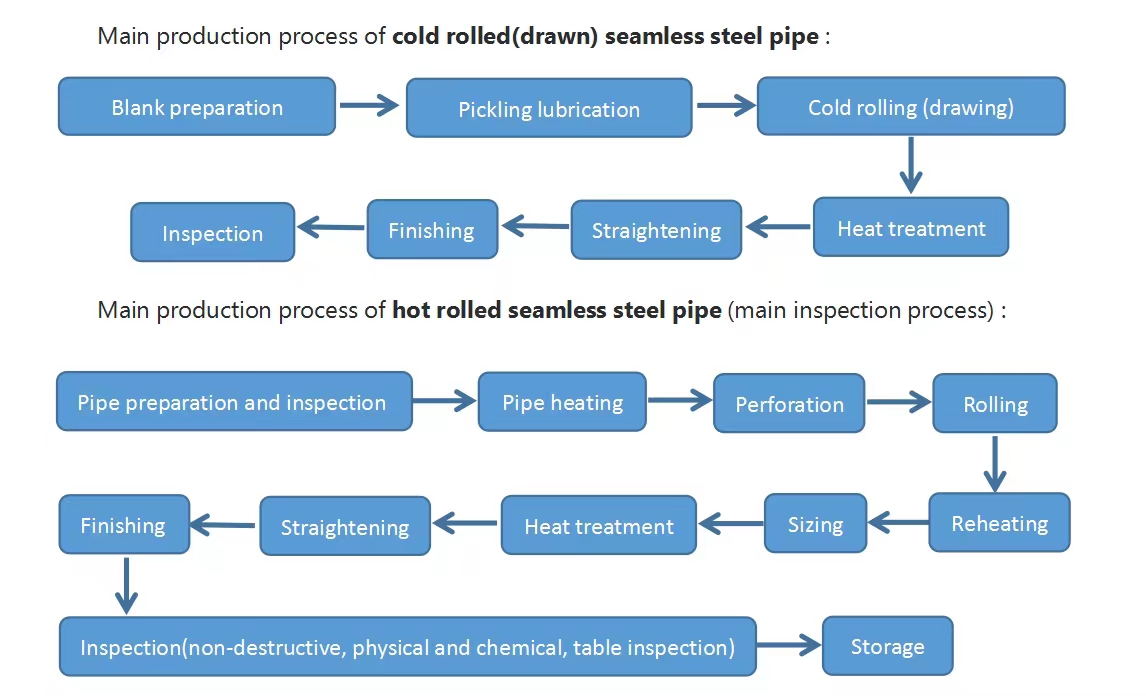
Prueba de flexión
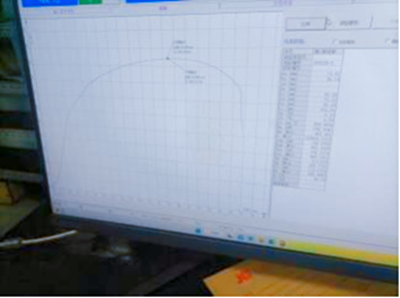
Prueba de propiedades mecánicas

Prueba de dureza
Inspección visual y dimensional de la tubería terminada, longitud OD WT, calidad de la superficie, rectitud y pulido de la tubería defectuosa.
1. Tolerancia OD: (-0,75%D,+0,75%D).
Tolerancia de diámetro exterior de los extremos de la tubería: ±0,005D.
2.Tolerancia de peso: (+15%t, -12,5%t).
3. Ovalidad del cuerpo de la tubería: ±0,020D, Ovalidad de los extremos: ±0,015D.
El espesor de pared en cualquier punto de la tubería deberá ser superior al 87,5 % del espesor nominal de la pared.
El peso en los extremos de las tuberías se mide con un micrómetro.
La medición del espesor de la pared en el cuerpo de la tubería se realiza mediante un UT manual para WT que cubre 3 anillos o secciones a lo largo del cuerpo de la tubería con 6 lecturas en cada sección.
4. Grado de curvatura del cuerpo de la tubería: 0,20 % de la longitud de la tubería. Medido con una línea tensa.
5. Grado de curvatura del extremo de la tubería: No debe ser mayor de 3,0 mm en 1,2 m. Medido con una regla.

Inspección del diámetro exterior

Inspección del espesor de la pared

Inspección final

Inspección de rectitud

Inspección de UT

Inspección de apariencia
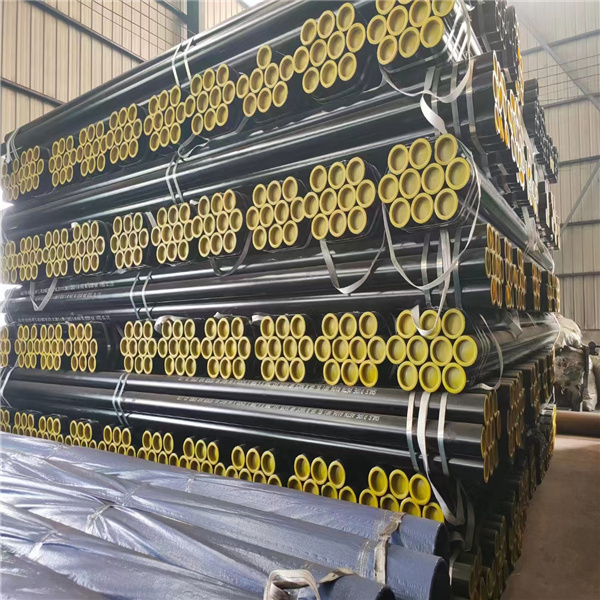
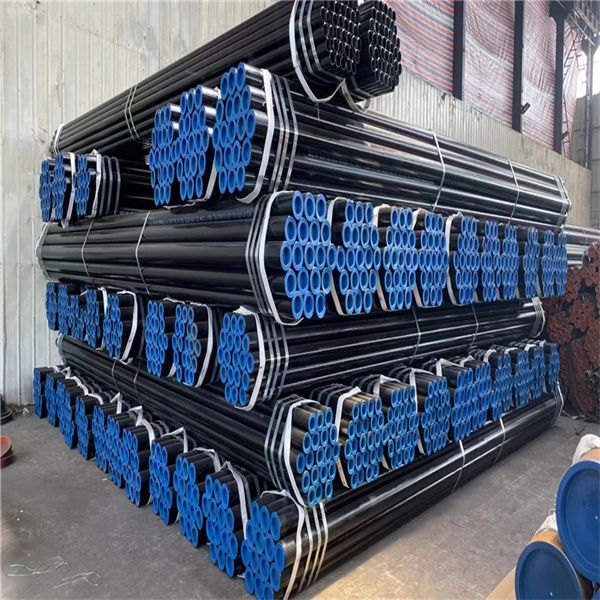
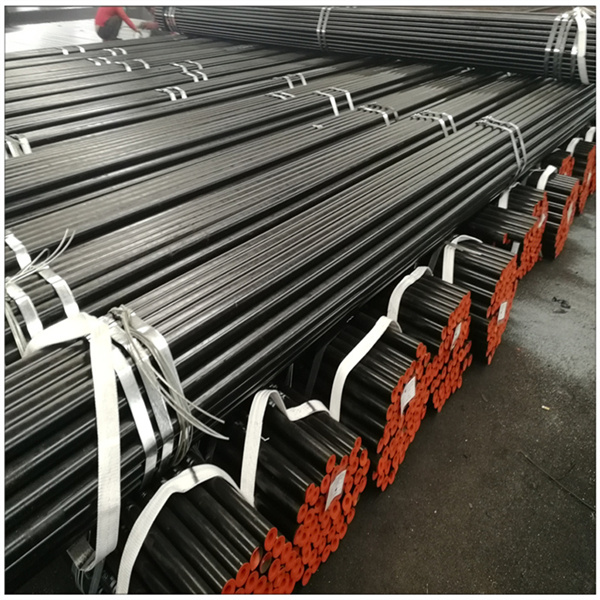
Tubería desnuda o revestimiento negro/barniz (según requerimientos del cliente);
6" y menos en paquetes con dos eslingas de algodón;
Ambos extremos con protectores de extremos;
Extremo liso, extremo biselado (2" y más con extremos biselados, grado: 30~35°), roscado y acoplamiento;
Calificación.


Buque de tubos sin costura a Qatar

Envío de tubos sin costura a Pakistán

Envío de tubos sin costura a Sudáfrica

Envío de tubos sin costura a Ecuador