



کارشناسی EN 10210 S275J0Hیک مقطع فولادی سازهای توخالی با پرداخت گرم است که به گونهای ساخته میشود کهاستاندارد کارشناسی EN 10210در اشکال مختلف گرد، مربع، مستطیل یا بیضی شکل.
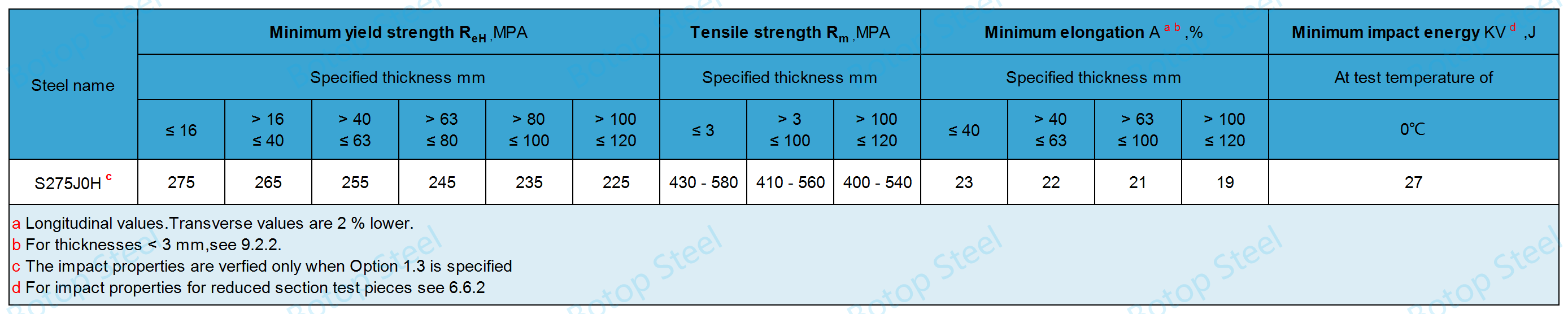
ماده S275J0H با حداقل استحکام تسلیم ۲۷۵ مگاپاسکال در ضخامت حداکثر ۱۶ میلیمتر مشخص میشود؛ حداقل انرژی ضربه آن حداقل ۲۷ ژول در دمای ۰ درجه سانتیگراد است.
S275J0H متعلق به نوعی فولاد کربنی، شماره فولاد است۱.۰۱۴۹که دارای خواص ساختاری و فرآیندی خوبی است، عمدتاً در سازههای ساختمانی مورد استفاده قرار میگیرد، اما برای اجزای غیر باربر نیز استفاده میشود و میتواند بر اساس تحقق مزایای کمهزینه، پایداری و دوام سازه را حفظ کند.
توجه: تمام الزامات مندرج در استاندارد BS EN 10210 در مورد استاندارد EN 10210 نیز صدق میکند و بنابراین در اینجا تکرار نمیشوند.
نامگذاری گرید در استاندارد BS EN 10210 مطابق با استاندارد EN 10027-1 و شمارههای فولاد مطابق با استاندارد EN 10027-2 تعیین شدهاند.
| نام فولاد | شماره فولاد | نوع فولاد | نام فولاد | شماره فولاد | نوع فولاد |
| S235JRH | ۱.۰۰۳۹ | فولاد کربنی | S275NH | ۱.۰۴۹۳ | فولاد کربنی |
| S275J0H | ۱.۰۱۴۹ | فولاد کربنی | S275NLH | ۱.۰۴۹۷ | فولاد کربنی |
| S275J2H | ۱.۰۱۳۸ | فولاد کربنی | S355NH | ۱.۰۵۳۹ | فولاد کربنی |
| S355J0H | ۱.۰۵۴۷ | فولاد کربنی | S355NLH | ۱.۰۵۴۹ | فولاد کربنی |
| S355J2H | ۱.۰۵۷۶ | فولاد کربنی | S420NH | ۱.۸۷۵۰ | فولاد آلیاژی |
| S355K2H | ۱.۰۵۱۲ | فولاد کربنی | S420NLH | ۱.۸۷۵۱ | فولاد آلیاژی |
| S460NH | ۱.۸۹۵۳ | فولاد آلیاژی | |||
| S460NLH | ۱.۸۹۵۶ | فولاد آلیاژی |
برای اطلاعات بیشتر در مورد معانی خاص حروف و اعداد در نمرات،میتوانید اینجا کلیک کنید.
ضخامت دیواره ≤120 میلیمتر.
دایرهای: قطر خارجی تا ۲۵۰۰ میلیمتر؛
مربع: ابعاد خارجی تا ۸۰۰ میلیمتر در ۸۰۰ میلیمتر؛
مستطیلی: ابعاد خارجی تا ۷۵۰ میلیمتر در ۵۰۰ میلیمتر؛
بیضوی: ابعاد خارجی تا ۵۰۰ میلیمتر در ۲۵۰ میلیمتر.
ما در ارائه مشخصات مختلف لوله فولادی سازهای توخالی گرد تخصص داریم، در صورت نیاز، لطفا با ما تماس بگیرید، مشتاقانه منتظر همکاری با شما هستیم!
استاندارد BS EN 10210 امکان استفاده از تعدادی از فرآیندهای تولیدی برای تولید مقاطع توخالی سازهای، از جمله فرآیندهای بدون درز و جوش داده شده را فراهم میکند. در فرآیند جوشکاری، روشهای متداول عبارتند از:LSAW(SAWL)، SSAW (HSAW) ونیروی کار اضطراری (ERW).

لولههای فولادی جوش داده شده LSAW عمدتاً با تشکیل صفحات فولادی به صورت لوله با استفاده از فرآیند قالبگیری JCOE و به دنبال آن جوشکاری با استفاده از قوس زیرپودری دو طرفه (DSAW) فناوری جوشکاری، و از طریق تعدادی بازرسی و عملیات نهایی شده است.
چگونه فرآیند تولید مناسب را انتخاب میکنید؟ تفاوتها و مزایای لوله فولادی بدون درز، LSAW، جوشکاری قوس زیرپودری و جوشکاری قوس زیرپودری چیست؟ و محدوده اندازه هر فرآیند چقدر است؟ برای مشاهده آن میتوانید روی لینک زیر کلیک کنید.
کیفیتهای جیآر،J0، J2 و K2 -داغ تمام شده;
کیفیتهای N و NL - نرمالشده. نرمالشده شامل نورد نرمالشده نیز میشود.
| Sدرجه تیل | نوع دیاکسیداسیونa | درصد جرمی، حداکثر | |||||||
| C (کربن) | Si (سیلیکون) | Mn (منگنز) | P (فسفر) | S (گوگرد) | نب، ج (نیتروژن) | ||||
| نام فولاد | شماره فولاد | ضخامت مشخص شده (میلی متر) | |||||||
| ≤40 | >40≤120 | ||||||||
| S275J0H | ۱.۰۱۴۹ | FN | ۰.۲۰ | ۰.۲۲ | — | ۱.۵ | ۰.۰۳۵ | ۰.۰۳۵ | ۰.۰۰۹ |
aFN = استفاده از فولاد لبهدار مجاز نیست؛
bتجاوز از مقادیر مشخص شده مجاز است، مشروط بر اینکه به ازای هر افزایش 0.001٪ نیتروژن، حداکثر مقدار فسفر نیز 0.005٪ کاهش یابد. با این حال، مقدار نیتروژن در آنالیز ریختهگری نباید بیش از 0.012٪ باشد.
cاگر ترکیب شیمیایی حداقل مقدار کل آلومینیوم 0.020٪ با حداقل نسبت Al/N 2:1 را نشان دهد، یا اگر سایر عناصر اتصال دهنده N به مقدار کافی وجود داشته باشند، حداکثر مقدار برای نیتروژن اعمال نمیشود. عناصر اتصال دهنده N باید در سند بازرسی ثبت شوند.
خواص مکانیکی BS EN 10210 شامل استحکام تسلیم، استحکام کششی، ازدیاد طول و خواص ضربهای است.
مقاطع توخالی باید دارای سطح صافی مطابق با روش تولید مورد استفاده باشند؛ برآمدگیها، حفرهها یا شیارهای طولی کمعمق ناشی از فرآیند تولید مجاز هستند، مشروط بر اینکه ضخامت در محدوده مجاز باشد.
سطوح لولههای فولادی مطابق با استاندارد EN 10210 برای گالوانیزه گرم مناسب هستند.
استاندارد EN 10210 تست فشار هیدرواستاتیک لولههای فولادی را الزامی نمیداند.
زیرا محصولات استاندارد EN 10210 عمدتاً برای اهداف سازهای استفاده میشوند و نه برای سیستمهای لولهکشی که نیاز به تحت فشار قرار گرفتن دارند.
در صورت نیاز به آزمایش فشار هیدرواستاتیک، میتوان به استانداردهای EN 10216 (لولههای فولادی بدون درز) یا EN 10217 (لولههای فولادی جوش داده شده) مراجعه کرد.
در استاندارد هیچ الزام اجباری برای انجام NDT روی لولههای فولادی توخالی وجود ندارد.
در صورت انجام NDT بر روی لولههای فولادی جوش داده شده، میتوان به الزامات زیر اشاره کرد.
مقاطع جوش داده شده برقی
برای لولههای فولادی با مقطع گرد و توخالی، از روش ERW استفاده میشود.
برای آزمایش میتوانید یکی از روشهای تجربی زیر را انتخاب کنید.
الف) مطابق با استاندارد EN 10246-3 تا سطح پذیرش E4، با این استثنا که تکنیک چرخش لوله/سیمپیچ پنکیکی مجاز نیست؛
ب) EN 10246-5 تا سطح پذیرش F5؛
ج) EN 10246-8 تا سطح پذیرش U5.
مقاطع جوش داده شده با قوس زیرپودری
برای لولههای فولادی توخالی گرد، از LSAW و SSAW استفاده میشود.
درز جوش مقاطع توخالی جوشکاری شده با قوس زیرپودری باید یا مطابق با استاندارد EN 10246-9 تا سطح پذیرش U4 یا با رادیوگرافی مطابق با استاندارد EN 10246-10 با کلاس کیفیت تصویر R2 آزمایش شود.
برای اطلاعات بیشتر در مورد الزامات مربوط به تلرانسهای ابعادی،لطفا برای اطلاعات بیشتر اینجا کلیک کنید.
EN 10025 - S275J0؛
JIS G3106 - SM400B؛
CSA G40.21 - 300 وات؛
هنگام انتخاب معادل EN 10210 S275J0H، باید مقایسه دقیقی از ترکیب شیمیایی و خواص مکانیکی انجام شود تا اطمینان حاصل شود که ماده انتخاب شده الزامات خاص پروژه را برآورده میکند.
از زمان تأسیس آن در سال ۲۰۱۴،فولاد بوتاپبه یک تامین کننده پیشرو لوله های فولادی کربنی در شمال چین تبدیل شده است که به خاطر خدمات عالی، محصولات با کیفیت بالا و راه حل های جامع شناخته شده است.
این شرکت انواع لولههای فولادی کربنی و محصولات مرتبط، از جمله لولههای فولادی بدون درز، ERW، LSAW و SSAW، و همچنین طیف کاملی از اتصالات و فلنجهای لوله را ارائه میدهد. محصولات تخصصی آن همچنین شامل آلیاژهای درجه بالا و فولادهای ضد زنگ آستنیتی است که متناسب با نیازهای پروژههای مختلف خط لوله طراحی شدهاند.















