



استاندارد جی ۳۴۵۵یک استاندارد صنعتی ژاپنی (JIS) برای خدمات فشار بالا در دمای ۳۵۰ درجه سانتیگراد یا کمتر، عمدتاً برای قطعات مکانیکی است.
لوله فولادی STS370لولهای فولادی با حداقل استحکام کششی ۳۷۰ مگاپاسکال و حداقل استحکام تسلیم ۲۱۵ مگاپاسکال است که میزان کربن آن بیش از ۰.۲۵٪ و میزان سیلیکون آن بین ۰.۱۰٪ تا ۰.۳۵٪ نیست و عمدتاً در کاربردهایی که نیاز به استحکام بالا و جوشپذیری خوب دارند، مانند سازههای ساختمانی، پلها، مخازن تحت فشار و اجزای کشتی استفاده میشود.
استاندارد JIS G 3455 سه درجه دارد.STS370، STS410، STA480.
قطر خارجی 10.5-660.4 میلیمتر (6-650A) (1/8-26B).
لولهها باید از ... ساخته شوندفولاد کشته شده.
فولاد کشتهشده فولادی است که قبل از ریختهگری به شمش یا اشکال دیگر، کاملاً اکسیژنزدایی شده است. این فرآیند شامل افزودن یک عامل اکسیژنزدا مانند سیلیکون، آلومینیوم یا منگنز به فولاد قبل از انجماد آن است. اصطلاح "کشتهشده" نشان میدهد که هیچ واکنش اکسیژنی در فولاد در طول فرآیند انجماد رخ نمیدهد.
با حذف اکسیژن، فولاد کشتهشده از تشکیل حبابهای هوا در فولاد مذاب جلوگیری میکند و در نتیجه از تخلخل و حبابهای هوا در محصول نهایی جلوگیری میکند. این امر منجر به فولادی همگنتر و متراکمتر با خواص مکانیکی برتر و یکپارچگی ساختاری میشود.
فولاد آرام به ویژه برای کاربردهایی که نیاز به کیفیت و دوام بالا دارند، مانند مخازن تحت فشار، سازههای بزرگ و خطوط لوله با الزامات کیفیت بالا، مناسب است.
با استفاده از فولاد کشته شده برای تولید لولهها، میتوانید از عملکرد بهتر و عمر طولانیتر، به ویژه در محیطهایی که تحت فشار و بارهای سنگین قرار دارند، مطمئن باشید.
با استفاده از یک فرآیند تولید یکپارچه همراه با یک روش پرداخت نهایی تولید شده است.

لوله فولادی بدون درز گرم پرداخت شده: SH؛
لوله فولادی بدون درز سرد پرداخت شده: SC.
برای فرآیند تولید بدون درز، میتوان آن را تقریباً به لولههای فولادی بدون درز با قطر خارجی بیش از 30 میلیمتر با استفاده از تولید با پرداخت گرم و 30 میلیمتر با استفاده از تولید با پرداخت سرد تقسیم کرد.
در اینجا جریان تولید لوله بدون درز با پرداخت گرم آمده است.


آنیل کردن در دمای پایین عمدتاً برای بهبود کارایی مواد، کاهش سختی و بهبود چقرمگی استفاده میشود و برای فولاد سردکار مناسب است.
نرمالسازی برای بهبود استحکام و چقرمگی مواد استفاده میشود، به طوری که فولاد برای مقاومت در برابر تنش مکانیکی و خستگی مناسبتر است و اغلب برای بهبود عملکرد فولاد سردکار استفاده میشود.
از طریق این فرآیندهای عملیات حرارتی، ساختار داخلی فولاد بهینه شده و خواص آن بهبود مییابد و آن را برای استفاده در کاربردهای صنعتی دشوار مناسبتر میکند.
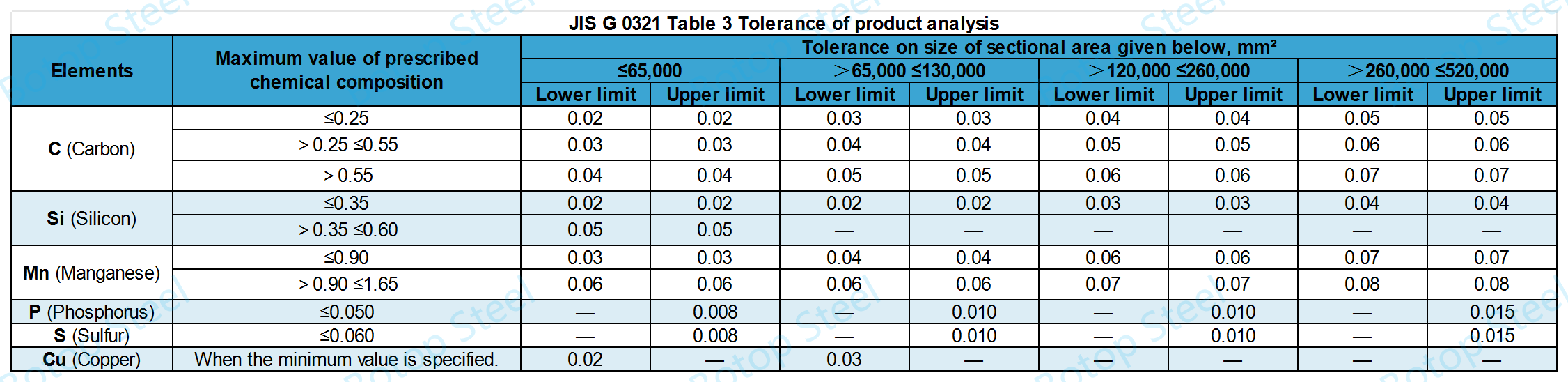
آنالیز حرارتی باید مطابق با JIS G 0320 باشد. آنالیز محصول باید مطابق با JIS G 0321 باشد.
| درجه | سی (کربن) | سی (سیلیکون) | منگنز (Mn) | فسفر (P) | گوگرد (سولفور) |
| استیاس۳۷۰ | حداکثر 0.25٪ | ۰.۱۰-۰.۳۵٪ | ۰.۳۰-۱.۱۰٪ | حداکثر 0.35٪ | حداکثر 0.35٪ |
تجزیه و تحلیل گرماعمدتاً با هدف آزمایش ترکیب شیمیایی مواد اولیه انجام میشود.
با تجزیه و تحلیل ترکیب شیمیایی مواد اولیه، میتوان مراحل و شرایط فرآوری مورد نیاز در فرآیند تولید، مانند پارامترهای عملیات حرارتی و افزودن عناصر آلیاژی را پیشبینی و تنظیم کرد.
تجزیه و تحلیل محصولترکیب شیمیایی محصولات نهایی را تجزیه و تحلیل میکند تا انطباق و کیفیت محصول نهایی را تأیید کند.
آنالیز محصول تضمین میکند که تمام تغییرات، اضافات یا هرگونه ناخالصی احتمالی در محصول در طول فرآیند تولید تحت کنترل بوده و محصول نهایی مطابق با مشخصات فنی و الزامات کاربردی باشد.
طبق استاندارد JIS G 3455، مقادیر آنالیز محصول نه تنها باید با الزامات عناصر جدول فوق مطابقت داشته باشد، بلکه محدوده تلرانس نیز باید با الزامات جدول 3 استاندارد JIS G 3021 مطابقت داشته باشد.
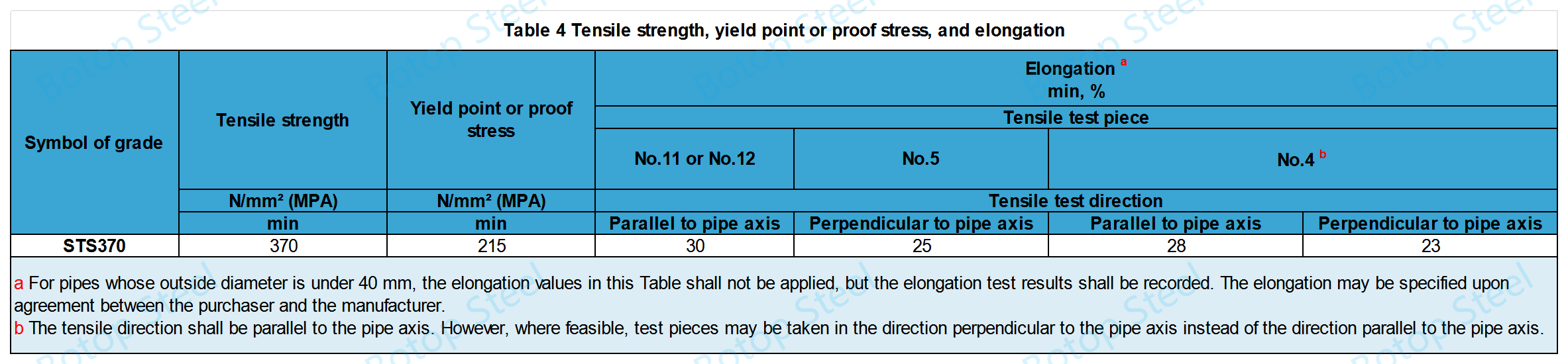
مقادیر افزایش طول برای قطعه آزمایشی شماره ۱۲ (موازی با محور لوله) و قطعه آزمایشی شماره ۵ (عمود بر محور لوله) که از لولههایی با ضخامت دیواره کمتر از ۸ میلیمتر گرفته شدهاند.
| نماد درجه | قطعه آزمایشی مورد استفاده | کشیدگی دقیقه، % | ||||||
| ضخامت دیواره | ||||||||
| > ۱ ≤۲ میلیمتر | > ۲ ≤۳ میلیمتر | > ۳ ≤۴ میلیمتر | > ۴ ≤۵ میلیمتر | > ۵ ≤۶ میلیمتر | > ۶ ≤۷ میلیمتر | > 7 < 8 میلیمتر | ||
| استیاس۳۷۰ | شماره ۱۲ | 21 | 22 | 24 | 26 | 27 | 28 | 30 |
| شماره ۵ | 16 | 18 | 19 | 20 | 22 | 24 | 25 | |
| مقادیر ازدیاد طول در این جدول با کم کردن ۱.۵٪ از مقدار ازدیاد طول داده شده در جدول ۴ به ازای هر ۱ میلیمتر کاهش ضخامت دیواره از ۸ میلیمتر، و با گرد کردن نتیجه به یک عدد صحیح طبق قانون A از JIS Z 8401 بدست میآیند. | ||||||||
آزمایش مسطح شدن میتواند حذف شود، مگر اینکه خریدار طور دیگری مشخص کرده باشد.
نمونه را در دستگاه قرار دهید و آن را صاف کنید تا فاصله بین دو سکو به مقدار مشخص شده H برسد. سپس نمونه را از نظر ترک خوردگی بررسی کنید.
هنگام آزمایش مقاومت بحرانی لوله جوش داده شده، خط بین جوش و مرکز لوله عمود بر جهت فشرده سازی است.
H=(1+e)t/(e+t/D)
H: فاصله بین صفحات (میلیمتر)
t: ضخامت دیواره لوله (میلیمتر)
D: قطر خارجی لوله (میلیمتر)
ای:ثابت تعریف شده برای هر درجه از لوله.۰.۰۸ برای STS370: ۰.۰۷ برای STS410 و STS480.
مناسب برای لولههایی با قطر خارجی ≤ 50 میلیمتر.
نمونه باید در حالت خمیدگی ۹۰ درجه و با قطر داخلی ۶ برابر قطر خارجی لوله، عاری از ترک باشد.
زاویه خمش باید در ابتدای خمش اندازهگیری شود.
هر لوله فولادی نیاز به آزمایش هیدرواستاتیک یا غیر مخرب دارد.برای اطمینان از کیفیت و ایمنی لوله و رعایت استانداردهای استفاده.
تست هیدرولیک
اگر فشار تست مشخص نشده باشد، حداقل فشار تست هیدرو باید مطابق با جدول لوله تعیین شود.
| ضخامت دیواره اسمی | 40 | 60 | 80 | ۱۰۰ | ۱۲۰ | ۱۴۰ | ۱۶۰ |
| حداقل فشار تست هیدرولیک، مگاپاسکال | ۶.۰ | ۹.۰ | 12 | 15 | 18 | 20 | 20 |
وقتی ضخامت دیواره قطر خارجی لوله فولادی مقدار استانداردی در جدول وزن لوله فولادی نباشد، لازم است از فرمول برای محاسبه مقدار فشار استفاده شود.
P=دومین/D
Pفشار تست (مگاپاسکال)
tضخامت دیواره لوله (میلیمتر)
Dقطر خارجی لوله (میلیمتر)
s: ۶۰٪ حداقل مقدار نقطه تسلیم یا تنش تسلیم داده شده.
هنگامی که حداقل فشار تست هیدرواستاتیک شماره طرح انتخاب شده از فشار تست P که توسط فرمول بدست میآید بیشتر شود، به جای انتخاب حداقل فشار تست هیدرواستاتیک در جدول بالا، فشار P به عنوان حداقل فشار تست هیدرواستاتیک استفاده میشود.
آزمایش غیر مخرب
آزمایش غیر مخرب لولههای فولادی باید توسط ... انجام شود.آزمایش اولتراسونیک یا جریان گردابی.
برایاولتراسونیکویژگیهای بازرسی، سیگنال حاصل از یک نمونه مرجع حاوی استاندارد مرجع کلاس UD مطابق با مشخصات مندرج دراستاندارد جی آی اس جی ۰۵۸۲باید به عنوان سطح هشدار در نظر گرفته شود و سیگنال پایهای برابر یا بزرگتر از سطح هشدار داشته باشد.
حساسیت تشخیص استاندارد برایجریان گردابیمعاینه باید در دسته بندی EU، EV، EW یا EX مشخص شده دراستاندارد جی آی اس جی ۰۵۸۳و هیچ سیگنالی معادل یا بزرگتر از سیگنالهای نمونه مرجع حاوی استاندارد مرجع آن دسته وجود نخواهد داشت.
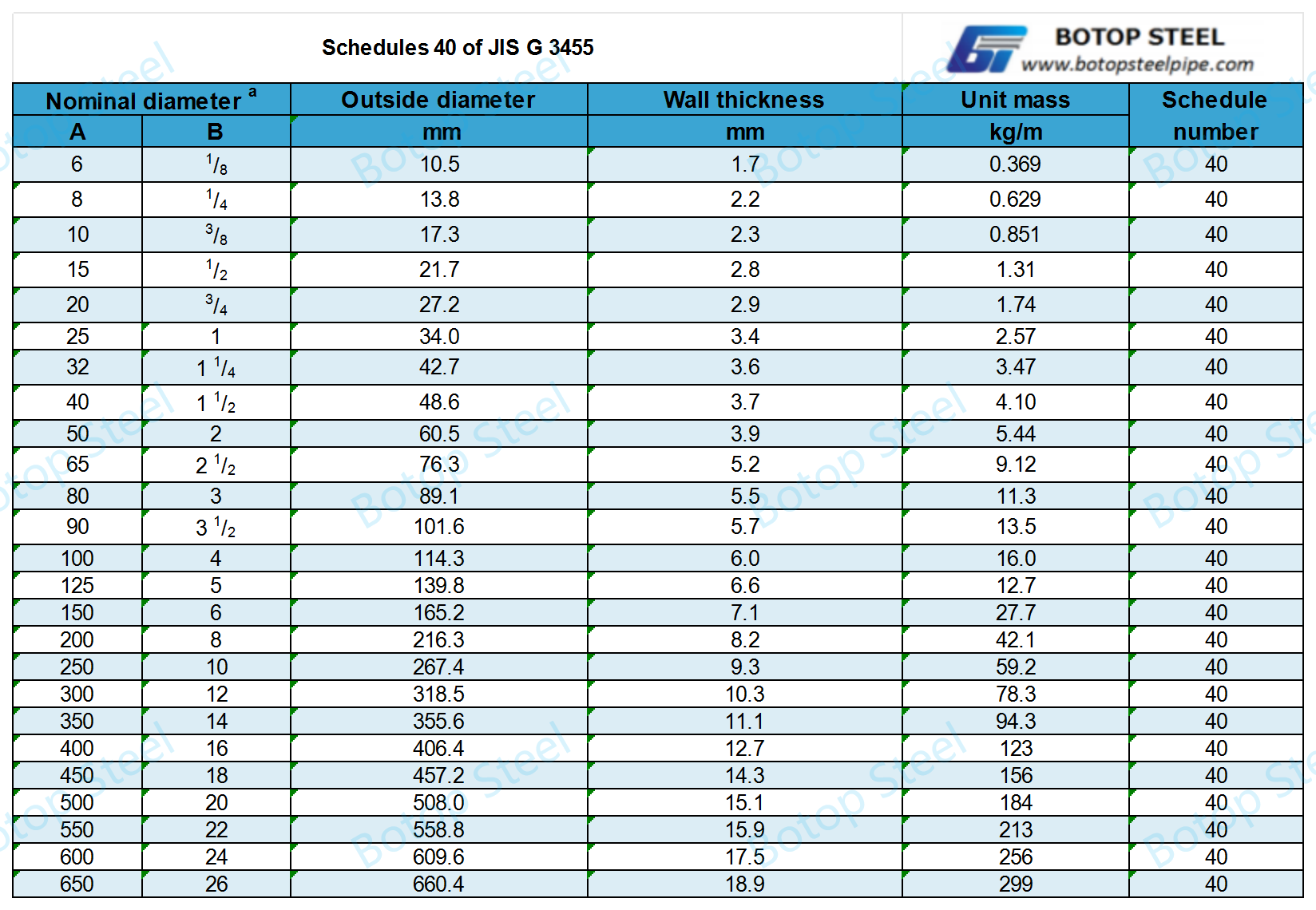
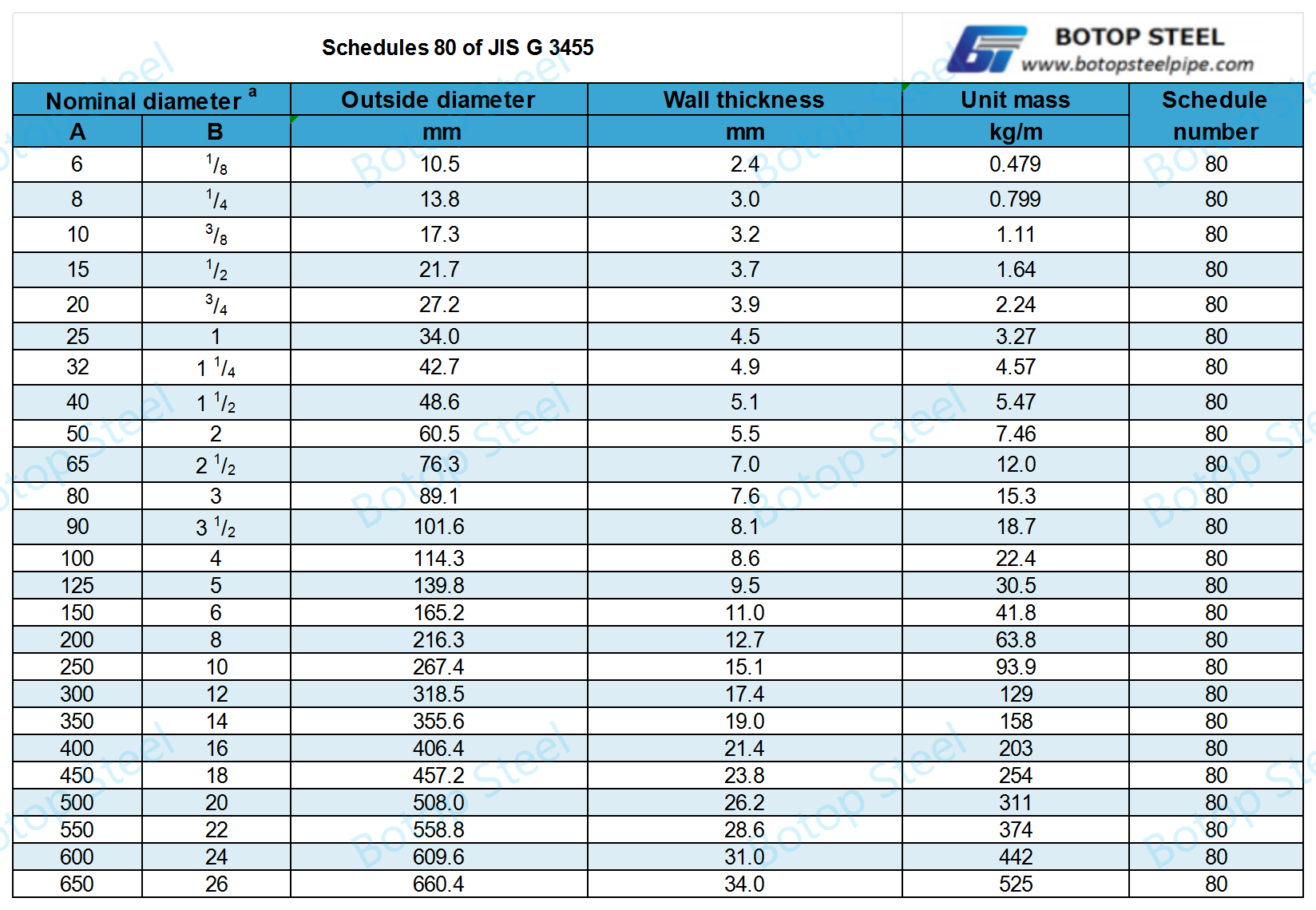
برای اطلاعات بیشترنمودارهای وزن لوله و برنامههای لولهکشیدر داخل استاندارد، میتوانید کلیک کنید.
لوله رده ۴۰ برای کاربردهای فشار پایین تا متوسط ایدهآل است زیرا ضخامت دیواره متوسطی دارد که از وزن و هزینه اضافی جلوگیری میکند و در عین حال استحکام کافی را تضمین میکند.
لولههای رده ۸۰ به دلیل توانایی تحمل فشارهای بالاتر و ضربات مکانیکی قویتر به دلیل ضخامت دیواره ضخیمتر، که ایمنی، امنیت و دوام بیشتری را فراهم میکند، به طور گسترده در محیطهای صنعتی که نیاز به جابجایی فشار بالا دارند، مانند سیستمهای فرآوری شیمیایی و لولهکشی انتقال نفت و گاز، مورد استفاده قرار میگیرند.
هر لوله باید با اطلاعات زیر برچسب گذاری شود.
الف)نماد درجه;
ب)نماد روش تولید;
ج)ابعادمثال 50AxSch80 یا 60.5x5.5؛
د)نام سازنده یا برند شناسایی کننده.
وقتی قطر خارجی هر لوله کوچک است و علامتگذاری هر لوله دشوار است، یا وقتی خریدار نیاز دارد که هر دسته لوله علامتگذاری شود، میتوان هر دسته را با روش مناسبی علامتگذاری کرد.
STS370 برای سیستمهای انتقال سیال با فشار کم اما دمای نسبتاً بالا مناسب است.
سیستمهای گرمایشی: در گرمایش شهر یا سیستمهای گرمایش ساختمانهای بزرگ، میتوان از STS370 برای انتقال آب گرم یا بخار استفاده کرد زیرا میتواند در برابر تغییرات فشار و دما در سیستم مقاومت کند.
نیروگاههادر تولید برق، تعداد زیادی لوله بخار فشار بالا مورد نیاز است و STS370 ماده ایدهآلی برای ساخت این لولهها است زیرا میتواند مدت طولانی در محیطهای کاری با دما و فشار بالا مقاومت کند.
سیستمهای هوای فشردهدر خطوط تولید و خودکار، هوای فشرده منبع مهمی از انرژی است و از لوله فولادی STS370 برای ساخت لولهکشی این سیستمها استفاده میشود تا انتقال هوای ایمن و کارآمد تضمین شود.
کاربرد سازهای و ماشینآلات عمومی: به دلیل خواص مکانیکی خوب، STS370 همچنین میتواند در ساخت اجزای مختلف سازهای و مکانیکی، به ویژه در کاربردهایی که مقاومت فشاری خاصی مورد نیاز است، مورد استفاده قرار گیرد.
JIS G 3455 STS370 یک ماده از جنس فولاد کربنی است که در سرویس فشار بالا استفاده میشود. مواد زیر را میتوان معادل یا تقریباً معادل در نظر گرفت:
1. ASTM A53 درجه Bمناسب برای کاربردهای عمومی سازهای و مکانیکی و برای انتقال سیال.
2. API 5L درجه B: برای خطوط لوله انتقال نفت و گاز با فشار بالا.
3. DIN 1629 St37.0: برای مهندسی مکانیک عمومی و ساخت کشتی.
4. EN 10216-1 P235TR1: لوله فولادی بدون درز برای محیط با دما و فشار بالا.
5. ASTM A106 درجه Bلوله فولادی کربنی بدون درز برای سرویس در دمای بالا.
6.ASTM A179لولهها و تیوبهای فولادی نرم سرد کشیده شده بدون درز برای سرویس در دمای پایین.
7. استاندارد DIN 17175 St35.8: مواد لوله بدون درز برای دیگهای بخار و مخازن تحت فشار.
8. EN 10216-2 P235GHلولهها و تیوبهای بدون درز از جنس فولاد غیرآلیاژی و آلیاژی برای محیطهای با دما و فشار بالا.
از زمان تأسیس در سال ۲۰۱۴، شرکت Botop Steel به یکی از تأمینکنندگان پیشرو لولههای فولادی کربنی در شمال چین تبدیل شده است که به خاطر خدمات عالی، محصولات با کیفیت بالا و راهحلهای جامع شناخته میشود. این شرکت انواع لولههای فولادی کربنی و محصولات مرتبط، از جمله لولههای فولادی بدون درز، ERW، LSAW و SSAW و همچنین طیف کاملی از اتصالات لوله و فلنج را ارائه میدهد.
محصولات تخصصی آن همچنین شامل آلیاژهای درجه بالا و فولادهای ضد زنگ آستنیتی است که متناسب با نیازهای پروژههای مختلف خط لوله طراحی شدهاند.















