LSAW-putkion pituussuunnassa hitsattu teräsputki, joka on valmistettu uppokaarihitsaustekniikalla.
LSAW-teräsputkille on ominaista koko putken pituudelta kulkevat pitkittäishitsaukset, jotka työntyvät esiin putken sisä- ja ulkopinnoista.
LSAW-teräsputken etuna on, että sillä voidaan valmistaa suurihalkaisijaisia, paksuseinäisiä ja korkeapaineputkia.
| Nimi | Cangzhou Botop International Co., Ltd. |
| Tiedot | Sijaitsee Cangzhoussa, Kiinassa, kokonaisinvestointi on 500 miljoonaa yuania ja pinta-ala 600 000 neliömetriä |
| Laitteet | Varustettu edistyneellä JCOE-muovausprosessilla ja DSAW-hitsaustekniikalla, täydelliset tuotanto- ja testauslaitteet |
| Tuotantokapasiteetti | Yli 200 000 tonnin vuosituotanto |
| Sertifiointi | API 5L, ISO 9001, ISO 19001, ISO 14001, ISO 45001 jne. |
| Osallistuvat projektit | Ranawalan minivesivoimalaitos; Kauttakulkukaasuputki nro 2 Turkkiin; Ranawalan minivesivoimalaitos; Kaupungin rakennusprojekti jne. |
| Vientimaat | Australia, Indonesia, Kanada, Saudi-Arabia, Dubai, Egypti, Eurooppa ja muut maat ja alueet |
| Edut | LSAW-teräsputkitehdas ja -valmistaja; LSAW-teräsputkien tukkukauppiaat; LSAW-teräsputkien jälleenmyyjät; Suoramyynti tehtaalta, laatutakuu ja halvemmat hinnat. |
Yksinkertaisesti sanottuna,LSAWTuotantoprosessiin kuuluu teräslevyjen käpristäminen putken muotoon ja sitten teräslevyjen reunojen hitsaus yhteen uppokaarihitsauksella teräsputken muodostamiseksi.
Seuraavaksi käymme läpi LSAW-teräsputkien tuotannon tärkeimmät vaiheet ja annamme sinulle selkeän käsityksen prosessista.

1. Levyn tarkastus ja leikkausTeräsputken toteutusstandardeista ja vaadituista mitoista riippuen pätevät levyt leikataan sopiviin kokoihin.
2. Reunan jyrsintäKäsittele teräsputken reuna hitsaukseen sopivaan muotoon, kuten V-muotoon. Tämä vaihe on ratkaisevan tärkeä hitsauksen laadun kannalta.
3. MuodostaminenYrityksemme käyttää JCOE-muovausprosessia, jossa teräslevystä muodostetaan jatkuva putkimainen rakenne valssien ja puristimen avulla.

4.HitsausPutkimaisen rakenteen pitkittäissaumassa teräslevyjen reunat hitsataan jauhekaarihitsauksella teräsputken muodostamiseksi. Tämä on koko prosessin kriittisin vaihe.
5. TarkastusUseat tarkastukset, mukaan lukien teräsputkien 100 %:n rikkomaton testaus ja hydrostaattinen vuototestaus, varmistavat, että lopputuote täyttää standardin vaatimukset.
LSAW-teräsputkien varsinaisessa tuotantoprosessissa on edellä mainittujen keskeisten prosessien lisäksi monia muita hienoja ja monimutkaisia vaiheita. Nämä vaiheet vaativat tarkkaa ohjausta ja tiukkaa laadunvalvontaa, jotta voidaan varmistaa korkealaatuisten ja standardien mukaisten LSAW-teräsputkien tuotanto.
1. Erittäin sopeutumiskykyinenLSAW-teräsputkia käytetään usein korkeissa lämpötiloissa ja paineissa. Asianmukaisella pinnoitteella nämä putket voivat säilyttää luotettavan suorituskyvyn myös äärimmäisissä ilmastoissa ja monimutkaisissa geologisissa olosuhteissa.
2. Hitsauksen laatuKevyesti poratun metallin tuotannossakaksipuolinen uppohitsaus (DSAW)prosessia käytetään. Tämä prosessi varmistaa hitsin täydellisen tunkeutumisen, mikä saavuttaa korkean hitsauslaadun. Hitsi on tasainen ja tasainen, mikä parantaa entisestään teräsputken yleistä suorituskykyä ja luotettavuutta.
3. Suurihalkaisijainen paksuseinäinen teräsputki:
| Lyhenteet | Nimi | Ulkohalkaisija | Seinän paksuus |
| SSAW (HSAW, SAWH) | Spiraalihitsaus upotettuna kaarihitsaukseen | 200–3500 mm | 5–25 mm |
| LSAW (SAWL) | Pituussuuntainen uppokaarihitsaus | 350–1500 mm | 8–80 mm |
| ERW | Sähkövastushitsattu | 20–660 mm | 2–20 mm |
| SMLS | Saumaton | 13,1–660 mm | 2–100 mm |
Kuten yllä olevasta tuotantokoon vertailusta voidaan nähdä, LSAW-teräsputkilla on ilmeisiä etuja suurten halkaisijoiden ja paksuseinäisten teräsputkien tuotannossa, mikä vastaa suurten projektien ja teollisten sovellusten tarpeisiin.
4. Laajasti käytettyLSAW-teräsputkia käytetään laajalti öljyn ja kaasun siirrossa, rakennetekniikassa, sillanrakennuksessa ja muilla aloilla, jotka vaativat erittäin lujia teräsputkia niiden suuren lujuuden ja erinomaisen suorituskyvyn vuoksi.



| Standardi | Käyttö | Luokka |
| API 5L / ISO 3183 | putki | Luokka B, X42, X52, X60, X65, X72 jne. |
| GB/T 9711 | putki | L245, L290, L360, L415, L450 jne. |
| GB/T 3091 | Matalapaineisten nesteiden kuljettaminen | Q195, Q235A, Q235B, Q275A, Q275B jne. |
| ASTM A252 | Paalutusputki | Luokka 1, luokka 2 ja luokka 3 |
| ASTM A500 | Kylmämuovattu rakenneputki | Luokka B, luokka C ja luokka D |
| ASTM A501 | Kuumamuovattu rakenneputki | Luokka A, luokka B ja luokka C |
| EN 10219 | Kylmämuovattu rakenneputki | S275J0H, S275J2H, S355J0H, S355J2H |
| EN 10210 | Kuuma viimeistelty rakenneputki | S275J0H, S275J2H, S355J0H, S355J2H |
Yllä lueteltujen yleisten teräsputkistandardien lisäksi LSAW-prosessilla valmistettujen teräsputkien valmistuksessa käytetään myös teräslevyn materiaalia ja standardia, kuten SS400. Niitä ei ole lueteltu tässä.
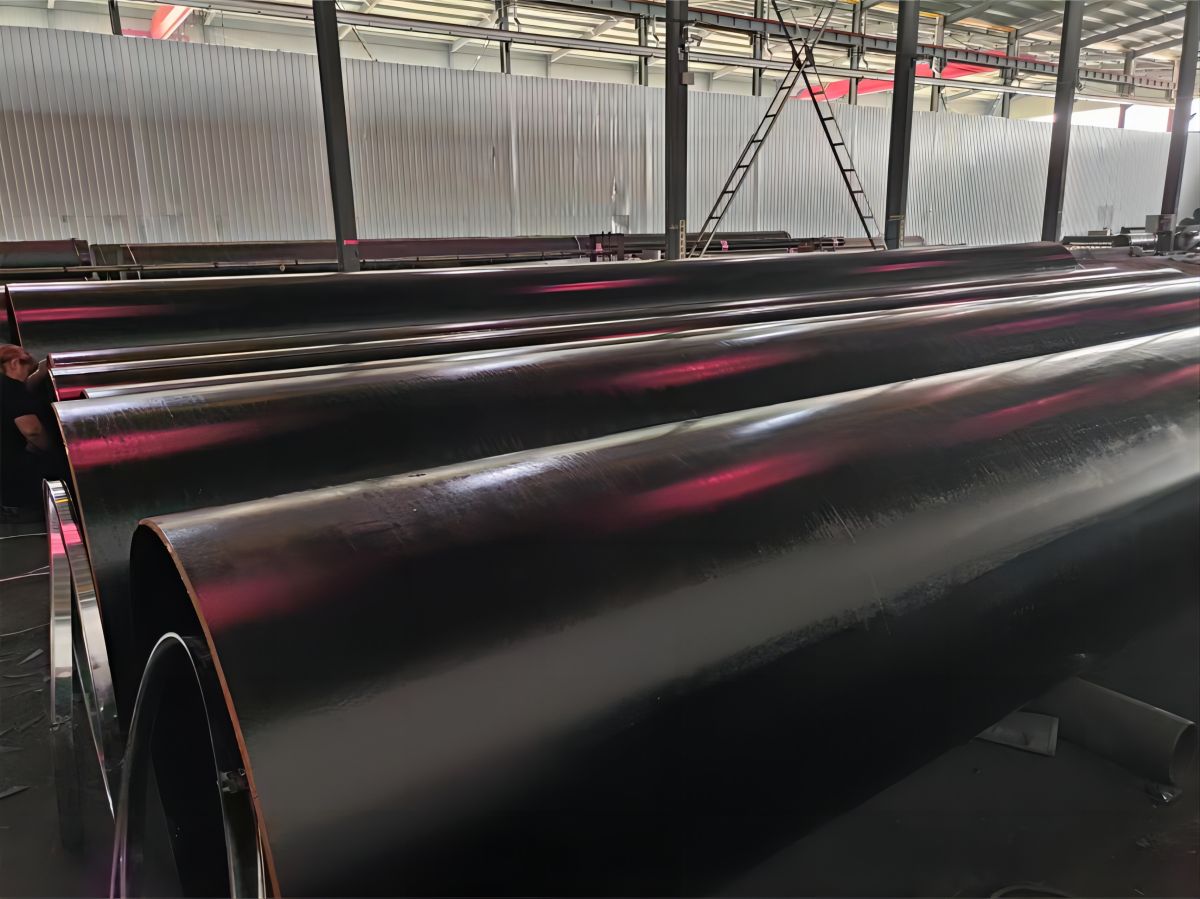
LSAW-teräsputkien sisä- ja ulkopinnat pinnoitetaan usein erilaisten käyttöympäristöjen mukaan.
Nämä pinnoitteet voivat olla väliaikaisia suojapinnoitteita tai pitkäaikaisia korroosionestopinnoitteita. Yleisiä pinnoitetyyppejä ovat mm.maali, galvanointi, 3LPE, FBE,TPEP, epoksikivihiiliterva, jne.
Nämä pinnoitteet suojaavat teräsputkia tehokkaasti korroosiolta, pidentävät niiden käyttöikää ja varmistavat niiden vakauden ja luotettavuuden erilaisissa ympäristöolosuhteissa.


LSAW-teräsputki on tärkeä teollisuusmateriaali. Jotta LSAW-teräsputkien sujuva kierto eri kansallisilla ja alueellisilla markkinoilla voidaan varmistaa, niiden on hankittava useita sertifiointiasiakirjoja tuonnin ja viennin yhteydessä. Yleisiä asiakirjoja ovat mm.API 5L -sertifiointi,ISO 9001 -sertifiointi,ISO 19001 -standardi sertifiointi, ISO 14001 -sertifiointi,ja ISO 45001 -sertifiointi.