
ASTM A106on American Society for Testing Materialin (ASTM) laatima standardispesifikaatio saumattomille hiiliteräsputkille korkean lämpötilan käyttöön.

Navigointipainikkeet
ASTM A106 -laajuus
ASTM A106 -luokka
ASTM A106 raaka-aineet
ASTM A106 saumattomien teräsputkien generointimenetelmä
Kuuma hoito
Kemiallinen koostumus
Mekaaniset ominaisuudet
Testiohjelma
Mittatoleranssit
Pintavaurioiden käsittely
Putkien merkintä
Vaihtoehtoiset materiaalit
ASTM A106:n käyttö
Aiheeseen liittyvät tuotteemme
ASTM A106 -laajuus
Putkityyppi: saumaton teräsputki.
NNimellisputkikoko: Kattaa saumattomat teräsputket DN6-DN1200 (NPS1/8-NPS48).
Seinän paksuus: Seinän paksuuden on täytettävä taulukon 1 erityisvaatimukset.ASME B36.10M.
ASTM A106 -luokka
ASTM A106:lla on kolme teräsputkien laatua: luokka A,Luokka Bja luokka C.
Kolmen laatuluokan tärkein ero on kemiallinen koostumus ja mekaaniset ominaisuudet.
ASTM A106 raaka-aineet
Teräksen on oltava tapettua terästä.
Teräs valmistetaan ensisijaisella sulatusprosessilla, joka voi olla joko avotakka-, happi- tai sähköuuni, mahdollisesti yhdistettynä erilliseen kaasunpoistoon tai raffinointiin.
ASTM A106 saumattomien teräsputkien generointimenetelmä
Saumaton teräsputkivalmistetaan kahdella tavalla: kylmävedetyllä ja kuumaviimeistelyllä.
DN ≤ 40 mm saumattomia teräsputkia voidaan kylmävetää tai kuumaviimeistellä.
DN ≥ 50 mm saumaton teräsputki on kuumaviimeistelty.
Kuuma hoito
Kuumavalmisteinen ASTM A106 -saumaton teräsputki ei vaadi lämpökäsittelyä.
Kylmävedetyt ASTM A106 -saumattomat teräsputket on lämpökäsiteltävä ≥ 650 °C:n lämpötiloissa.
Kemiallinen koostumus
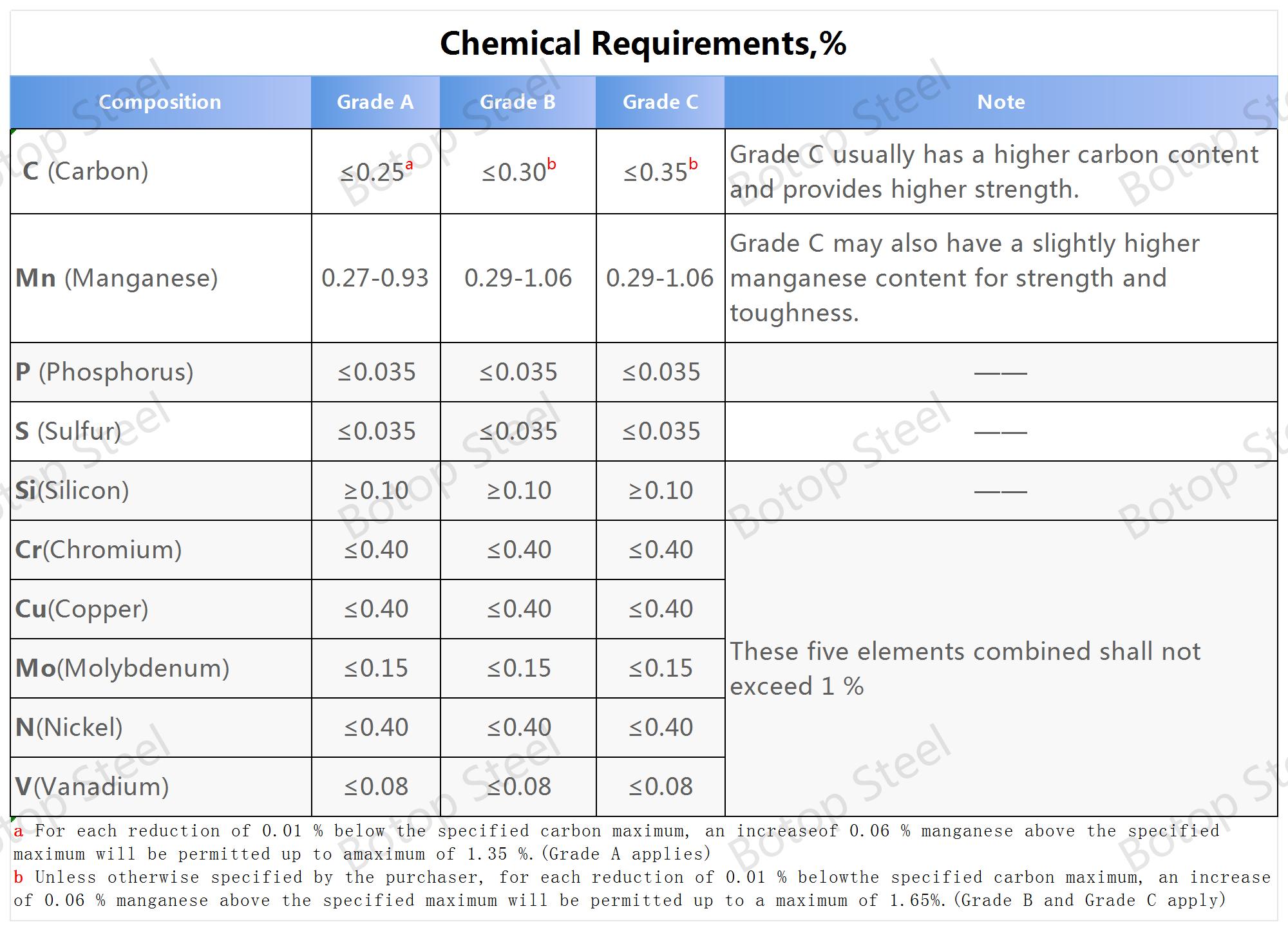
ASTM A106 -luokkien A, B ja C kemiallisessa koostumuksessa suurin ero on C- ja Mn-pitoisuuksien ero. Muiden alkuaineiden pitoisuuksissa eri luokissa voi olla pieniä eroja, mutta yleensä ne pysyvät suhteellisen alhaisina.
Mekaaniset ominaisuudet
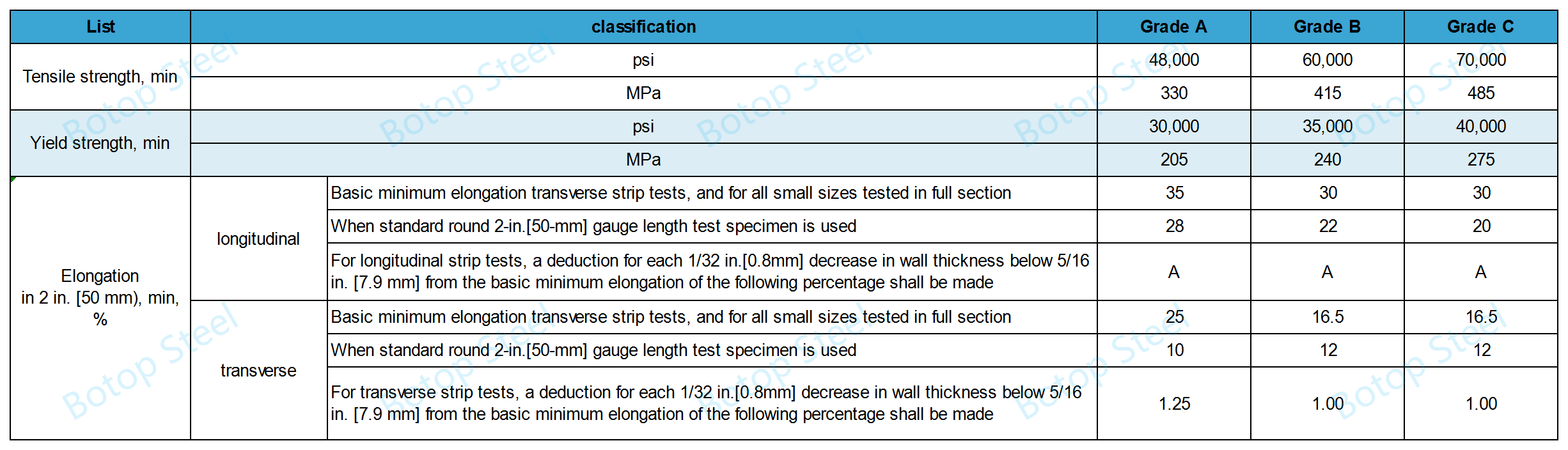
Pienin venymä 50 mm:n (2 tuuman) matkalla määritetään seuraavalla yhtälöllä:
tuuma-pauna-yksiköt:
e=625 000 A0,2/UO.9
SL-yksiköt:
e=1940A0,2/U0,9
e: vähimmäisvenymä 50 mm:ssä, %, pyöristettynä lähimpään 0,5 prosenttiin
A: vetokoenäytteen poikkileikkauspinta-ala, tuumaa2(mm)2) perustuu määritettyyn ulkohalkaisijaan tai nimelliseen näytteen leveyteen ja määritettyyn seinämän paksuuteen,pyöristettynä lähimpään 0,01 tuumaan2(1 mm2).
Jos näin laskettu pinta-ala on yhtä suuri tai suurempi kuin 0,75 tuumaa2(500 mm2), sitten arvo 0,75 tuumaa2(500 mm2) on käytettävä.
U: määritelty vetolujuus, psi (MPa)
Testiohjelma
ASTM A106 sisältää yksityiskohtaiset eritelmät kemialliselle koostumukselle, lämpöanalyysille, mekaanisille ominaisuusvaatimuksille, taivutusvaatimuksille, litistyskokeille, hydrostaattisille testeille ja rikkomattomille sähköisille testeille.
Kemiallinen koostumus / lämpöanalyysi
Lämpöanalyysi on prosessi, jota käytetään teräksen yksittäisten kemiallisten alkuaineiden pitoisuuden määrittämiseen sen varmistamiseksi, että kunkin materiaalierän kemiallinen koostumus täyttää ASTM A106 -standardin vaatimukset.
Kemiallisen koostumuksen määritys perustuu lämpöanalyysiin. Pääpaino on hiilen, mangaanin, fosforin, rikin ja piin pitoisuuksissa, joiden suhteilla on suora vaikutus putken ominaisuuksiin.
Vetolujuusvaatimukset
Putkien on täytettävä tietyt vetolujuus-, myötölujuus- ja venymävaatimukset. Tämä varmistaa putken lujuuden ja sitkeyden korkeissa lämpötiloissa.
Taivutusvaatimukset
Taivutuskokeita käytetään putkien sitkeyden ja plastisen muodonmuutoksen arvioimiseen taivutusjännitysten aikana putken luotettavuuden varmistamiseksi asennuksen ja käytön aikana.
Litistystestit
Litistyskokeita käytetään teräsputkien sitkeyden ja halkeilunkestävyyden arviointiin. Tässä kokeessa putkea litistetään tiettyyn pisteeseen asti ilman halkeilua, jotta voidaan todistaa materiaalin laatu ja prosessointitekniikan pätevyys.
Hydrostaattinen testi
Hydrostaattinen testaus on tärkeä vaihe teräsputken paineenkestokyvyn tarkistamisessa. Siinä käytetään standardin vaatimaa painetta suurempaa painetta putken rakenteellisen eheyden ja vuotojen puuttumisen varmistamiseksi.
Rikkomaton sähköinen testi
Rikkomatonta sähköistä testausta (esim. ultraäänitestausta tai sähkömagneettista testausta) käytetään teräsputkien sisäisten ja pintavirheiden, kuten halkeamien, sulkeumien tai reikien, tunnistamiseen tuotteen laadun varmistamiseksi.
Mittatoleranssit
Massa
Putken todellisen massan tulisi olla luokkaa97,5–110 %määritellystä massasta.
NPS 4:n [DN 100] ja sitä pienemmät putket voidaan punnita sopivissa erissä;
NPS 4:ää [DN 100] suuremmat putket on punnittava erikseen.
Ulkohalkaisija
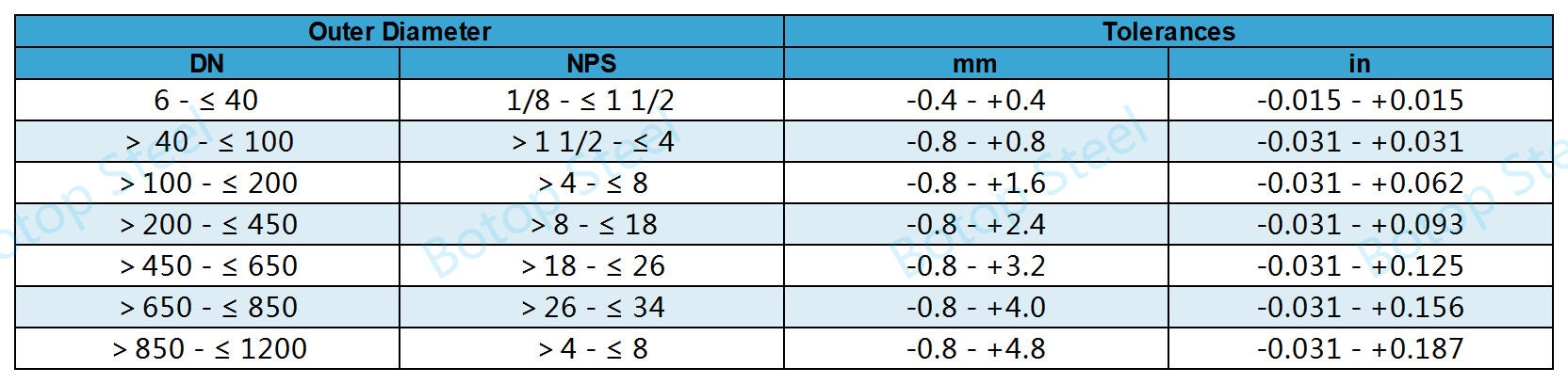
Yli 250 mm:n (10 tuuman) ulkohalkaisijan omaavien putkien kohdalla, jos vaaditaan suurempaa ulkohalkaisijan tarkkuutta, sallittu ulkohalkaisijan vaihtelu on ±1 %.
Jos sisähalkaisijaltaan yli 250 mm (10 tuumaa) oleville putkille vaaditaan suurempaa sisähalkaisijan tarkkuutta, sallittu sisähalkaisijan vaihtelu on ±1 %.
Paksuus
Minimiseinän paksuus = 87,5 % määritellystä seinämän paksuudesta.
Pituus
Yksi satunnainen pituus4,8–6,7 m [16–22 jalkaa].Pituudesta 5 % saa olla alle 4,8 m [16 jalkaa], mutta vähintään 3,7 m [12 jalkaa].
Tuplasatunnaiset pituudetKeskimääräinen vähimmäispituus on 10,7 m [35 jalkaa] ja vähimmäispituus 6,7 m [22 jalkaa].Viisi prosenttia pituudesta saa olla alle 6,7 metriä [22 jalkaa], mutta vähintään 4,8 metriä [16 jalkaa].
Pintavaurioiden käsittely
Vikojen määrittäminen
Kun putkissa esiintyy pintavikoja, jotka ylittävät 12,5 % nimellisseinämän paksuudesta tai ylittävät vähimmäisseinämän paksuuden, viat on poistettava hiomalla, kunhan jäljelle jäävä seinämän paksuus on 87,5 % tai enemmän määritellystä paksuusarvosta.
Vahingottomia vikoja
Jotta pintakäsittely olisi prosessivaatimusten mukainen, seuraavat vahingoittamattomat viat on poistettava hiomalla:
1. Mekaaniset jäljet ja hiertymät – kuten kaapelijäljet, lommot, ohjainten jäljet, vierintäjäljet, kuulan naarmut, painaumat ja muotin jäljet sekä kuopat, joista minkään syvyys ei saa ylittää 1,6 mm:ä.
2. Visuaalisia epätäydellisyyksiä, enimmäkseen kuoria, saumoja, limityksiä, repeämiä tai viiltoja, jotka ovat syvempiä kuin 5 prosenttia nimellisestä seinämän paksuudesta.
Viankorjaus
Kun vikoja tai vikoja poistetaan hiomalla, on säilytettävä sileä kaareva pinta ja putken seinämän paksuuden on oltava vähintään 87,5 % määritellystä paksuusarvosta.
Korjaushitsaukset tehdään ASTM A530/A530M -standardin mukaisesti.
Putkien merkintä
Jokainen ASTM A106 -teräsputki on merkittävä valmistajan tunnistetiedoilla, erittelyluokalla, mitoilla ja aikataulun luokituksella helpon tunnistamisen ja jäljitettävyyden varmistamiseksi.
Hydrostaattisessa tai rikkomattomassa sähkökoemerkinnässä on noudatettava seuraavia sääntöjä:

| Vesi | NDE | Merkintä |
| Kyllä | No | Testipaine |
| No | Kyllä | NDE |
| No | No | NH |
| Kyllä | Kyllä | Testipaine/NDE |
ASTM A106:n käyttö
Öljy- ja kaasuteollisuus:Putkistojärjestelmiä käytetään öljyn, kaasun ja muiden nesteiden kuljettamiseen.
Voimalaitokset:Käytetään lämmönvaihdinputkistona ja ylikuumentimen putkistona kattiloissa korkean lämpötilan höyryn ja kuuman veden siirtämiseen.
Kemianteollisuus:Käytetään kemiantehtaissa putkistona kestämään korkean lämpötilan kemiallisia reaktiotuotteita.
Rakentaminen ja rakentaminen:Rakennusten lämmitys- ja höyryjärjestelmien putkistot.
LaivanrakennusLaivojen korkeapainehöyryjärjestelmien komponentit.
Koneiden valmistusKäytetään koneissa ja laitteissa, jotka vaativat korkeaa lämpötilaa tai painetta.


Aiheeseen liittyvät tuotteemme
Olemme yksi Kiinan johtavista hitsattujen hiiliteräsputkien ja saumattomien teräsputkien valmistajista ja toimittajista. Meillä on laaja valikoima korkealaatuisia teräsputkia varastossa. Olemme sitoutuneet tarjoamaan sinulle täyden valikoiman teräsputkiratkaisuja. Jos haluat lisätietoja tuotteesta, ota rohkeasti yhteyttä, autamme sinua löytämään parhaat teräsputkivaihtoehdot tarpeisiisi!
Tunnisteet: astm a106, a106, saumaton, toimittajat, valmistajat, tehtaat, jälleenmyyjät, yritykset, tukkumyynti, osto, hinta, tarjous, irtotavarana, myytävänä, hinta.
Julkaisun aika: 02.03.2024