
| Nom du produit | Tuyau en acier au carbone sans soudure / tuyau en acier doux |
| Standard | ASTM A106, ASTM A53, API 5L Gr.B, DIN 17175, DIN 1629 |
| Diamètre extérieur : | 13,7 mm - 762 mm |
| Épaisseur de paroi | 2 mm-80 mm |
| Tolérance de diamètre | Contrôle conforme à la norme, diamètre extérieur : ±1 %, poids : ±10 % |
| Matériels | 10#,20#,45#,16Mn,A106(B,C),A53(A,B),API 5L (GR.B,X42/X52/X56/X65) API 5CT(H40,J55,K55,N80,P110),Q235,Q345,ST35.8,ST37,ST42,ST45,ST52 |
| Inspection | ISO, BV, SGS, MTC |
| Emballage | Emballage standard pour l'exportation maritime, ou selon les besoins : 3LPE/3PP/FBE/peinture noire/vernis, feuillard d'acier, emballage 3D/3LPE/3PP/FBE/emballage noir/vernis, ou selon les exigences. |
| Capacité d'approvisionnement | 1000 tonnes métriques/mois |
| MOQ | 5 tonnes métriques, commande d'échantillon acceptée |
| Délai d'expédition | Dans un délai de 7 à 10 jours ouvrables après réception de l'acompte ou de la lettre de crédit |
| Paiements | T/T,LC |
| Capacité | 250 000 tonnes/an |
API 5L Gr. X52NS PSL 2Les tubes en acier sans soudure ACC.To IPS-M-PI-190(3) & NACE MR-01-75 sont toujours utilisés dans un environnement acide, notamment dans les champs pétroliers et gaziers avec du gaz riche en H2S et CO2.



Les tubes en acier sans soudure API 5L X52NS PSL 2, conformes aux normes IPS-M-PI-190(3) et NACE MR-01-75 pour milieux corrosifs, doivent subir un traitement thermique après production et être soumis à des essais HIC et SSC.
Qualité et composition chimique (%)Pour API 5LPSL2
| Standard |
| composition chimique(%) |
|
| ||||
| C | Mn | P | S | Si | V | |||
| API 5L | X52 NS | ≤0,16 | ≤1,65 | ≤0,02 | ≤0,003 | ≤0,45 | V ≤ 0,10 | |
CEⅡW=C+Mn /6+(Cr+Mo+V) /5+(Cu+Ni) /15 ≤0,39
Nb+V+Ti≤0,15%
Nb+V≤0,06%
Lors de l'analyse chimique des produits, deux analyses par coulée d'acier sont effectuées sur des échantillons de produits distincts.
Propriétés mécaniques de l'API 5LX52NSTube en acier sans soudure PSL 2 ACC.To IPS-M-PI-190(3) &NACE MR-01-75 pour service en milieu acide :
| Limite d'élasticité(MPa) | Résistance à la traction(MPa) | Élongation A% |
| MPa | MPa | Allongement (Min ) |
| 36O-530MPa | 460-760 MPa | 20 |
Test de flexion
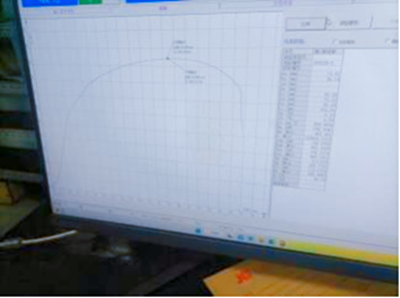
Essai des propriétés mécaniques

Test de dureté
Inspection visuelle et dimensionnelle du tuyau fini : diamètre extérieur, épaisseur, longueur, qualité de surface, rectitude, polissage du tuyau défectueux.
1. Tolérance OD : (-0,75%D,+0,75%D).
Tolérance du diamètre extérieur des extrémités des tuyaux : ±0,005D.
2.Tolérance WT : (+15%t, -12,5%t).
3. Ovalité du corps du tuyau : ±0,020D, Ovalité des extrémités : ±0,015D.
L'épaisseur de paroi en tout point du tuyau doit être supérieure à 87,5 % de l'épaisseur nominale de la paroi.
L'épaisseur de paroi aux extrémités des tuyaux est mesurée à l'aide d'un micromètre.
La mesure de l'épaisseur de paroi du corps du tuyau est effectuée par ultrasons manuels pour WT couvrant 3 anneaux ou sections tout le long du corps du tuyau avec 6 lectures à chaque section.
4. Degré de courbure du corps du tuyau : 0,20 % de la longueur du tuyau. Mesuré avec une ligne tendue.
5. Angle de courbure de l'extrémité du tuyau : Ne doit pas dépasser 3,0 mm sur 1,2 m. Mesuré avec une barre droite.

Inspection du diamètre extérieur

Inspection de l'épaisseur des parois

Inspection finale

Inspection de rectitude

Inspection par ultrasons

Inspection d'apparence
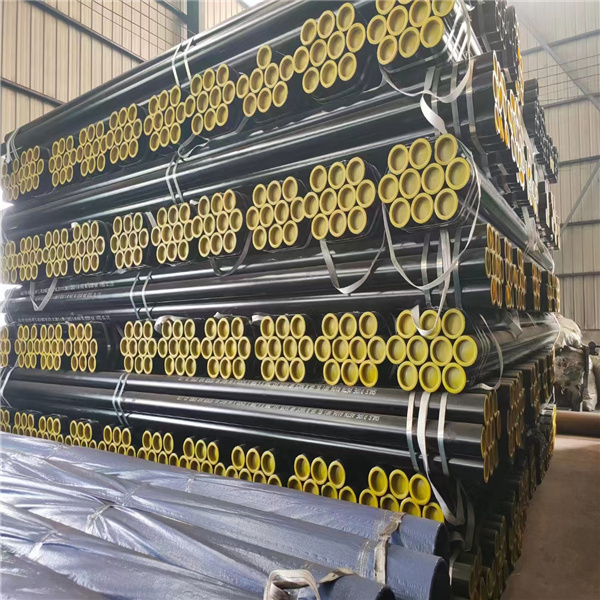
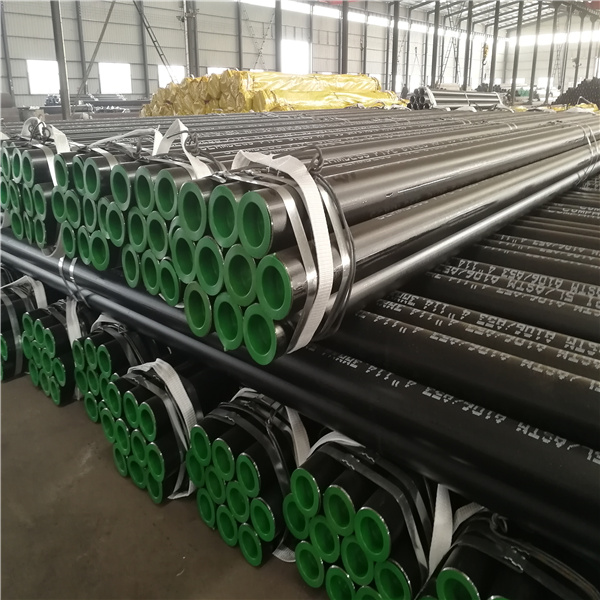
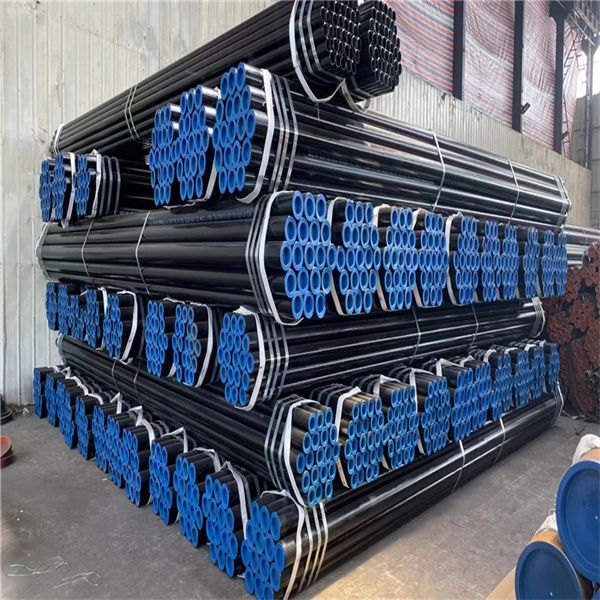
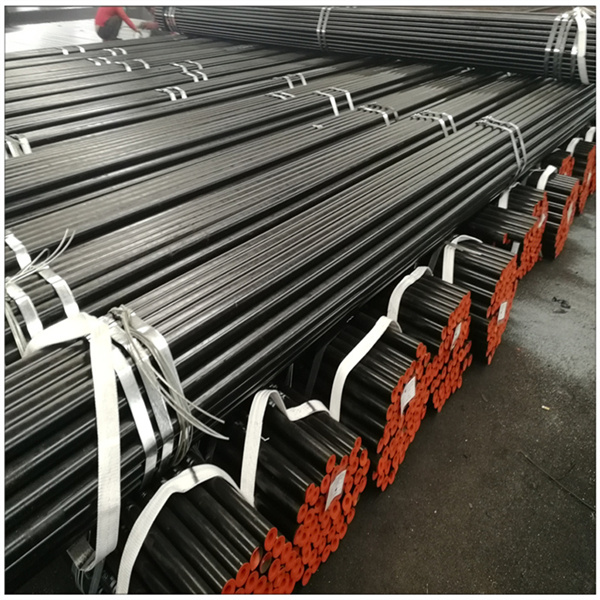
Tuyau nu ou revêtement noir/vernis (selon les exigences du client) ;
6 pouces et moins, en paquets avec deux élingues en coton ;
Les deux extrémités sont munies de protections ;
Extrémité lisse, extrémité biseautée (2" et plus avec extrémités biseautées, degré : 30~35°), filetée et raccordée ;
Marquage.


Livraison de tuyaux sans soudure au Qatar

Livraison de tuyaux sans soudure au Pakistan

Livraison de tuyaux sans soudure vers l'Afrique du Sud

Livraison de tuyaux sans soudure vers l'Équateur