



ASTM A335 P91, également connu sous le nom deASME SA335 P91, est un tube en acier allié ferritique sans soudure pour service à haute température, UNS n° K91560.
Il a un minimumrésistance à la traction de 585 MPa(85 ksi) et un minimumlimite d'élasticité de 415 MPa(60 ksi).
P91Il contient principalement des éléments d'alliage tels que le chrome et le molybdène, auxquels sont ajoutés divers autres éléments d'alliage appartenant à la famille des alliages.acier fortement alliéElle possède donc une résistance exceptionnelle et une excellente résistance à la corrosion.
De plus, le P91 est disponible en deux versions,Type 1etType 2et est couramment utilisé dans les centrales électriques, les raffineries, les installations chimiques, les équipements critiques et les canalisations dans des environnements à haute température et à haute pression.
Les tubes en acier P91 sont classés en deux types, le type 1 et le type 2.
Les deux types sont identiques en termes de propriétés mécaniques et autres exigences telles que le traitement thermique.avec de légères différences dans la composition chimique et les applications spécifiques.
composition chimique: Par rapport au type 1, la composition chimique du type 2 est plus rigoureuse et contient davantage d'éléments d'alliage pour offrir une meilleure résistance à la chaleur et à la corrosion.
ApplicationsGrâce à sa composition chimique optimisée, le type 2 est plus adapté aux températures extrêmement élevées ou aux environnements plus corrosifs, ou aux applications nécessitant une résistance et une durabilité supérieures.
Les tuyaux en acier ASTM A335 doivent êtresans couture.
Le processus de fabrication sans soudure est catégorisé enfinition à chaudettirage à froid.
Vous trouverez ci-dessous un schéma du procédé de finition à chaud.

En particulier, le P91, un tube en acier fortement allié, souvent utilisé dans des environnements difficiles soumis à des températures et des pressions élevées, le tube en acier sans soudure est uniformément contraint et peut être fabriqué en parois épaisses, assurant ainsi une sécurité accrue et une meilleure rentabilité.
P91 Tous les tuyaux doivent être traités thermiquement pour optimiser la microstructure du tuyau, améliorer ses propriétés mécaniques et renforcer sa résistance aux hautes températures et pressions.
| Grade | Type de traitement thermique | Normalisation de la température | Température de trempe |
| P91 Type 1 et Type 2 | normaliser et tempérer ou | 1900 - 1975 ℉ [1040 - 1080 ℃] | 1350 ~ 1470 ℉ [730 - 800 ℃] |
| trempe et revenu | 1900 - 1975 ℉ [1040 - 1080 ℃] | 1350 - 1470 ℉ [730 - 800 ℃] |
Composants chimiques de type 1 du P91
| Grade | Composition, % | ||||||
| P91 Type 1 | C | Mn | P | S | Si | Cr | Mo |
| 0,08 - 0,12 | 0,30 - 0,60 | 0,020 max | 0,010 max | 0,20 - 0,50 | 8h00 - 9h50 | 0,85 - 1,05 | |
| V | N | Ni | Al | Nb | Ti | Zr | |
| 0,18 - 0,25 | 0,030 - 0,070 | 0,40 max | 0,02 max | 0,06 - 0,10 | 0,01 max | 0,01 max | |
Composants chimiques de type 2 du P91
| Grade | Composition, % | ||||||
| Composants chimiques du produit P91 de type 2 | C | Mn | P | S | Si | Cr | Mo |
| 0,07 - 0,13 | 0,30 - 0,50 | 0,020 max | 0,005 max | 0,20 - 0,40 | 8h00 - 9h50 | 0,80 - 1,05 | |
| V | Ni | Al | N | Rapport N/Al | Nb | Ti | |
| 0,16 - 0,27 | 0,20 max | 0,02 max | 0,035 - 0,070 | ≥ 4.0 | 0,05 - 0,11 | 0,01 max | |
| Zr | Sn | Sb | As | B | W | Cu | |
| 0,01 max | 0,01 max | 0,003 max | 0,01 max | 0,001 max | 0,05 max | 0,10 max | |
Avec les deux images ci-dessus, il est facile de voir la différence entre les éléments chimiques de type 1 et de type 2 et leurs restrictions.
1. Propriétés de traction
L'essai de traction est couramment utilisé pour mesurerlimite d'élasticité, résistance à la traction, etallongementn du programme expérimental sur les tubes en acier, et est largement utilisé dans les essais sur les propriétés des matériaux.
| P91 Type 1 et Type 2 | |||
| Résistance à la traction | 85 ksi [585 MPa] min | ||
| limite d'élasticité | 60 ksi [415 MPa] min | ||
| Élongation | exigences d'allongement | Longitudinal | Transversal |
| Allongement en 2 po ou 50 mm (ou 4D), min, %; Allongement minimal de base pour les parois d'une épaisseur de 8 mm (6 po) et plus, essais sur bande, et pour toutes les petites dimensions testées en section complète. | 20 | — | |
| Lorsqu'on utilise un échantillon rond standard de 2 pouces ou 50 mm de longueur de jauge, ou un échantillon de taille proportionnellement plus petite dont la longueur de jauge est égale à 4D (4 fois le diamètre), | 20 | 13 | |
| Pour les essais sur bande, une déduction de pourcentage sera appliquée pour chaque diminution de 1/32 po [0,8 mm] de l'épaisseur de paroi en dessous de 5/16 po [8 mm] par rapport à l'allongement minimal de base. | 1 | — | |
2. Dureté
Différentes méthodes de test de dureté peuvent être utilisées, notamment Vickers, Brinell et Rockwell.
| Grade | Brinell | Vickers | Rockwell |
| P91 Type 1 et Type 2 | 190 - 250 HBW | 196 - 265 HV | 91 HRBW - 25HRC |
Épaisseur de paroi < 0,065 po [1,7 mm] : Aucun test de dureté requis ;
0,065 po [1,7 mm] ≤ épaisseur de paroi <0,200 po [5,1 mm] : le test de dureté Rockwell doit être utilisé ;
Épaisseur de paroi ≥ 0,200 po [5,1 mm] : utilisation facultative du test de dureté Brinell ou du test de dureté Rockwell.
L'essai de dureté Vickers est applicable à toutes les épaisseurs de paroi des tubes. La méthode d'essai est réalisée conformément aux exigences de la norme E92.
3. Test d'aplatissement
Les expériences doivent être menées conformément à la section 20 de la norme ASTM A999.
4. Essai de flexion
Pliez à 180° à température ambiante ; aucune fissure ne doit apparaître à l'extérieur de la partie pliée.
Taille > NPS25 ou D/t ≥ 7,0 : L'essai de flexion doit être effectué sans essai d'aplatissement.
5. P91 Programmes expérimentaux optionnels
Les éléments expérimentaux suivants ne sont pas des éléments de test obligatoires ; le cas échéant, ils peuvent être déterminés par négociation.
S1 : Analyse du produit
S3 : Test d'aplatissement
S4 : Tests de structure métallique et de gravure
S5 : Photomicrographies
S6 : Photomicrographies de pièces individuelles
S7 : Traitement thermique alternatif – Grade P91 Type 1 et Type 2
L’essai hydrostatique P91 doit être conforme aux exigences suivantes.
Diamètre extérieur > 10 po [250 mm] et épaisseur de paroi ≤ 0,75 po [19 mm] : il s'agit d'un test hydrostatique.
Autres dimensions pour les essais électriques non destructifs.
Pour les tubes en acier allié ferritique et en acier inoxydable, la paroi est soumise à une pression d'au moins 10⁻⁵ ...60 % de la limite d'élasticité minimale spécifiée.
La pression d'essai hydraulique doit être maintenue pendant au moins 5ssans fuite ni autres défauts.
Pression hydrauliquepeut être calculé à l'aide de la formule :
P = 2St/D
P = pression d'essai hydrostatique en psi [MPa] ;
S = contrainte de la paroi du tuyau en psi ou [MPa] ;
t = épaisseur de paroi spécifiée, épaisseur de paroi nominale selon le numéro de programme ANSI spécifié ou 1,143 fois l'épaisseur de paroi minimale spécifiée, en pouces [mm] ;
D = diamètre extérieur spécifié, diamètre extérieur correspondant à la taille de tuyau ANSI spécifiée, ou diamètre extérieur calculé en ajoutant 2t (tel que défini ci-dessus) au diamètre intérieur spécifié, en pouces [mm].
Les tuyaux P91 sont inspectés selon la méthode d'essai E213. La norme E213 concerne principalement les essais par ultrasons (UT).
Si cela est spécifiquement spécifié dans la commande, il peut également être inspecté selon la méthode d'essai E309 ou E570.
La norme E309 traite généralement de l'inspection électromagnétique (courants de Foucault), tandis que la norme E570 est une méthode d'inspection impliquant des réseaux de courants de Foucault.
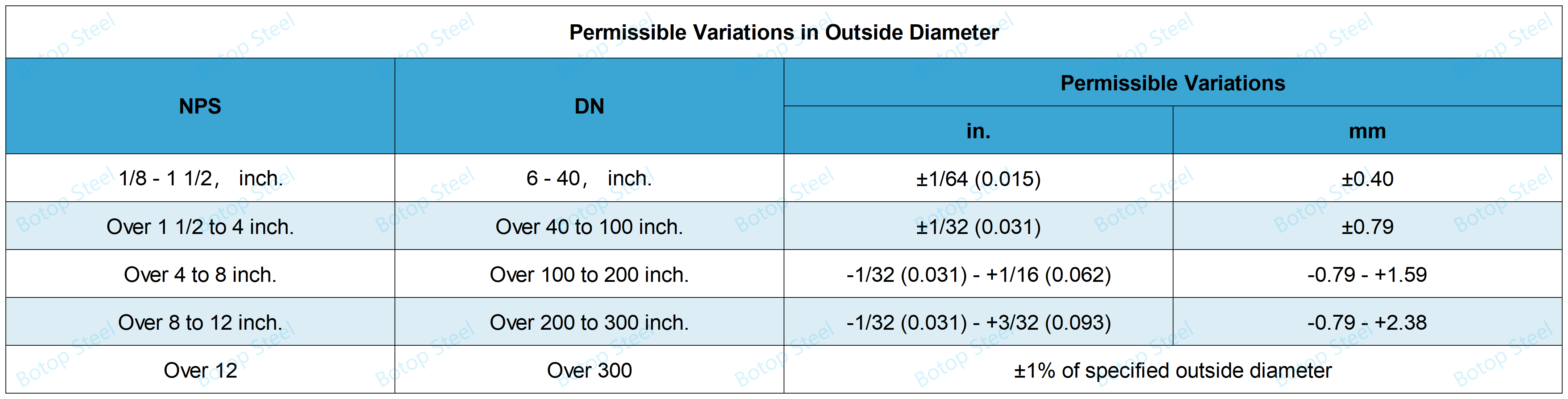
Variations admissibles du diamètre
Pour tuyau commandé àdiamètre intérieur, le diamètre intérieur ne doit pas varier de plus de ±1 % par rapport au diamètre intérieur spécifié.
Tubes commandés enNPS [DN] ou diamètres extérieursLes diamètres extérieurs ne doivent pas varier de plus que ce qui est spécifié dans les tableaux ci-dessous.
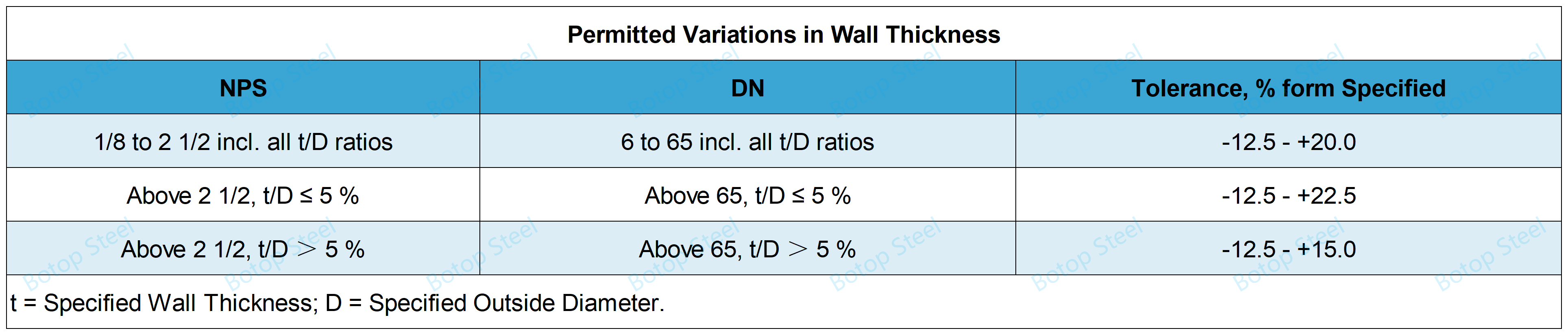
Variations admissibles de l'épaisseur de la paroi
Les mesures d'épaisseur de paroi doivent être effectuées à l'aide d'un pied à coulisse mécanique ou d'un appareil de contrôle non destructif correctement étalonné et présentant une précision appropriée. En cas de litige, la mesure effectuée à l'aide d'un pied à coulisse mécanique prévaudra.
L'épaisseur minimale de paroi et le diamètre extérieur à inspecter pour vérifier la conformité à cette exigence pour le tuyau commandé par NPS [DN] et numéro de série sont indiqués dansASME B36.10M.
Défauts
Les imperfections de surface sont considérées comme des défauts si elles dépassent 12,5 % de l'épaisseur nominale de la paroi ou si elles dépassent l'épaisseur minimale de la paroi.
imperfections
Marques mécaniques, abrasions et piqûres, dont chacune de ces imperfections est plus profonde que 1/16 po [1,6 mm].
Les marques et abrasions sont définies comme des marques de câbles, des éraflures, des marques de guidage, des marques de rouleau, des rayures de billes, des entailles, des marques de matrice, etc.
Réparation
Les défauts peuvent être éliminés par meulage, à condition que l'épaisseur de paroi restante ne soit pas inférieure à l'épaisseur de paroi minimale.
Les réparations peuvent également être effectuées par soudage, mais elles doivent être conformes aux exigences pertinentes de la norme A999.
Toutes les soudures de réparation en P91 doivent être réalisées avec l'un des procédés et consommables de soudage suivants : SMAW, A5.5/A5.5M E90XX-B9 ; SAW, A5.23/A5.23M EB9 + flux neutre ; GTAW, A5.28/A5.28M ER90S-B9 ; et FCAW A5.29/A5.29M E91TI-B9. De plus, la somme des teneurs en Ni+Mn de tous les consommables de soudage utilisés pour les réparations en P91 de type 1 et de type 2 ne doit pas dépasser 1,0 %.
Le tuyau P91 doit être traité thermiquement à 1350-1470 °F [730-800 °C] après réparation de la soudure.
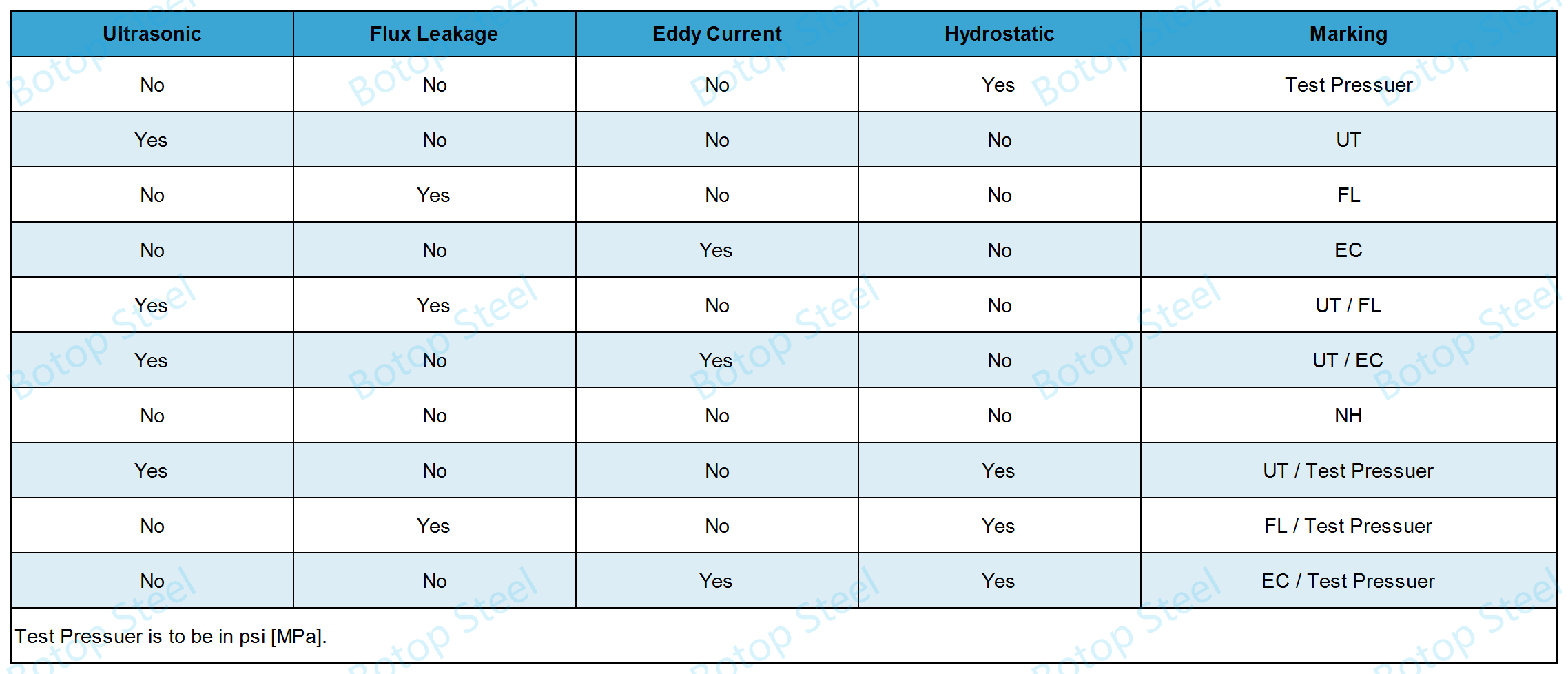
La surface extérieure du tuyau en acier inspecté doit comporter les éléments suivants :
Nom ou marque du fabricant; numéro de norme; qualité; longueur et symbole supplémentaire "S".
Les marquages relatifs à la pression hydrostatique et aux essais non destructifs figurant dans le tableau ci-dessous doivent également être inclus.
Si le tuyau est réparé par soudure, il doit être marqué «WR".
p91 Le type (Type 1 ou Type 2) doit être indiqué.
| ASME | ASTM | EN | GB |
| ASME SA335 P91 | ASTM A213 T91 | EN 10216-2 X10CrMoVNb9-1 | GB/T 5310 10Cr9Mo1VNbN |
Matièrel: tuyau en acier sans soudure ASTM A335 P91 ;
OD: 1/8"- 24";
WT: conformément àASME B36.10exigences;
Calendrier: SCH10, SCH20, SCH30,SCH40, SCH60,SCH80, SCH100, SCH120, SCH140 et SCH160 ;
Identification:STD (standard), XS (extra-fort) ou XXS (double extra-fort) ;
PersonnalisationDes dimensions de tuyaux non standard sont également disponibles, et des dimensions personnalisées sont disponibles sur demande ;
Longueur: Longueurs spécifiques et aléatoires ;
Certification IBRNous pouvons contacter un organisme d'inspection tiers pour obtenir la certification IBR selon vos besoins ; nos organismes d'inspection partenaires sont BV, SGS, TUV, etc.
FinExtrémité plate, biseautée ou composite ;
Surface: Tubes légers, peinture et autres protections temporaires, élimination de la rouille et polissage, galvanisation et revêtement plastique, et autres protections à long terme ;
Emballage: Caisse en bois, cerclage en acier ou en fil d'acier, protection d'extrémité de tuyau en plastique ou en fer, etc.














