




| SPESIFIKAASJES FOAR LSAW STIELEN PIPE | |
| 1. Grutte | 1) bûtendiameter: 406mm-1500mm |
| 2) Muurdikte: 8mm-50mm | |
| 3) SCH20, SCH40, STD, XS, SCH80 | |
| 2.Standert: | ASTM A53, API 5L,EN10219,EN10210,ASTM A252, ASTM A500 ensfh. |
| 3. Materiaal | ASTM A53 Gr.B,API 5L Gr.B,X42,X52,X60,X70,X80,S235JR,S355J0H, ensfh. |
| 4. Gebrûk: | 1) lege druk floeistof, wetter, gas, oalje, line piip |
| 2) struktuerpiip, piippilkonstruksje | |
| 3) hek, doarpipe | |
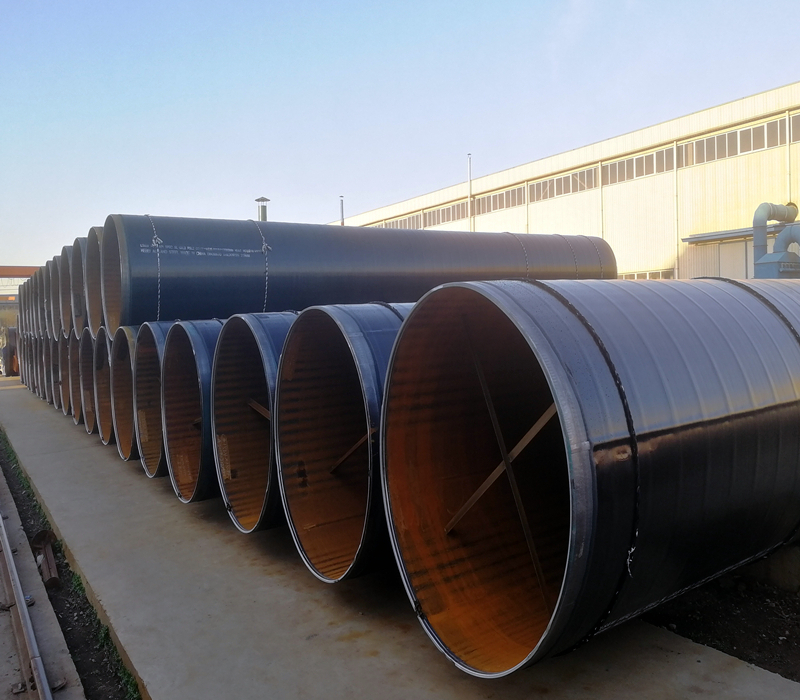
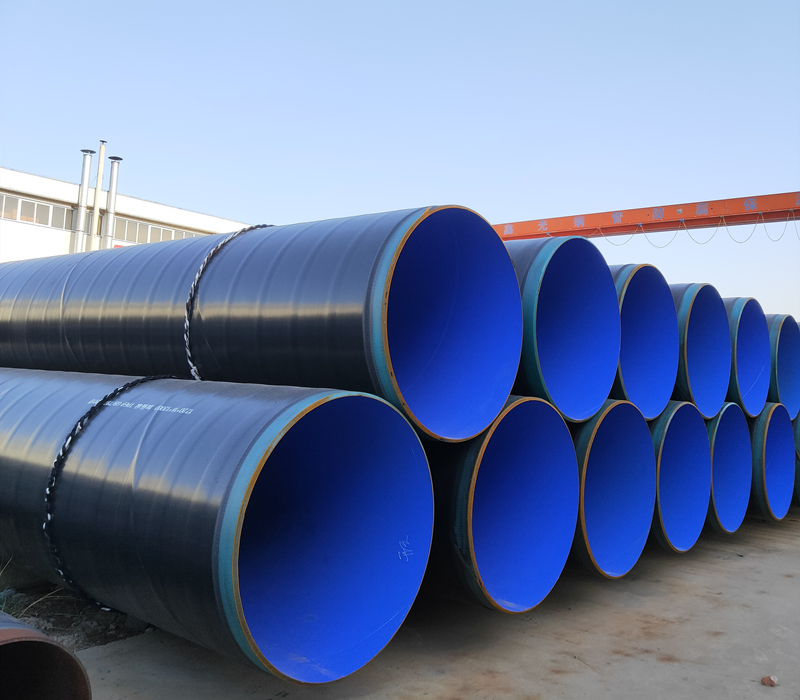
| 5.Coating | 1) Bleat 2) Swart skildere (lakcoating) 3) Galvanisearre 4) Oalje 5) PE, 3PE, FBE, kompresjebestindige coating, Anti-korrosjecoating |
| 6. Technyk | longitudinale laske stielen piip |
| 7. Ynspeksje: | Mei hydraulyske testen, Eddy Current, RT, UT of ynspeksje troch tredden |
| 8. Levering | Kontener, bulkskip. |
| 9. Oer ús kwaliteit: | 1) Gjin skea, gjin bûging 2) gjin bramen of skerpe rânen en gjin skrassen 3) Fergees foar oalje en markearjen 4) Alle guod kinne wurde kontrolearre troch tredde partij ynspeksje foar ferstjoering |

Yngenieursgefal fan Hong Kong

Yngenieursgefal fan Katar

Technyske gefal fan Turkije

LSAW-piipoannimt ûnderdompele bôge-lassen technology, mei help fan filler-lassen, dieltsjebeskermingsflux begroeven bôge.
LSAW is de Ingelske ôfkoarting fan ûnderdompele bôge-lassen rjochte naad stielen piip. It produksjeproses fan ûnderdompele bôge-lassen rjochte naad stielen piip omfettet JCOE-foarmtechnology, spoelfoarmjende ûnderdompele bôge-lassentechnology en UOE-foarmtechnology.
It proses foar it produsearjen fan Longitudinal Submerged-arc Welded (LSAW) Pipe is as folget:
Ultrasone plaatprobing → rânefrezen → foarbûgen → foarmjen → Foarlassen → Yntern lassen → Ekstern lassen → Ultrasone ynspeksje → Röntgenynspeksje → Útwreidzjen → hydraulyske test → 1. Ofkanten → Ultrasone ynspeksje → Röntgenynspeksje → Magnetyske dieltsjeynspeksje oan buisein

| Treksterkte easken | |||
| Graad 1 | Graad 2 | Graad 3 | |
| Treksterkte, min, psi (MPa) | 50 000 (345) | 60 000 (415) | 66 000 (455) |
| Streikpunt of strieksterkte, min, psi (MPa) | 30 000 (205) | 35 000 (240) | 45 000 (310) |
| Basis minimale ferlinging foar nominale muorredikten %6 inch (7,9 mm) of mear: Ferlinging yn 8 inch (203,2 mm), min, % Ferlinging yn 2 inch (50,8 mm), min, % | 18 30 | 14 25 | ... 20 |
| Foar nominale wanddikten fan minder as %6 inch (7,9 mm), de ôftrek fan 'e basis minimale ferlinging yn 2 inch (50,08 mm) foar elke Vzi - inch (0,8 mm) ôfname yn nominale wanddikte ûnder %6 inch (7,9 mm), yn persintaazjepunten | 1.5A | 1.25A | 1.0A... |

Hydrostatyske testen

NDT(RT) testen

NDT(UT) testen
Bûgingstest—In foldwaande lingte fan in piip moat it ferneare om kâld 90° om in silindryske trochn bûgd te wurden.
Flattening test-hoewol testen net fereaske is, moat de piip wol foldwaan kinne oan de easken foar it flak meitsjen fan 'e test.
Hydrostatyske test—útsein as tastien, moat elke lingte fan 'e piip ûnderwurpen wurde oan 'e hydrostatyske test sûnder lekkage troch de piipwand.
Net-destruktive elektryske test-As alternatyf foar de hydrostatyske test moat de folsleine lichem fan elke piip wurde hifke mei in net-destruktive elektryske test. As in net-destruktive elektryske test wurdt útfierd, moatte de lingten markearre wurde mei de letters "NDE".
De ultrasone testen
It ûndersyk fan 'e wervelstroom
Bleate piip, swarte coating (oanpast);
Beide úteinen mei einbeskermers;
Gewoan ein, skuorre ein;
Markearjen.




| Bûtenste diameter | De bûtenste diameter fan piippeallen mei net mear as ± 1% ôfwike fan 'e oantsjutte bûtenste diameter. | ||
| Muurdikte | De muorredikte op hokker punt dan ek mei net mear as 12,5% ûnder de oantsjutte nominale muorredikte wêze. | ||
| Lingtes | Piippalen moatte wurde levere yn ienkele willekeurige lingten, dûbele willekeurige lingten, of yn unifoarme lingten lykas oantsjutte yn 'e oankeaporder, yn oerienstimming mei de folgjende limiten: | Ienkele willekeurige lingten | 16 oant 25ft (4,88 oant 7,62mm), inch |
| Dûbele willekeurige lingten | Mear as 25ft (7.62m) mei in minimum gemiddelde fan 35ft (10.67m) | ||
| Uniforme lingten | lingte lykas oantsjutte mei in tastiene fariaasje fan ± 1 inch. | ||
| Gewicht | Elke lingte fan in piippaal moat apart woegen wurde en it gewicht mei net mear as 15% boppe of 5% ûnder it teoretyske gewicht ôfwike, berekkene mei help fan de lingte en it gewicht per lingte-ienheid. | ||










