
BS EN 10210 stielen buizenbinne hjit-ôfmakke holle profilen fan net-legearre en fynkorrelige stielen foar in breed skala oan arsjitektoanyske en meganyske strukturele tapassingen. Befettet rûne, fjouwerkante, rjochthoekige en ovale profilen.
EN 10210 en BS EN 10210 binne identike noarmen, mar mei ferskillende organisaasjes.

Navigaasjeknoppen
BS EN 10210 Klassifikaasje
BS EN 10210 Grutteberik
Grûnstoffen
BS EN 10210 Stielnamme
Leveringsbetingsten fan BS EN 10210
Gemyske gearstalling fan BS EN 10210
Mechanyske eigenskippen fan BS EN 10210
Ynfloedtests
Lasberens
Dimensjonele tolerânsje
Oerflakferskining
Galvanisearre
Reparaasje fan oerflakdefekten
BS EN 10210 Markearring
Applikaasjes
Us relatearre produkten
BS EN 10210 Klassifikaasje
Neffens type stiel
Unlegearre en legearre spesjale stielen
Unlegearre stielen:S235JRH, S275JOH, S275J2H, S355JOH, S355J2H, S355K2H, S275NH, S275NLH, S355NH, S355NLH.
Legearre spesjale stielen: S420NH, S420NLH, S460NH, S460NLH.
In ienfâldige metoade foar identifikaasje is: yn 'e namme fan it stiel, as de reksterkte fan 'e yndeks begjint mei it sifer '4', foar legearingstiel
Troch produksjeproses
Strukturele holle seksjes moatte makke wurde trochnaadleaze of laske prosessen.
Naadloos omfettet: hjit ôfmakke en kâld ôfmakke
Faak foarkommende lassen omfetsje elektrysk wjerstânslassen (ERW) en ûnderdompele bôgelassen (SAW): LSAW, SSAW.
Elektrysk laske holle seksjes fereaskje meastentiids gjin ynterne lasnaadtrimning.
Neffens dwersdoorsnedefoarm
CHS: sirkelfoarmige holle seksjes;
RHS: fjouwerkante of rjochthoekige holle seksjes;
EHSelliptyske holle seksjes;
Dit artikel is organisearre troch de sirkelfoarmige dwerstrochsneed (CHS) fan 'e relevante ynhâld.
BS EN 10210 Grutteberik
Muurdikte: ≤120mm
Bûtenste diameter:
Rûn (CHS): Bûtenste diameter ≤2500 mm;
Fjouwerkant (RHS): Bûtenste diameter ≤ 800 mm × 800 mm;
Rjochthoekich (RHS): Bûtenste diameter ≤750 mm × 500 mm;
Ovaal (EHS): Bûtenste diameter ≤ 500 mm × 250 mm.
Grûnstoffen
Unlegearre en fynkorrelige stiel.
Unlegearre stiel fjouwer kwaliteiten JR, JO, J2, en K2 wurde spesifisearre.
Fynkorrelige stielen: fjouwer kwaliteiten N en NL wurde spesifisearre.
Fynkorrelstielen binne stielen mei in fynkorrelstruktuer, mei in ferrytkorrelgrutte ≥ 6.
BS EN 10210 Stielnamme
Foar holle profilen fan net-legearre stiel bestiet de stieloantsjutting út
Foarbyld: BS EN 10210-S275J0H
bestiet út fjouwer ûnderdielen:S, 275, J0, en H.
1.S: jout oan dat it strukturele stiel.
2.Numerike wearde (275): dikte ≤ 16 mm foar de minimale oantsjutte rekgrens, yn MPa.
3.JR: jout oan dat by keamertemperatuer mei spesifike ynfloedeigenskippen;
J0: jout oan dat by 0 ℃ mei spesifike ynfloedeigenskippen;
J2 of K2: oanjûn yn -20 ℃ mei spesifike ynfloedeigenskippen;
4.H: jout holle seksjes oan.
Foar holle profilen fan fynkorrelige stielen struktueren bestiet de stieloantsjutting út
Foarbyld: EN 10210-S355NLH
Bestiet út fiif ûnderdielen:S, 355, N, L, en H.
1. S: jout struktureel stiel oan.
2. Numerike wearde (355): dikte ≤ 16 mm minimum oantsjutte rekgrens, ienheid is MPa.
3. N: standerdisearre of standerdisearre rôljen.
4. L: spesifike ynfloedeigenskippen by -50 °C.
5.H: oantsjut holle seksje.
Leveringsbetingsten fan BS EN 10210
JR, J0, J2 en K2 - hjit ôfmakke.
N en NL - normalisearre. Normalisearre omfettet normalisearre rôle.
JR, J0, J2 en K2 - hjit bewurke
N en NL - Normalisearjen. Normalisearjen omfettet normalisearjen fan rôljen.
It kin nedich wêze foar naadleaze holle seksjes mei in wanddikte fan mear as 10 mm, of as de T/D grutter is as 0,1, om fersnelde koeling ta te passen nei austenitisearjen om de bedoelde struktuer te berikken, of floeibere blussen en temperen om de oantsjutte meganyske eigenskippen te berikken.
Foar naadleaze holle seksjes mei wanddikten fan mear as 10 mm, of as de T/D grutter is as 0,1, kin fersnelde koeling nei austenitisaasje nedich wêze om de winske struktuer te berikken, of floeibere blussen en temperen om de oantsjutte meganyske eigenskippen te berikken.
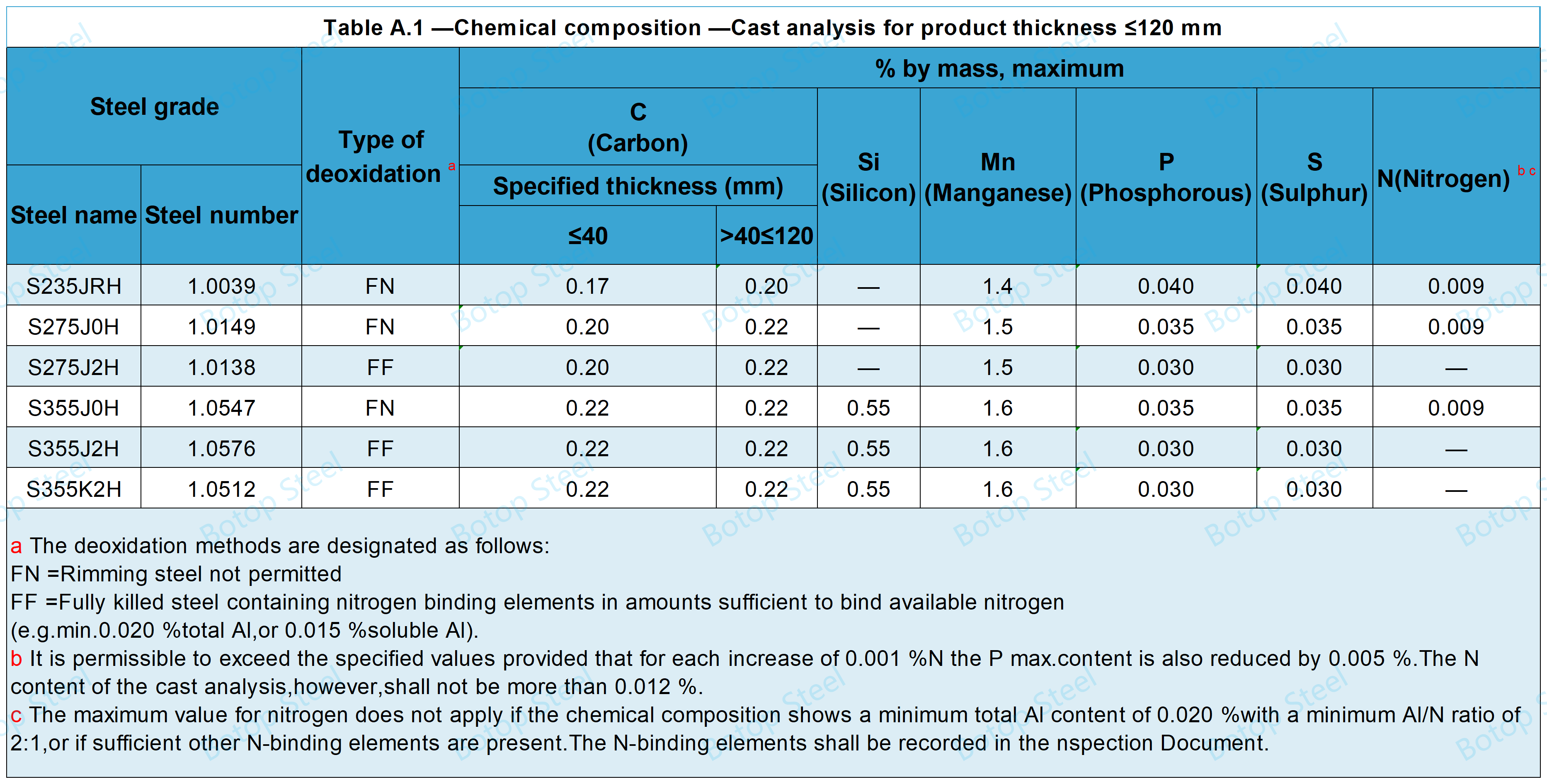
Gemyske gearstalling fan BS EN 10210
Net-legearre stielen - Gemyske gearstalling
Fynkornige stielen - Gemyske gearstalling
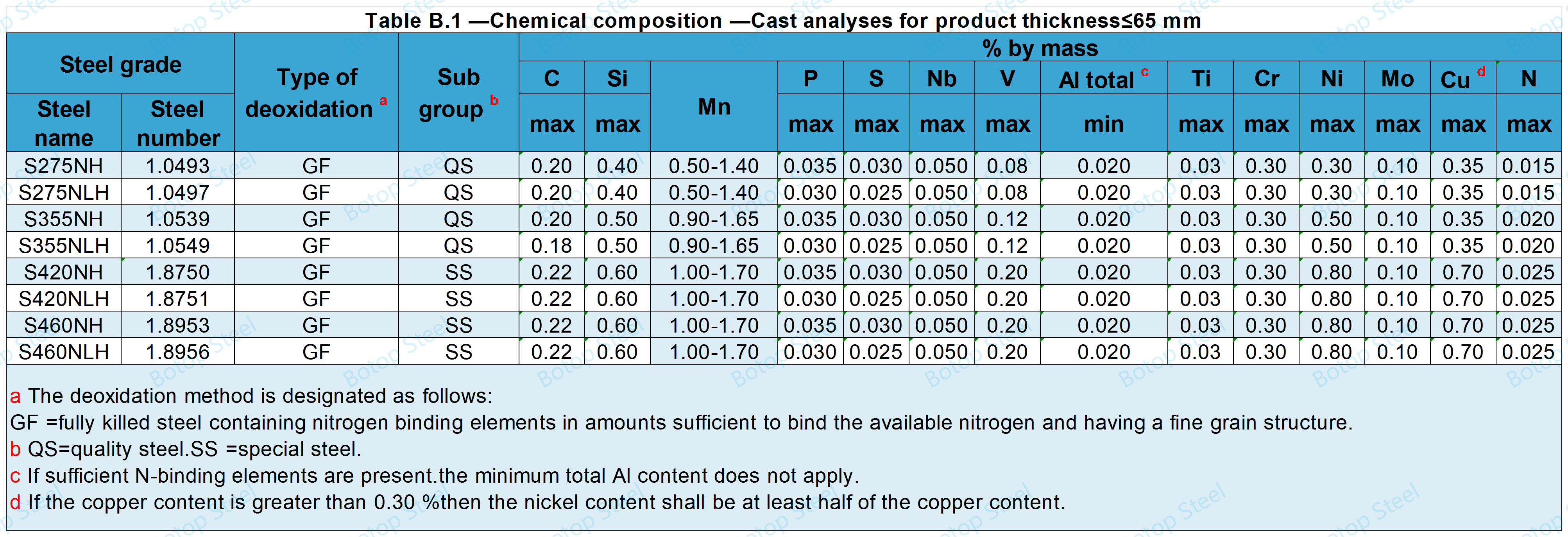
By it bepalen fan 'e CEV moat de folgjende formule brûkt wurde:
CEV=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
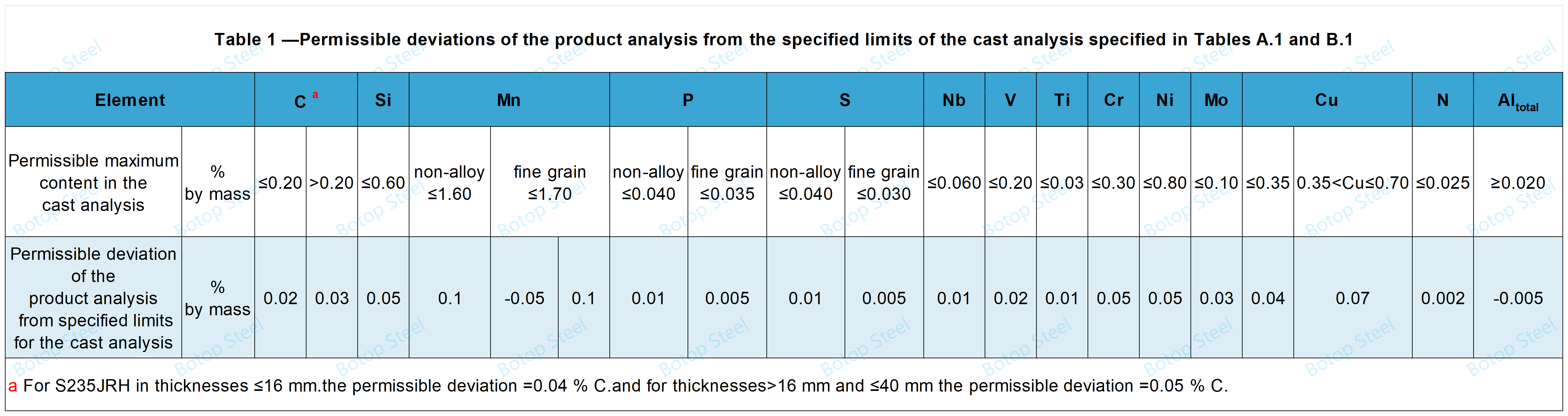
Ofwiking yn gemyske gearstalling
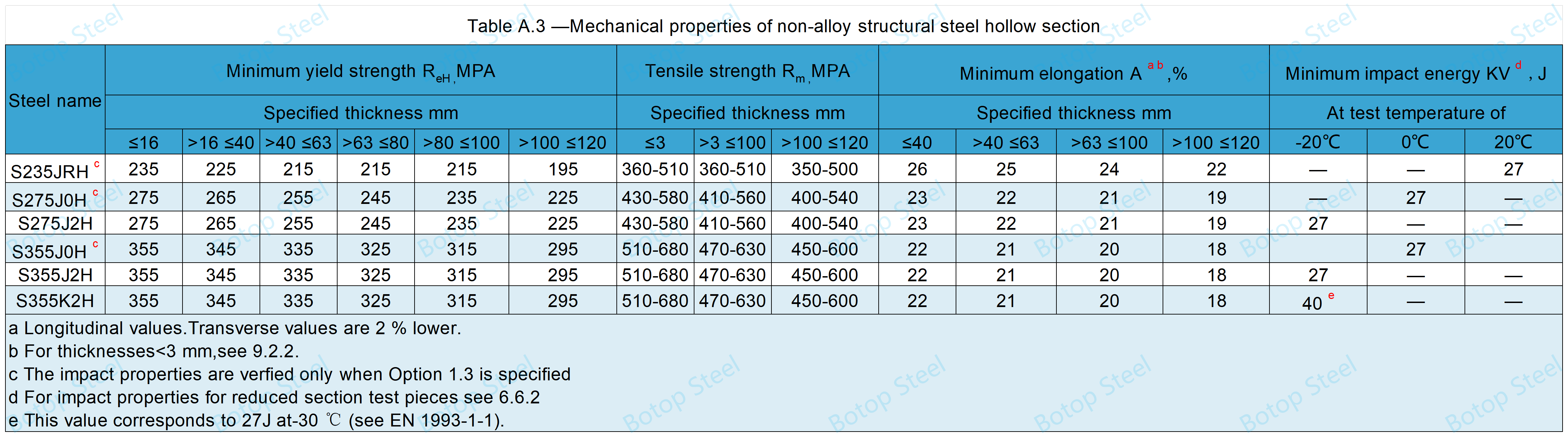
Mechanyske eigenskippen fan BS EN 10210
Spanningsferliening by mear as 580 °C of langer as ien oere kin liede ta efterútgong fan 'e meganyske eigenskippen.
Net-legearre stielen - Mechanyske eigenskippen
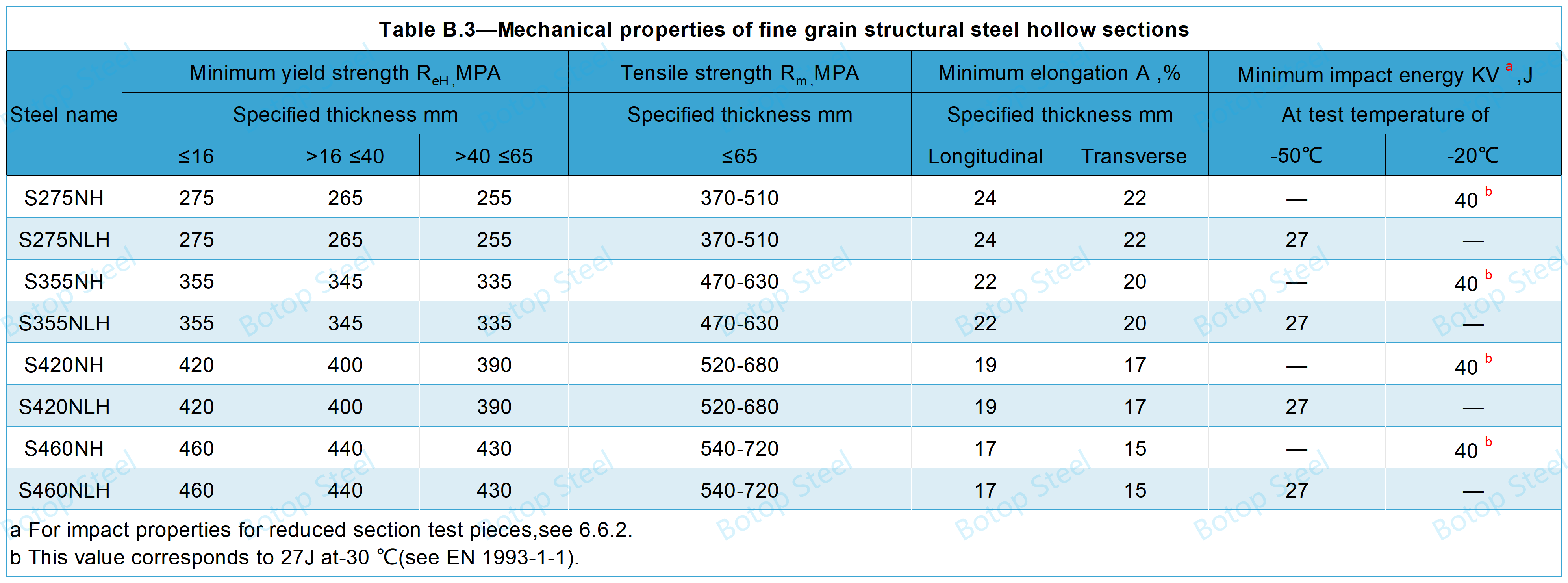
Fynkornige stielen - Mechanyske eigenskippen
Ynfloedtests
Impakttest is net fereaske as de oantsjutte dikte < 6 mm is.
Standert V-kerfde eksimplaren neffens EN 10045-1 moatte brûkt wurde.
As de nominale produktdikte net genôch is foar de tarieding fan standerdisearre eksimplaren, moatte testen wurde útfierd mei eksimplaren mei in breedte fan minder as 10 mm, mar net minder as 5 mm.
Lasberens
De stielen yn BS EN 10210 binne lasber.
EN 1011-1 en EN 1011-2 spesifisearje de algemiene easken foar lassen produkten.
Kâlde barsten yn 'e lasône is it grutste risiko, om't produktdikte, sterktenivo en CEV tanimme.
Dimensjonele tolerânsje
Tolerânsjes op foarm, rjochtheid en massa

Tolerânsjes fan lingte

Naadhichte fan SAW-las
Tolerânsje op 'e hichte fan ynterne en eksterne lasnaad foar ûnderdompele bôge-lassen holle profilen.
| Dikte, T | Maksimale laskraalhichte, mm |
| ≤14,2 | 3.5 |
| >14,2 | 4.8 |
De BS EN 10210-standert beslacht sawol naadleaze as hjit-ôfmakke holle profilprodukten. De wichtichste lasprosessen binne wjerstânslassen (ERW) en ûnderdompele bôgelassen (SAW). De lassen yn ERW-stielen pipen binne foar in grut part ûnsichtber, wylst SAW-lassen meastentiids rûger en sichtberder binne troch SAW.
Oerflakferskining
It oerflak moat in glêde ôfwerking hawwe dy't oerienkomt mei de brûkte produksjemetoade;
As de dikte binnen de tolerânsje falt, binne hobbels, groeven of ûndjippe longitudinale groeven dy't ûntsteane út it produksjeproses tastien.
Galvanisearre
Produkten yn BS EN 10210 binne geskikt foar hjitgalvanisaasje.
EN ISO 1461 moat brûkt wurde om easken foar coatings te spesifisearjen.
Sinkcoatings wurde oanbrocht troch ûnderdompeling yn in smelte oplossing dy't teminsten 98% sink befettet.
Reparaasje fan oerflakdefekten
Oerflakdefekten kinne troch de fabrikant fuorthelle wurde troch slypjen, mits de reparearre dikte net minder is as de minimaal tastiene dikte.
As produsearre troch it lasproses, is reparaasje fan lassen net tastien, útsein foar ûnderdompele bôgelassen.
Net-legearre stielen piip kin reparearre wurde troch it piiplichem te lassen. Legearre stielen piip mei net reparearre wurde troch it liif te lassen.
BS EN 10210 Markearring
De ynhâld fan 'e markearring fan stielen piip moat befetsje:
is de namme fan it stiel, bygelyks EN 10210-S275JOH.
is de namme of hannelsmerk fan 'e fabrikant.
in identifikaasjekoade, bygelyks in bestelnûmer.
BS EN 10210 stielen buizen kinne markearre wurde mei ferskate metoaden om maklike identifikaasje en traceerberens te garandearjen, troch skilderjen, stempels, kleefetiketten of ekstra etiketten, dy't yndividueel of yn kombinaasje brûkt wurde kinne.
Applikaasjes
Fanwegen syn hege sterkte, goede taaiheid en lasberens is BS EN 10210 yn steat om in breed skala oan omjouwings en ladingsomstannichheden te wjerstean en wurdt it in soad brûkt yn in ferskaat oan strukturele tapassingen.
Boukonstruksjes: bygelyks skeletten foar hege gebouwen, dakkonstruksjes foar stadions, en stipe-eleminten foar brêgen.
Masjineboukunde: frames en stipen foar masines en swiere apparatuer.
Sivile technyklykas tunnelstipen, brêgkolommen en oare draachstruktueren.
Ferfiersynfrastruktuer: ynklusyf ûnderdielen foar diken en spoarbrêgen.
Enerzjysektorbygelyks wynmûnetuorren en oare strukturele komponinten foar enerzjyfoarsjennings.
Wy binne in fabrikant en leveransier fan lassen koalstofstielpipen fan hege kwaliteit út Sina, en ek in foarriedige hanneler fan naadleaze stielen piipen, en biede jo in breed oanbod fan stielen piipoplossingen!
Tags: bs en 10210, en 10210, s275j2h, s275j0h, s355j2h.
Pleatsingstiid: 25 april 2024