
Lassen stielen pipen binne ferdield yn:
Elektryske wjerstân laske piip(ERW),Spiraalfoarmige stielen piip(SSAW),Longitudinale ûnderdompele bôge-lassen piip(LSAW)
Grutte:
①ERW stielen piip:
OD: 21.3mm ~ 660mm; GEWICHT: 1mm ~ 17.5mm; LENGTE: 0.5mtr ~ 22mtr
②LSAW stielen piip:
OD: 406mm ~ 1422 mm; GEWICHT: 6.4mm ~ 44.5mm; LENGTE: 5mtr ~ 12mtr
③SSAW stielen piip:
OD: 219.1mm ~ 3500mm; GEWICHT: 6mm ~ 25mm (Oant 1''); LENGTE: 6mtr ~ 18mtr, SRL, DRL
Standert & Grade:
ASTM A53, klasse A/B/C, API 5L, PSL1, PSL2, GR.B/X42-X80, ASTM A795, ASTM A135, ASTM A252, GR.1/2/3, AWWA C200
▇ ▍ Beskriuwing
Lassen stielen piip wurdt makke mei platte stielen platen of stielen strips, en it produksjeproses makket naden yn it lichem. Spesifyk, as lassen stielen pipen wurde makke, wurdt in stielen plaat of strip bûgd en dêrnei lassen yn in sirkelfoarmige, tradisjonele piipfoarm of in fjouwerkante foarm. LSAW-piip, SSAW-piip en ERW-piip binne allegear lassen stielen pipen en wurde klassifisearre op basis fan 'e metoade fan lassen. Bygelyks, LSAW-piip wurdt yn 'e lingterjochting lassen, en SSAW-piip wurdt spiraallassen. ERW-piip wurdt elektrysk wjerstânslassen, wat resulteart yn in naad dy't parallel lâns it piiplichem rint.
▇ ▍ERW stielen piip
Hegefrekwinsje-lassen piipen binne oer it algemien rjochtspleatst, mar rjochtspleatst stielen piipen binne net needsaaklik heechfrekwinsje-lassen. De heechfrekwinsje-rjochtspleatst elektryske wjerstânslassen stielen piip wurdt foarme troch it hûdeffekt en it tichtbyheidseffekt fan 'e heechfrekwinsjestroom nei't de hjitrôle spoelplaat foarme is troch de foarming fan 'e foarmjasmasine, en de râne fan 'e buisblank wurdt ferwaarme en smolten, en druklassen wurdt útfierd ûnder de aksje fan 'e drukroller om de produksje te realisearjen. De heechfrekwinsje-wjerstânslassen stielen piip is oars as it gewoane lasproses fan laske piipen. De las is makke fan it basismateriaal fan it stielstriplichem, en de meganyske sterkte is better as dy fan 'e algemiene laske piip. It oerflak is glêd, hege presyzje, lege kosten, en hat in lege lasnaadhichte, wat foardielich is foar de coating fan 3PE anty-korrosjecoating.
▇ ▍LSAW stielen piip
Longitudinaal ûnderdompele bôgelassen wurdt produsearre troch ien middelgrutte en dikke plaat as grûnstof te brûken, de stielen plaat yn in mal of foarmmasine te persen (rollen) ta in buisblank, mei dûbelsidich ûnderdompele bôgelassen, en de diameter út te wreidzjen. De oanfierhoeveelheid fan 'e stielen plaat kin automatysk oanpast wurde neffens ferskate stielkwaliteiten, wanddikten en plaatbreedten. Tagelyk foarkomt de deformaasjekompensaasjefunksje effektyf de negative effekten fan maldeformaasje op it foarmjen en soarget foar de flakheid fan 'e folsleine lingte fan' e stielen plaat tidens it persproses. De oanfierstap is unifoarm tidens it foarmjen, wêrtroch't de rûnheid fan 'e buisblank en de flakheid fan' e laskante wurde garandearre. It ôfmakke produkt hat in breed skala oan spesifikaasjes, en de las hat goede taaiheid, plastisiteit, unifoarmiteit en kompaktheid. It hat de foardielen fan grutte piipdiameter, piipwanddikte, hege drukresistinsje, lege temperatuerresistinsje en sterke korrosjeresistinsje.
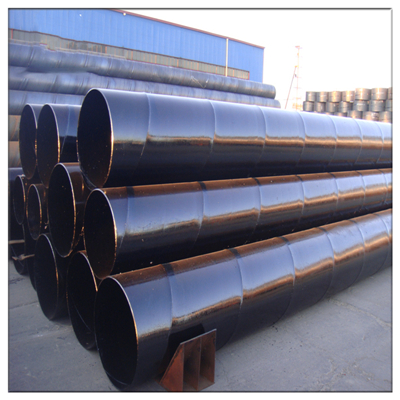
▇ ▍SSAW stielen piip
Spiraallaske piip (SSAW-piip, ek wol HSAW-piip neamd). De piip wurdt foarme troch spiraalfoarmige ûnderdompele bôgelassentechnology. Spiraallaske pipen wurde foarme mei smelle platen of hjitgewalste spoelen, wat har produksjekosten signifikant ferleget. De lasline hat de foarm fan in helix. It spiraallasproses makket de produksje mooglik fan pipen mei in grutte diameter dy't geskikt binne foar it ferfier fan grutte hoemannichten oalje en gas. Guon SSAW-pipen wiene histoarysk beheind ta lege-druk tapassingen.


Pleatsingstiid: 16 oktober 2023