



API 5L Grao Bo tubo de aceiro prodúcese de acordo cos requisitos pertinentes deAPI 5Le úsase amplamente en sistemas de transporte por oleodutos na industria do petróleo e o gas.
Grao Btamén se pode denominarL245A característica é que o límite elástico mínimo do tubo de aceiro é245 MPa.
A tubaxe API 5L está dispoñible en dúas clases de especificación de produto:PSL1úsase principalmente en sistemas de transporte estándar, mentres quePSL2é axeitado para condicións máis severas con maior resistencia mecánica e estándares de proba máis rigorosos.
O proceso de fabricación pode ser sen fisuras (SMLS), soldado por resistencia eléctrica (REG) ou soldadura por arco mergullado (SERRA) para adaptarse a diferentes necesidades de instalación e funcionamento.
Aceiro Botopé un fabricante profesional de tubos de aceiro LSAW de arco mergullado de dobre cara e gran diámetro de parede grosa situado na China.
Localización: Cidade de Cangzhou, provincia de Hebei, China;
Investimento total: 500 millóns de RMB;
Superficie da fábrica: 60.000 metros cadrados;
Capacidade de produción anual: 200.000 toneladas de tubos de aceiro JCOE LSAW;
Equipamento: Equipamento avanzado de produción e probas;
Especialización: produción de tubos de aceiro LSAW;
Certificación: Certificado API 5L.
Clasificación API 5L Grao B
Subdivídese en varios tipos diferentes baseándose nos diferentes niveis de especificación do produto (PSL), así como nas condicións de entrega.
Esta categorización fai que a selección da tubaxe axeitada sexa máis relevante para satisfacer as necesidades dun proxecto específico e os requisitos do ambiente de traballo.
PSL1: B.
PSL2: BR;BN;BQ;BM.
Varios tubos especiais de aceiro PSL 2 utilízanse para entornos de servizo especiais.
Entornos de servizo acedos: BNS; BQS; BMS.
Entorno de servizos offshore: BNO; BQO; BMO.
Aplicacións que requiren capacidade de deformación plástica lonxitudinal: BNP; BQP; BMP.
Condicións de entrega
| PSL | Condición de entrega | Grao de tubaxe/Grao de aceiro | |
| PSL1 | Laminado en bruto, laminado normalizador, laminado termomecánicamente, conformado termomecánicamente, conformado normalizador, normalizado, normalizado e revenido; ou, seacordado, temperado e revenido só para tubos SMLS | B | L245 |
| PSL 2 | Tal como se lamina | BR | L245R |
| Normalización de laminado, normalización de conformado, normalizado ou normalizado e revenido | BN | L245N | |
| Templado e revenido | BQ | L245Q | |
| Laminado termomecánico ou conformado termomecánico | BM | L245M | |
O estado de entrega do tubo de aceiro refírese principalmente ao tratamento térmico ou outros tratamentos realizados ao final do proceso de fabricación do tubo de aceiro, e estes tratamentos teñen unha influencia importante nas propiedades mecánicas, resistencia á corrosión e estabilidade estrutural do tubo de aceiro.
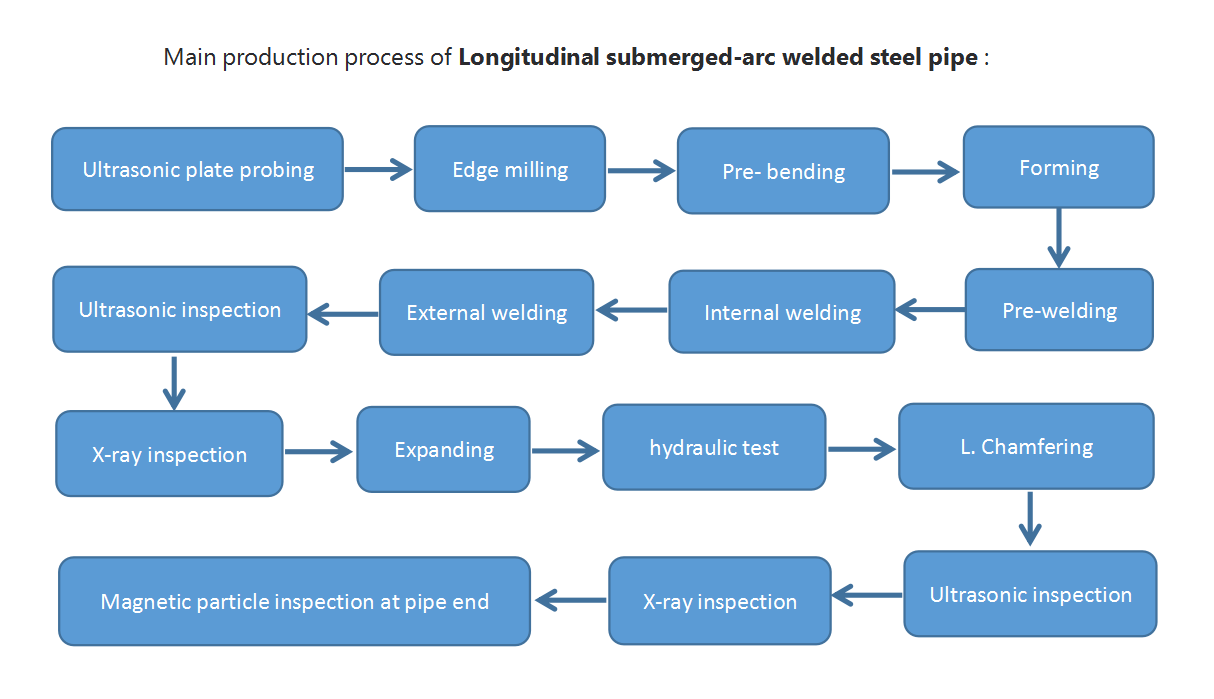
Proceso de fabricación de tubos de aceiro API 5L GR.B
No estándar API 5L, as tubaxes de grao B pódense producir empregando un dos procesos de produción que se indican na seguinte táboa.
| API 5L PSL1 Grao B | SMLS | LFW | HFW | SAWL | SAWH | CAPUCHA | VACA |
| API 5L PSL2 Grao B | SMLS | — | HFW | SAWL | SAWH | CAPUCHA | VACA |
Para saber máis sobre o significado das siglas Proceso de Fabricación,fai clic aquí.
LSAWé a solución óptima para tubos de aceiro de gran diámetro e parede grosa.
Unha característica distintiva na aparencia é a presenza dunha soldadura na dirección lonxitudinal do tubo.
Tipo de extremo de tubo
Os tipos de extremos de tubos de aceiro API 5L de grao B poden variar en PSL1 e PSL2.
Extremo de tubo de aceiro PSL 1
Extremo acampanado; Extremo liso;Extremo liso para acoplamento especial; Extremo roscado.
Extremo acampanado: limitado a tubos con D ≤ 219,1 mm (8,625 polgadas) e t ≤ 3,6 mm (0,141 polgadas) no extremo do zócalo.
Extremo roscado: os tubos con extremo roscado limítanse a tubos SMLS e soldados por costura lonxitudinal con D < 508 mm (20 polgadas).
Extremo de tubo de aceiro PSL 2
Extremo liso.
Para os extremos lisos das tubaxes débense cumprir os seguintes requisitos:
As caras extremas dos tubos de extremo liso con t ≤ 3,2 mm (0,125 polgadas) deberán cortarse en cadrado.
Os tubos de extremo liso con t > 3,2 mm (0,125 polgadas) deben biselarse para soldar. O ángulo de bisel debe ser de 30-35° e a anchura da cara de raíz do bisel debe ser de 0,8-2,4 mm (0,031-0,093 polgadas).
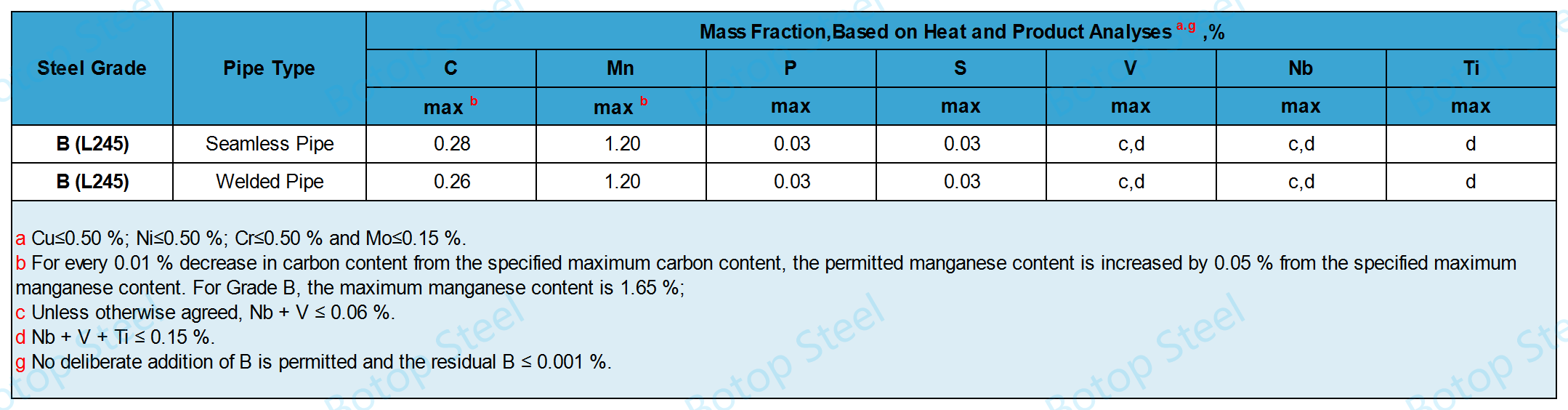
Composición química API 5L Grao B
A composición química dos tubos de aceiro PSL1 e PSL2 t > 25,0 mm (0,984 polgadas) determinarase por acordo.
Composición química para tubos PSL 1 con t ≤ 25,0 mm (0,984 polgadas)
Composición química para tubos PSL 2 con t ≤ 25,0 mm (0,984 polgadas)
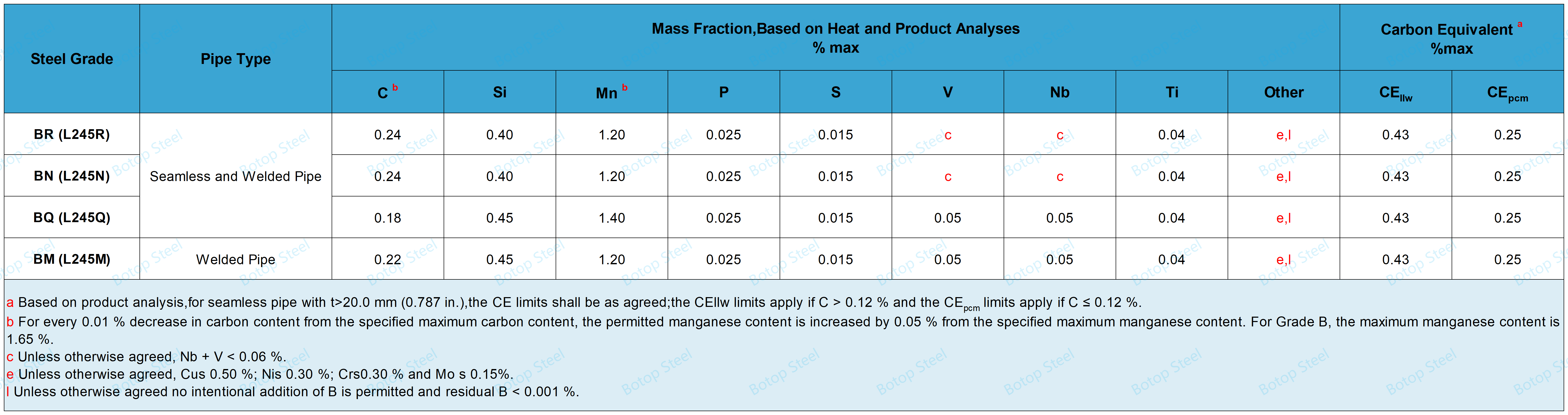
Para produtos de tubos de aceiro PSL2 analizados cuncontido de carbono de ≤0,12%, o equivalente en carbono CEpcmpódese calcular usando a seguinte fórmula:
CEpcm= C + Si/30 + Mn/20 + Cu/20 + Ni/60 + Cr/20 + Mo/15 + V/15 + 5B
Para produtos de tubos de aceiro PSL2 analizados cuncontido de carbono > 0,12%, o equivalente en carbono CEllwpódese calcular usando a seguinte fórmula:
CEllw= C + Mn/6 + (Cr + Mo + V)/5 + (Ni +Cu)/15
Propiedade mecánica API 5L Grao B
Propiedade de tracción
Propiedades de tracción PSL1 GR.B

Propiedades de tracción PSL2 GR.B
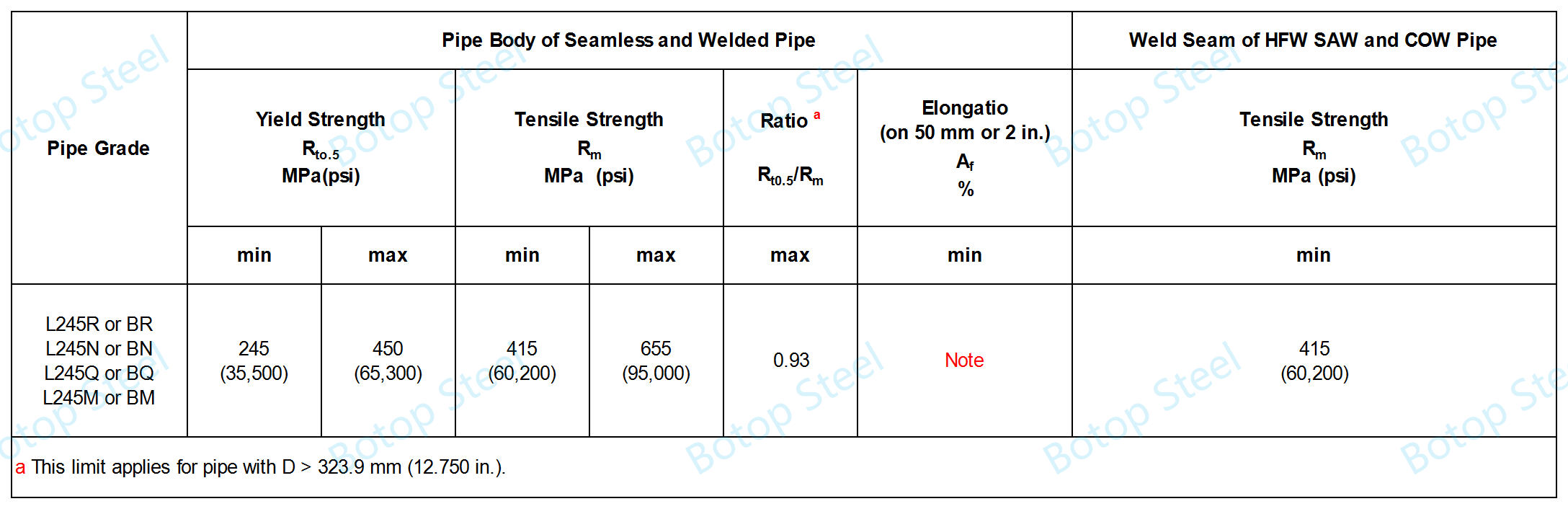
Nota: Alongamento mínimo especificado, Afdeterminarase mediante a seguinte ecuación:
Unhaf= C × (Axc)0,2/U0,9)
Cé 1940 para cálculos con unidades SI e 625.000 para cálculos con unidades USC;
Axc é a área da sección transversal da probeta de ensaio de tracción aplicable, expresada en milímetros cadrados (polgadas cadradas), como segue:
1) para probetas de sección transversal circular, 130 mm2(0,20 polgadas.2) para probetas de 12,7 mm (0,500 polgadas) e 8,9 mm (0,350 polgadas) de diámetro; 65 mm2(0,10 polgadas.2) para probetas de 6,4 mm (0,250 polgadas) de diámetro;
2) para probetas de sección completa, a menor das seguintes medidas: a) 485 mm2(0,75 polgadas.2) e b) a área da sección transversal da probeta, T, derivada usando o diámetro exterior especificado e o grosor de parede especificado do tubo, arredondada aos 10 mm máis próximos2(0,01 polgadas.2);
3) para tiras de proba, a menor das seguintes medidas: a) 485 mm2(0,75 polgadas.2) e b) a área da sección transversal da probeta, derivada usando a anchura especificada da probeta e o grosor da parede especificado do tubo, arredondada aos 10 mm máis próximos2(0,01 polgadas.2);
Ué a resistencia á tracción mínima especificada, expresada en megapascales (libras por polgada cadrada).
Proba de flexión
Ningunha parte da mostra debe estar rachada e a soldadura non debe rachar.
Proba de aplanamento
Non aplicable a tubos de aceiro LSAW.
Apto paraEW, LW, eCWtipos de fabricación de tubos.
Proba de curvatura guiada
Revelar calquera greta ou rotura no metal de soldadura de máis de 3,2 mm (0,125 polgadas), independentemente da profundidade.
Revelar calquera greta ou rotura no metal base, zona afectada de alta temperatura ou liña de fusión de máis de 3,2 mm (0,125 polgadas) ou de máis do 12,5 % do grosor de parede especificado.
Proba de impacto CVN para tubos PSL 2
Ensaio de impacto CVN (Charpy V-Notch), un método de ensaio estandarizado para avaliar a tenacidade dos materiais cando se someten a cargas de impacto rápidas.
Os seguintes requisitos aplícanse ás calidades ≤ X60 ou L415.
| Requisitos de enerxía absorbida CVN para o corpo da tubaxe PSL 2 | |
| Diámetro exterior especificado D mm (polgadas) | Enerxía absorbida CVN de tamaño completo min Kv J (pés-libra) |
| ≤762 (30) | 27 (20) |
| >762 (30) a 2134 (84) | 40 (30) |
Proba DWT para tubos soldados PSL 2
A área media de corte por ensaio debe ser ≥ 85 % a unha temperatura de ensaio de 0 °C (32 °F).
Para tubos cun grosor de parede >25,4 mm (1 polgada), os requisitos de aceptación para a proba DWT deberán negociarse.
Proba hidrostática
Tempo de proba
Todos os tamaños de tubos de aceiro soldados e sen costura con D ≤ 457 mm (18 polgadas):tempo de proba ≥ 5 s;
Tubo de aceiro soldado D > 457 mm (18 polgadas):tempo de proba ≥ 10 s.
Frecuencia de proba
Cada tubo de aceiro.

Presións de proba
A presión de proba hidrostática P dunhatubo de aceiro de extremo lisopódese calcular usando a fórmula.
P = 2 unidades/D
Sé a tensión circular. O valor é igual á resistencia mínima elástica especificada do tubo de aceiro xa porcentaxe, en MPa (psi);
Para API 5L Grao B, as porcentaxes son o 60 % para a presión de proba estándar e o 70 % para a presión de proba opcional.
Para D <88,9 mm (3,500 polgadas), non é necesario que a presión de proba supere os 17,0 MPa (2470 psi);
Para D > 88,9 mm (3,500 polgadas), non é necesario que a presión de proba supere os 19,0 MPa (2760 psi).
té o grosor de parede especificado, expresado en milímetros (polgadas);
Dé o diámetro exterior especificado, expresado en milímetros (polgadas).
Inspección non destrutiva
Para tubos SAW, dous métodos,UT(probas ultrasónicas) ouRT(probas radiográficas).
ET(probas electromagnéticas) non é aplicable aos tubos SAW.
As costuras soldadas en tubos soldados de graos ≥ L210/A e diámetros ≥ 60,3 mm (2,375 polgadas) deberán inspeccionarse de forma non destrutiva en canto ao grosor e lonxitude totais (100 %), segundo se especifica.

exame non destrutivo UT

exame non destrutivo por RT
Especificar o diámetro exterior e o grosor da parede
Os valores estandarizados para os diámetros exteriores especificados e os grosores de parede especificados dos tubos de aceiro danse enISO 4200eASME B36.10M.

Tolerancias dimensionais
Tolerancias para diámetro e ovalización
O diámetro dun tubo de aceiro defínese como a circunferencia do tubo en calquera plano circunferencial dividida por π.
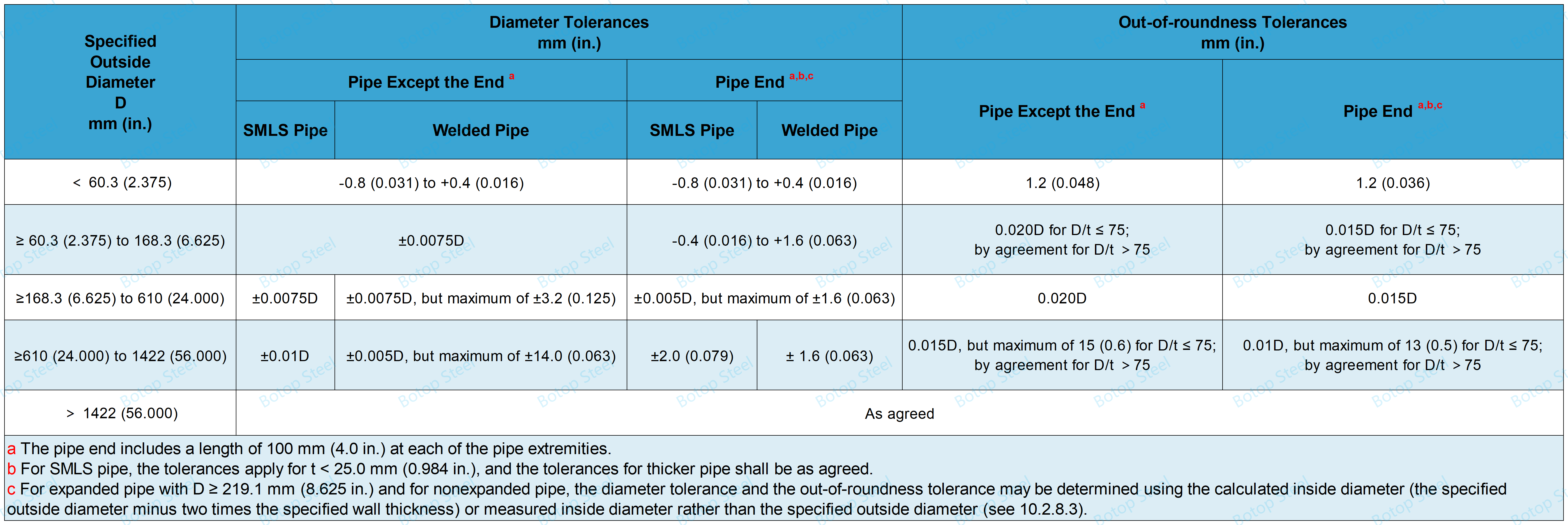
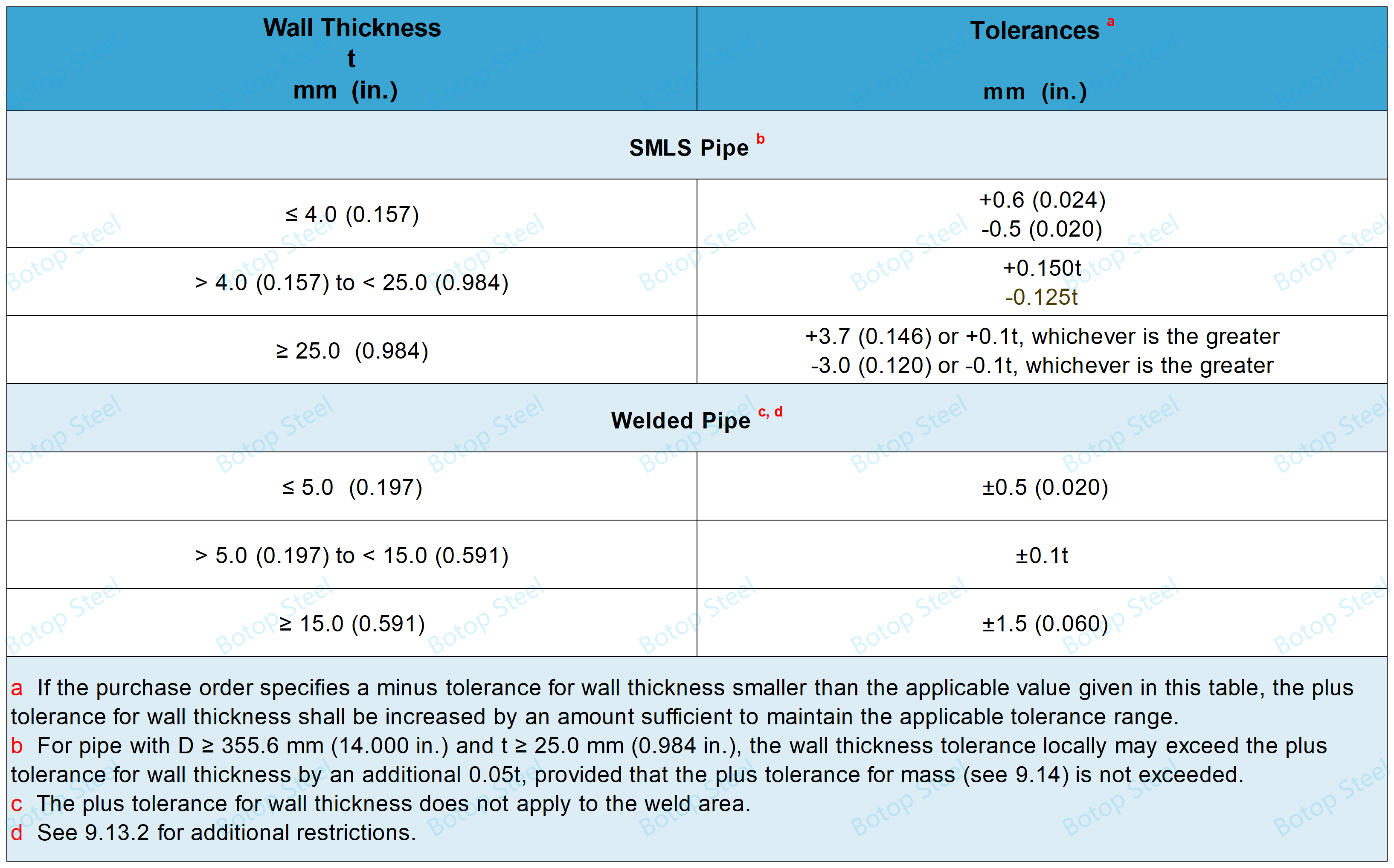
Tolerancias para o grosor da parede
Tolerancia para a lonxitude
Lonxitude aproximadaentregarase cunha tolerancia de ±500 mm (20 polgadas).
Tolerancias paralonxitude aleatoria
| Designación de lonxitude aleatoria m (pés) | Lonxitude mínima m (pés) | Lonxitude media mínima para cada elemento do pedido m (pés) | Lonxitude máxima m (pés) |
| Tubo roscado e acoplado | |||
| 6 (20) | 4,88 (16,0) | 5,33 (17,5) | 6,86 (22,5) |
| 9 (30) | 4,11 (13,5) | 8,00 (26,2) | 10,29 (33,8) |
| 12 (40) | 6,71 (22,0) | 10,67 (35,0) | 13,72 (45,0) |
| Tubo de extremo liso | |||
| 6 (20) | 2,74 (9,0) | 5,33 (17,5) | 6,86 (22,5) |
| 9 (30) | 4,11 (13,5) | 8,00 (26,2) | 10,29 (33,8) |
| 12 (40) | 4,27 (14,0) | 10,67 (35,0) | 13,72 (45,0) |
| 15 (50) | 5,33 (17,5) | 13,35 (43,8) | 16,76 (55,0) |
| 18 (60) | 6,40 (21,0) | 16,00 (52,5) | 19,81 (65,0) |
| 24 (80) | 8,53 (28,0) | 21,34 (70,0) | 25,91 (85,0) |
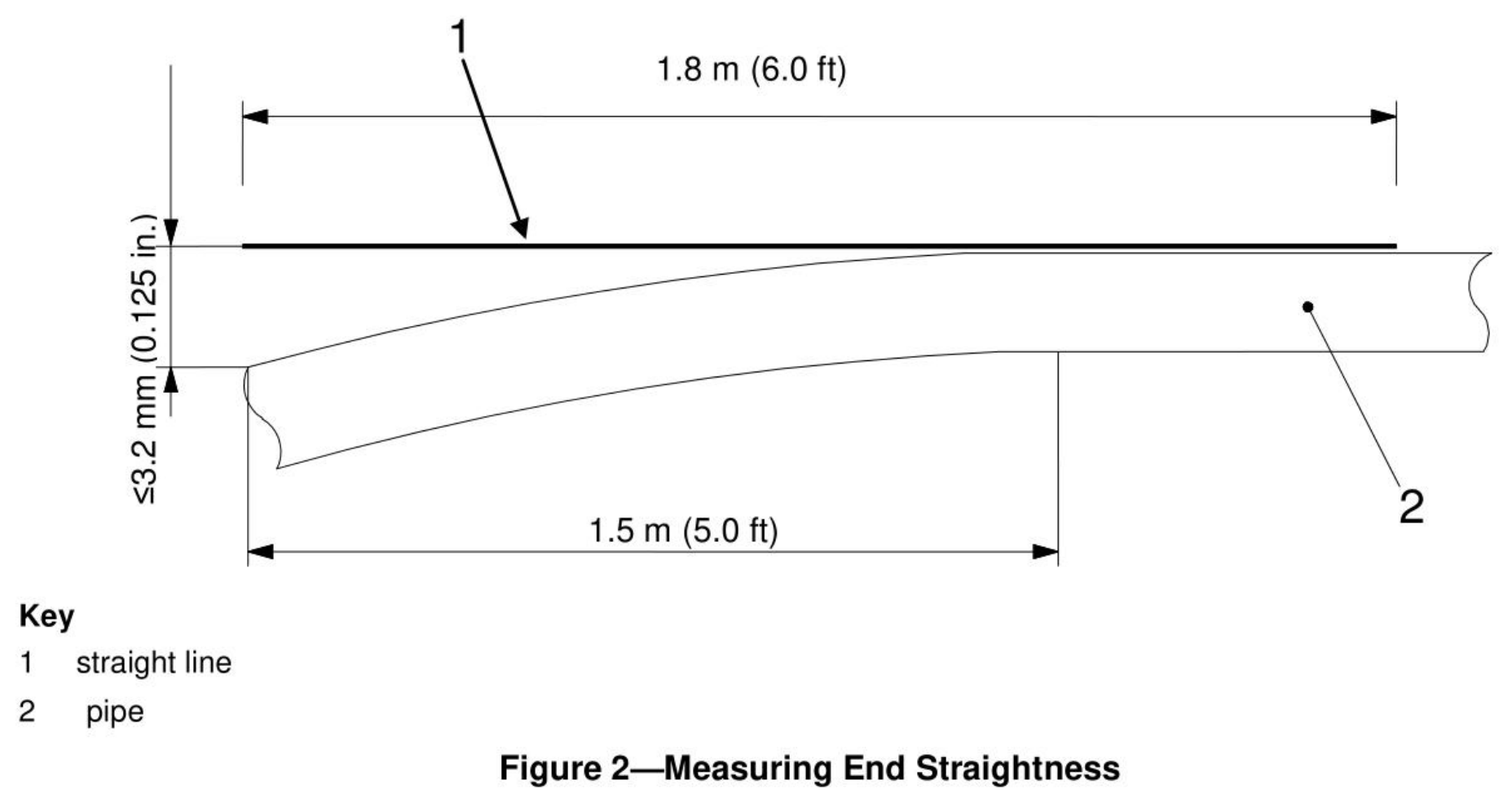
Tolerancia para a rectitude
Desviación da rectitude sobre atoda a lonxitude do tubo: ≤ 0,200 L;
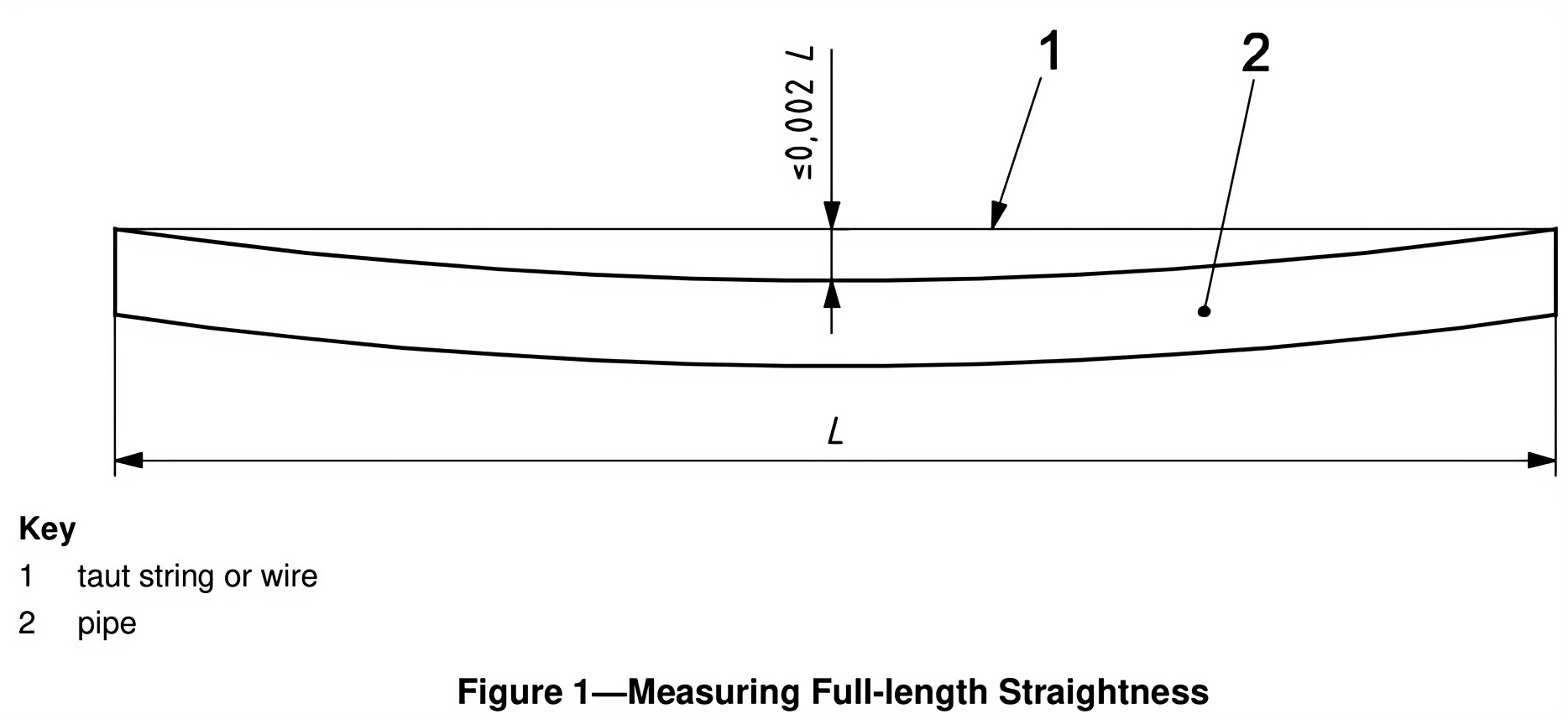
Desviación da rectitude deExtremo de tubo de aceiro de 1,5 m (5,0 pés)≤ 3,2 mm (0,125 polgadas).
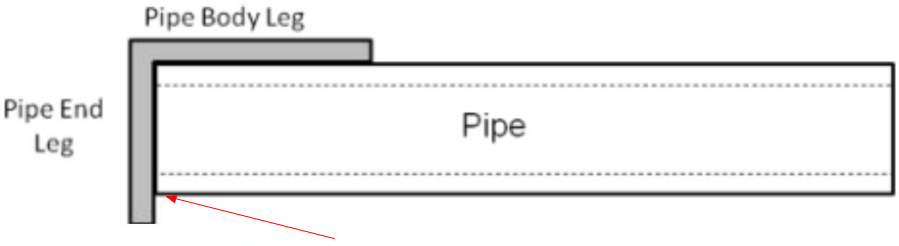
Tolerancia para a rectitude
A perpendicularidade do extremo defínese como a perpendicularidade do extremo da tubaxe.
A desviación da escuadra debe ser < 1,6 mm (0,063 polgadas). A desviación da escuadra mídese como a separación entre o extremo do tubo e a pata do extremo do tubo.
Tolerancias para a costura de soldadura
Desprazamento radial máximo admisiblepara tubos SAW e COW.
| Espesor de parede especificado t mm (polgadas) | Desprazamento radial máximo admisibleamm (polgadas) |
| ≤ 15,0 (0,590) | 1,5 (0,060) |
| > 15,0 (0,590) a 25,0 (0,984) | 0,1 t |
| > 25,0 (0,984) | 2,5 (0,098) |
| aEstes límites tamén se aplican ás soldaduras de extremos de tiras/placas | |
Altura máxima admisible do cordón de soldadurapara tubos SAW e COW (excepto nos extremos dos tubos).
| Espesor de parede especificado mm (polgadas) | Altura do cordón de soldadura mm (polgadas) máxima | |
| Abalorio interno | Abalorio externo | |
| ≤13,0 (0,512) | 3,5 (0,138) | 3,5 (0,138) |
| >13,0 (0,512) | 3,5 (0,138) | 4,5 (0,177) |
A soldadura deberá ter unha transición suave coa superficie do tubo de aceiro adxacente.
As soldaduras dos extremos das tubaxes deben rectificarse a unha lonxitude de 100 mm (4,0 polgadas) cunha altura residual da soldadura de ≤ 0,5 mm (0,020 polgadas).
Tolerancias para a masa
Cada tubo de aceiro:
a) para tubaxes de tamaño lixeiro especial: -5,0 % - +10,0 %;
b) para tubaxes de grao L175, L175P, A25 e A25P: -5,0 % - +10,0 %;
c) para todas as outras tubaxes: -3,5 % - +10,0 %.
Tubo por lote(≥ 18 toneladas (20 toneladas) por lote de pedido):
a) para as clases L175, L175P, A25 e A25P: -3,5 %;
b) para todas as outras cualificacións: -1,75 %.
Aplicacións da API 5L GR.B
O tubo de aceiro API 5L de grao B é un tipo de tubaxe, utilizada principalmente para transportar fluídos como petróleo, gas natural e auga, e é un dos materiais máis empregados na industria do petróleo e o gas.
Sistemas de transmisión de petróleo e gasOs tubos de aceiro API 5L de grao B úsanse habitualmente en instalacións de extracción e procesamento de xacementos de petróleo e gas para transportar petróleo bruto e gas natural a sistemas de recollida ou instalacións de procesamento.
Tubaxes de augaPoden aplicarse tratamentos superficiais adicionais, como revestimentos ou chapas protectoras, para mellorar a súa resistencia á corrosión para o seu uso na transmisión de auga, incluídos os sistemas de abastecemento e rega.
RefineríasNas refinerías, as tubaxes de aceiro API 5L de grao B utilízanse para transportar unha variedade de produtos químicos e intermedios derivados da destilación fraccionada do petróleo cru.
Construción e infraestruturasNa industria da construción, para a construción de pontes, estruturas de soporte ou outros proxectos de infraestrutura importantes, especialmente onde se require o transporte de fluídos a longa distancia.
Equivalente á API 5L de grao B
ASTM A106 Grao BTubaxe de aceiro ao carbono sen costura que se usa normalmente para servizos a alta temperatura, con composición química e propiedades mecánicas moi similares ás da norma API 5L de grao B. A norma ASTM A106 de grao B úsase habitualmente para o transporte de vapor de auga, produtos químicos e produtos petrolíferos a alta temperatura.
ASTM A53 Grao BEste é outro tipo de tubo de aceiro ao carbono, que pode ser soldado ou sen costuras, e úsase amplamente en aplicacións mecánicas, de construción e outras de enxeñaría. Aínda que se usa principalmente para aplicacións de baixa presión e temperatura, algúns dos seus parámetros de propiedades mecánicas son similares aos da API 5L Grao B.
EN 10208-2 L245NBEmprégase na fabricación de tubaxes para o transporte de gases inflamables e outros líquidos. O L245NB (1.0457) é un aceiro para tubaxes de resistencia media con propiedades mecánicas similares ás do grao B do API 5L.
ISO 3183 L245Usado en sistemas de transporte por oleodutos na industria do petróleo e o gas. O L245 na ISO 3183 ten propiedades moi semellantes ás da API 5L de grao B e a miúdo pódese usar indistintamente.
Servizos adicionais que podemos ofrecer
Aceiro Botopnon só ofrece tubos de aceiro API 5L de grao B de alta calidade, senón que tamén che ofrece unha serie de servizos de apoio, incluíndo unha ampla gama de opcións de revestimento anticorrosión, solucións de embalaxe personalizadas e un soporte loxístico integral para garantir que poidamos satisfacer as túas diversas necesidades.
Comprometémonos a crear unha plataforma de subministración integral que che permita acceder comodamente a todos os produtos e servizos que necesitas. Cos nosos servizos profesionais e fiables, podes completar cada paso do teu proxecto de forma eficiente e sen complicacións, garantindo a calidade e o progreso. O noso obxectivo é ser o teu socio máis fiable.
Revestimento anticorrosión
Aceiro Botopofrece unha ampla gama de opcións de revestimento de protección contra a corrosión, incluíndopintado, galvanizado,3LPE (HDPE), 3LPP,FBEe contrapesos cementosos, para cumprir cos diversos requisitos de uso do teu proxecto.
embalaxe
Ofrecemos unha variedade de opcións de embalaxe, incluíndo fardos, lonas, caixas e tapas para tubos, que se poden personalizar para satisfacer as súas necesidades específicas.


Soporte técnico
A nosa empresa comprométese a proporcionar servizos completos de asistencia técnica que abarcan todas as etapas dun proxecto. Desde a preparación das ofertas previas ao proxecto ata os arranxos de adquisición e transporte a metade do proxecto, pasando polo mantemento e a resolución de problemas posteriores ao proxecto, o noso equipo profesional pode proporcionarlle asesoramento e apoio especializados.
O noso obxectivo é axudarche a mercar produtos de alta calidade e accesibles na China, garantindo que o teu proxecto se desenvolva sen problemas e de forma rendible. Agardamos con interese traballar contigo para crear un futuro vantaxoso para todos.









