
| ઉત્પાદન નામ | કાર્બન સ્ટીલ સીમલેસ / એમએસ સ્ટીલ પાઇપ |
| માનક | ASTM A106, ASTM A53, API 5L Gr.B, DIN17175, DIN1629 |
| બાહ્ય વ્યાસ: | ૧૩.૭ મીમી-૭૬૨ મીમી |
| દિવાલની જાડાઈ | 2 મીમી-80 મીમી |
| દિયા સહિષ્ણુતા | સ્ટાન્ડર્ડમાં નિયંત્રણ, OD:+-1%,WT:+-10% |
| સામગ્રી | 10#,20#,45#,16Mn,A106(B,C),A53(A,B),API 5L (GR.B,X42/X52/X56/X65) API 5CT(H40,J55,K55,N80,P110),Q235,Q345,ST35.8,ST37,ST42,ST45,ST52 |
| નિરીક્ષણ | ISO, BV, SGS, MTC |
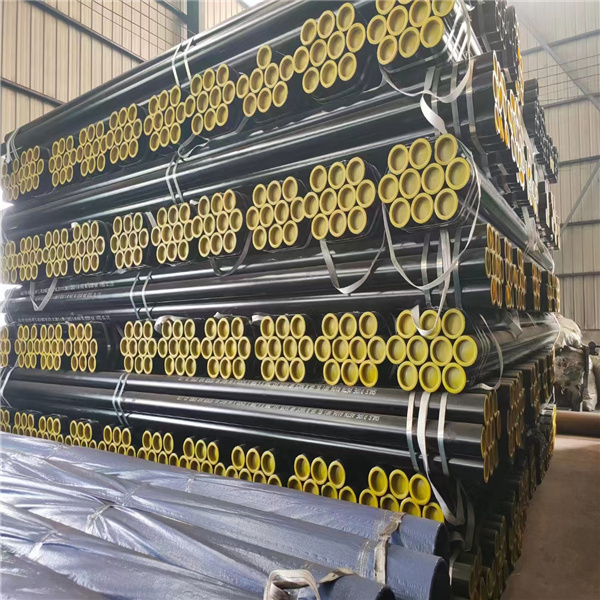
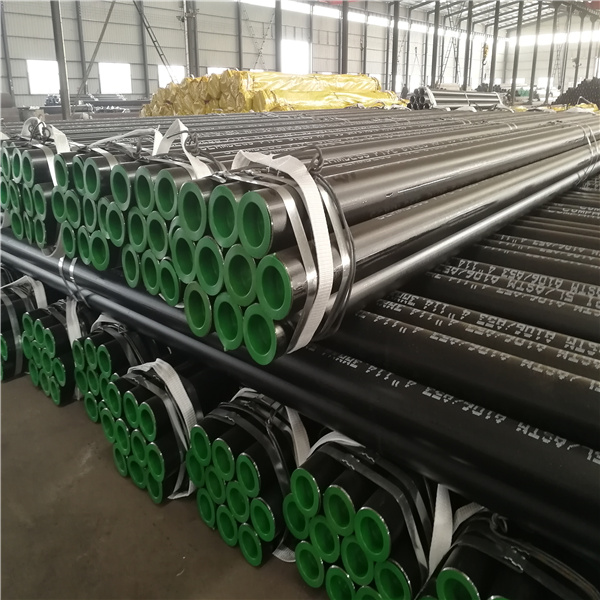
| પેકિંગ | 3LPE/3PP/FBE/બ્લેક પેઇન્ટિંગ/વાર્નિશ, અને સ્ટીલ સ્ટ્રીપ પેક્ડ, સ્ટાન્ડર્ડ એક્સપોર્ટ સીવર્થ પેકેજ, અથવા જરૂરિયાત મુજબ |
| પુરવઠા ક્ષમતા | ૧૦૦૦ મેટ્રિક ટન/મહિનો |
| MOQ | ૫ મેટ્રિક ટન, નમૂનાનો ઓર્ડર સ્વીકારાયો |
| શિપમેન્ટ સમય | ડિપોઝિટ અથવા એલ / સી પ્રાપ્ત થયા પછી 7-10 કાર્યકારી દિવસોની અંદર |
| ચુકવણીઓ | ટી/ટી, એલસી |
| ક્ષમતા | 250,000 ટન/વર્ષ |
API 5L ગ્રેડ X52NS PSL 2સીમલેસ સ્ટીલ પાઇપ ACC.To IPS-M-PI-190(3) અને NACE MR-01-75 હંમેશા ખાટા વાતાવરણમાં, ખાસ કરીને H2S અને CO2 સમૃદ્ધ ગેસવાળા તેલ અને ગેસ ક્ષેત્રોમાં વપરાય છે.



API 5L X52NS PSL 2 સીમલેસ સ્ટીલ પાઇપ ACC.To IPS-M-PI-190(3) & NACE MR-01-75 ને ખાટા સેવા માટે ઉત્પાદન પછી હીટ ટ્રીટમેન્ટ કરાવવી પડશે. અને HIC અને SSC પરીક્ષણો કરાવવા પડશે.
ગ્રેડ અને રાસાયણિક રચના (%)API 5L માટેપીએસએલ2
| માનક |
| રાસાયણિક રચના(%) |
|
| ||||
| C | Mn | P | S | Si | V | |||
| API 5L | X52 NS | ≤0.16 | ≤1.65 | ≤0.02 | ≤0.003 | ≤0.45 | વી ≤0.10 | |
CEⅡW=C+Mn /6+(Cr+Mo+V) /5+(Cu+Ni) /15 ≤0.39
સંખ્યા + વી + ટીઆઈ ≤ 0.15%
સંખ્યા + વી ≤ 0.06%
ઉત્પાદન રાસાયણિક વિશ્લેષણ ક્યારે કરવામાં આવે છે, સ્ટીલની ગરમી દીઠ બે વિશ્લેષણ અલગ ઉત્પાદન વસ્તુઓમાંથી લેવામાં આવે છે
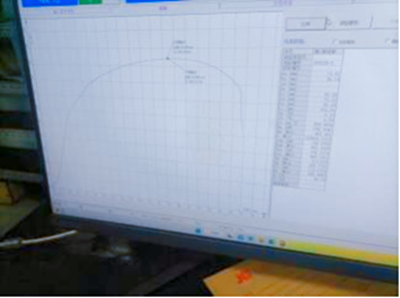
API 5L ના યાંત્રિક ગુણધર્મોX52NSPSL 2 સીમલેસ સ્ટીલ પાઇપ ACC.To IPS-M-PI-190(3) &ખાટા સેવા માટે NACE MR-01-75:
| ઉપજ શક્તિ(એમપીએ) | તાણ શક્તિ(એમપીએ) | વિસ્તરણ A% |
| એમપીએ | એમપીએ | લંબાણ (ન્યૂનતમ) |
| ૩૬O-૫૩૦MPa | ૪૬૦-૭૬૦ એમપીએ | ૨૦ |
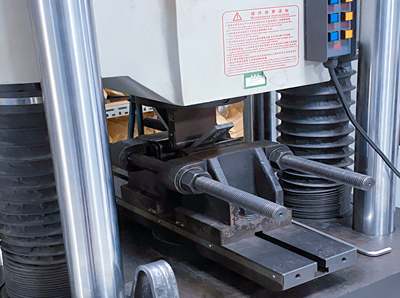
બેન્ડ ટેસ્ટ
યાંત્રિક ગુણધર્મો પરીક્ષણ

કઠિનતા પરીક્ષણ
ફિનિશ્ડ પાઇપ OD WT લંબાઈ, સપાટીની ગુણવત્તા, સીધીતા, ખામીયુક્ત પાઇપને પોલિશ કરવું દ્રશ્ય અને પરિમાણીય નિરીક્ષણ.
1. OD સહિષ્ણુતા: (-0.75%D,+0.75%D).
પાઇપ એન્ડ્સ OD સહિષ્ણુતા: ±0.005D.
2.WT સહિષ્ણુતા: (+15%t, -12.5%t).
3. પાઇપ બોડીની અંડાકારતા: ±0.020D, છેડાઓની અંડાકારતા: ±0.015D.
પાઇપના કોઈપણ બિંદુએ WT નોમિનલ દિવાલ જાડાઈના 87.5% કરતા વધુ હોવો જોઈએ.
પાઈપોના છેડા પર WT માઇક્રોમીટરથી માપવામાં આવે છે.
પાઇપ બોડી પર દિવાલની જાડાઈ માપવા માટે WT માટે મેન્યુઅલ UT દ્વારા પાઇપ બોડી સાથે 3 રિંગ્સ અથવા વિભાગને આવરી લેવામાં આવે છે જેમાં દરેક વિભાગ પર 6 રીડિંગ્સ હોય છે.
4. પાઇપ બોડી બેન્ડ ડિગ્રી: પાઇપ લંબાઈના 0.20% શીખવેલી લાઇનથી માપવામાં આવે છે.
૫. પાઇપના છેડાના વળાંકની ડિગ્રી: ૧.૨ મીટરમાં ૩.૦ મીમીથી વધુ ન હોવી જોઈએ. સીધા બારથી માપવામાં આવે છે.

આઉટ ડાયામીટર નિરીક્ષણ

દિવાલની જાડાઈ નિરીક્ષણ

નિરીક્ષણ સમાપ્ત કરો

સીધીતા નિરીક્ષણ

યુટી નિરીક્ષણ

દેખાવ નિરીક્ષણ
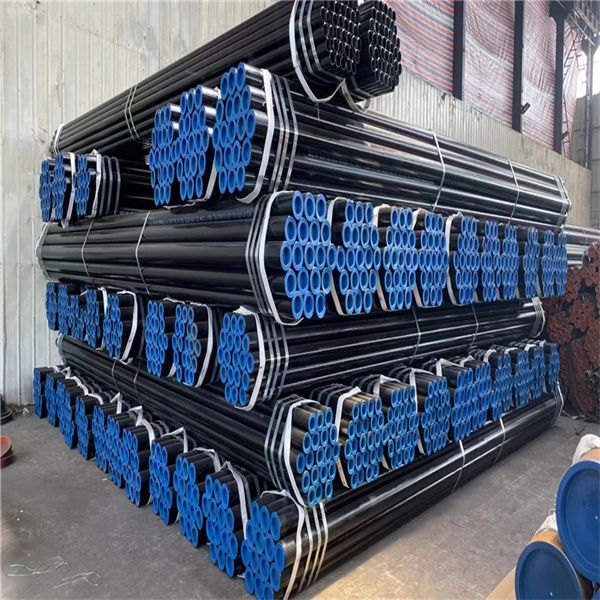
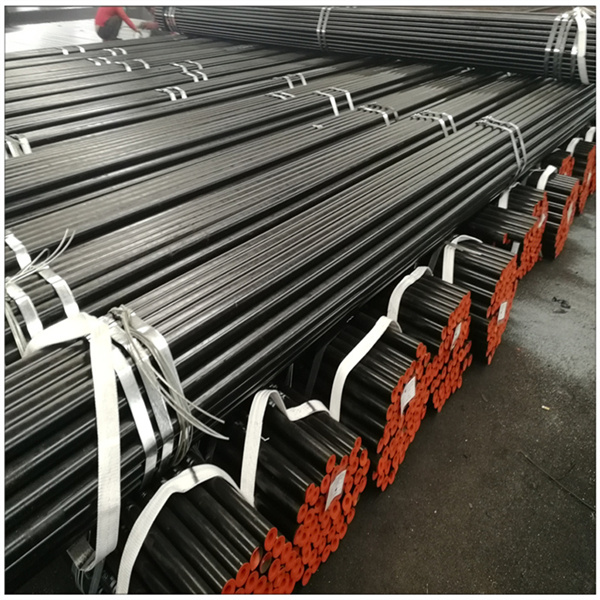
એકદમ પાઇપ અથવા કાળો / વાર્નિશ કોટિંગ (ગ્રાહકની જરૂરિયાતો અનુસાર);
૬" અને તેનાથી નીચે બે કપાસના સ્લિંગવાળા બંડલમાં;
બંને છેડા એન્ડ પ્રોટેક્ટર સાથે;
સાદો છેડો, બેવલ છેડો (2" અને તેનાથી ઉપર બેવલ છેડા સાથે, ડિગ્રી: 30~35°), થ્રેડેડ અને કપલિંગ;
માર્કિંગ.


કતારમાં સીમલેસ પાઇપ શિપ

પાકિસ્તાન માટે સીમલેસ પાઇપ જહાજ

દક્ષિણ આફ્રિકા માટે સીમલેસ પાઇપ શિપ

ઇક્વાડોર માટે સીમલેસ પાઇપ શિપ