




| LSAW સ્ટીલ પાઇપ માટે સ્પષ્ટીકરણો | |
| ૧.કદ | ૧) OD: ૪૦૬ મીમી-૧૫૦૦ મીમી |
| 2) દિવાલની જાડાઈ: 8 મીમી-50 મીમી | |
| ૩) SCH20, SCH40, STD, XS, SCH80 | |
| ૨.માનક: | એએસટીએમ એ53, એપીઆઈ 5એલ,EN10219,EN10210,એએસટીએમ એ252,ASTM A500 વગેરે |
| ૩.સામગ્રી | એએસટીએમ એ53 ગ્રુ.બી,API 5L Gr.B,X42,X52,X60,X70,X80,S235JR,S355J0H, વગેરે |
| ૪.ઉપયોગ: | ૧) ઓછા દબાણવાળા પ્રવાહી, પાણી, ગેસ, તેલ, લાઇન પાઇપ |
| ૨) સ્ટ્રક્ચર પાઇપ, પાઇપ પિલિંગ બાંધકામ | |
| ૩) વાડ, દરવાજાની પાઇપ | |
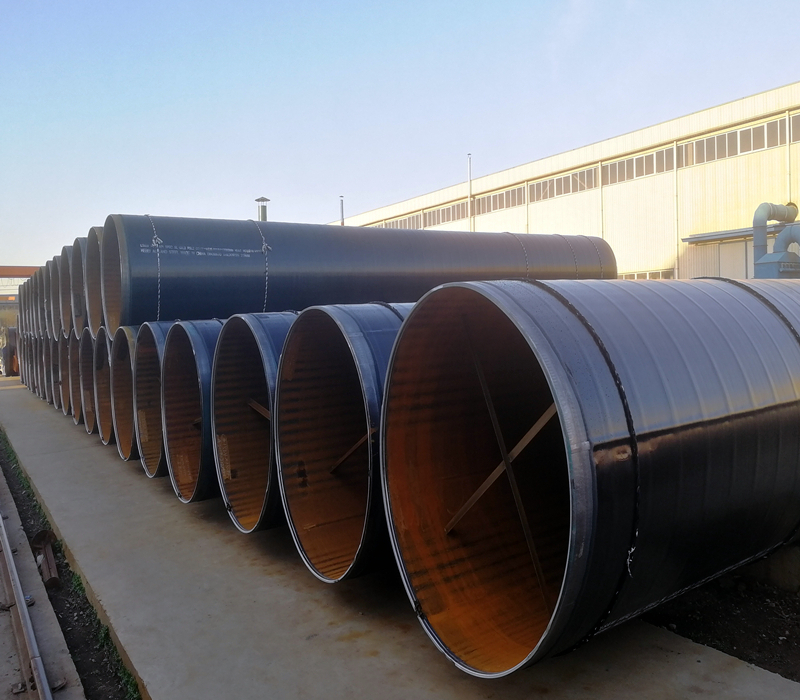
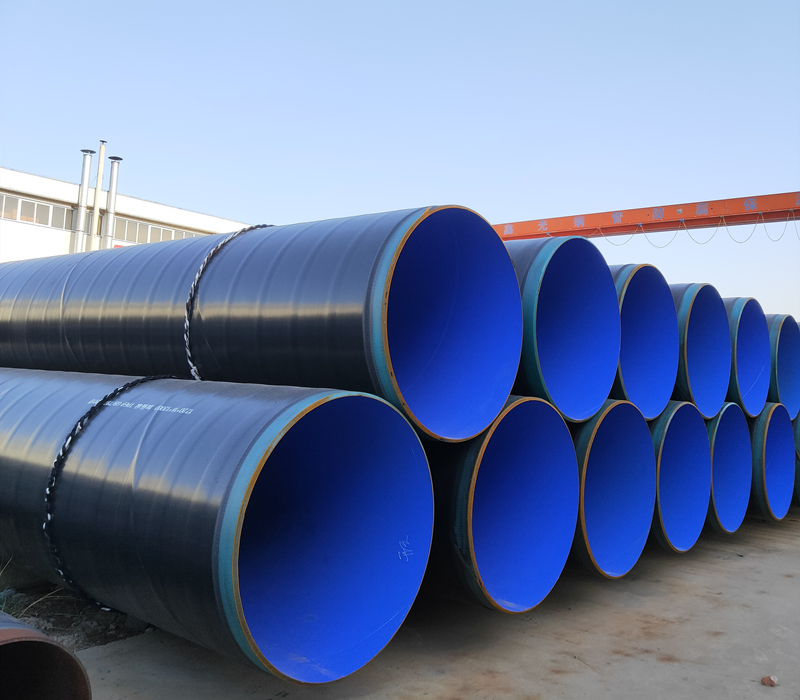
| ૫.કોટિંગ | ૧) બેરડ ૨) કાળો રંગ (વાર્નિશ કોટિંગ) ૩) ગેલ્વેનાઈઝ્ડ ૪) તેલયુક્ત ૫) PE, 3PE, FBE, કોમોશન રેઝિસ્ટન્ટ કોટિંગ, એન્ટી કાટ કોટિંગ |
| ૬.ટેકનિક | રેખાંશિક વેલ્ડેડ સ્ટીલ પાઇપ |
| ૭. નિરીક્ષણ: | હાઇડ રૌલિક પરીક્ષણ, એડી કરંટ, આરટી, યુટી અથવા તૃતીય પક્ષ દ્વારા નિરીક્ષણ સાથે |
| 8. ડિલિવરી | કન્ટેનર, જથ્થાબંધ જહાજ. |
| 9. અમારી ગુણવત્તા વિશે: | ૧) કોઈ નુકસાન નહીં, કોઈ વળાંક નહીં ૨) કોઈ બરર્સ કે તીક્ષ્ણ ધાર નહીં અને કોઈ સ્ક્રેપ્સ નહીં ૩) તેલયુક્ત અને ચિહ્નિત કરવા માટે મફત ૪) શિપમેન્ટ પહેલાં બધા માલ તૃતીય પક્ષ નિરીક્ષણ દ્વારા ચકાસી શકાય છે. |

હોંગકોંગનો એન્જિનિયરિંગ કેસ

કતારનો એન્જિનિયરિંગ કેસ

તુર્કીનો એન્જિનિયરિંગ કેસ

LSAW પાઇપફિલર વેલ્ડીંગ, કણ સુરક્ષા ફ્લક્સ બર્બીડ આર્કનો ઉપયોગ કરીને, ડૂબી ગયેલી આર્ક વેલ્ડીંગ ટેકનોલોજી અપનાવે છે.
LSAW એ સબમર્ડ આર્ક વેલ્ડેડ સ્ટ્રેટ સીમ સ્ટીલ પાઇપનું અંગ્રેજી સંક્ષેપ છે. સબમર્ડ આર્ક વેલ્ડેડ સ્ટ્રેટ સીમ સ્ટીલ પાઇપની ઉત્પાદન પ્રક્રિયામાં JCOE ફોર્મિંગ ટેકનોલોજી, કોઇલ ફોર્મિંગ સબમર્ડ આર્ક વેલ્ડીંગ ટેકનોલોજી અને UOE ફોર્મિંગ ટેકનોલોજીનો સમાવેશ થાય છે.
લોન્ગીટ્યુડિનલ સબમર્જ્ડ-આર્ક વેલ્ડેડ (LSAW) પાઇપ બનાવવાની પ્રક્રિયા નીચે મુજબ છે:
અલ્ટ્રાસોનિક પ્લેટ પ્રોબિંગ → એજ મિલિંગ → પ્રી-બેન્ડિંગ → ફોર્મિંગ → પ્રી-વેલ્ડિંગ → આંતરિક વેલ્ડીંગ → બાહ્ય વેલ્ડીંગ → અલ્ટ્રાસોનિક નિરીક્ષણ → એક્સ-રે નિરીક્ષણ → વિસ્તરણ → હાઇડ્રોલિક પરીક્ષણ → એલ. ચેમ્ફરિંગ → અલ્ટ્રાસોનિક નિરીક્ષણ → એક્સ-રે નિરીક્ષણ → ટ્યુબના છેડા પર ચુંબકીય કણ નિરીક્ષણ

| તાણની જરૂરિયાતો | |||
| ગ્રેડ ૧ | ગ્રેડ 2 | ગ્રેડ 3 | |
| તાણ શક્તિ, ન્યૂનતમ, psi (MPa) | ૫૦,૦૦૦ (૩૪૫) | ૬૦,૦૦૦ (૪૧૫) | ૬૬૦૦૦ (૪૫૫) |
| ઉપજ બિંદુ અથવા ઉપજ શક્તિ, ન્યૂનતમ, psi(MPa) | ૩૦૦૦૦ (૨૦૫) | ૩૫૦૦૦ (૨૪૦) | ૪૫૦૦૦ (૩૧૦) |
| %6 ઇંચ (7.9 મીમી) અથવા તેથી વધુ દિવાલની જાડાઈ માટે મૂળભૂત લઘુત્તમ લંબાઈ: 8 ઇંચ (203.2 મીમી), ન્યૂનતમ, % માં લંબાઈ 2 ઇંચ (50.8 મીમી), ન્યૂનતમ, % માં લંબાઈ | 18 30 | 14 25 | ... 20 |
| %6 ઇંચ (7.9 મીમી) કરતા ઓછી દિવાલની જાડાઈ માટે, દરેક Vzi - ઇંચ (0.8 મીમી) માટે 2 ઇંચ (50.08 મીમી) માં મૂળભૂત લઘુત્તમ લંબાઈમાંથી કપાત, ટકાવારી બિંદુઓમાં, %6 ઇંચ (7.9 મીમી) થી ઓછી દિવાલની જાડાઈમાં ઘટાડો. | ૧.૫એ | ૧.૨૫અ | ૧.૦એ... |

હાઇડ્રોસ્ટેટિક પરીક્ષણ

NDT(RT) પરીક્ષણ

NDT(UT) પરીક્ષણ
બેન્ડિંગ ટેસ્ટ—નળાકાર મેન્ડ્રેલની આસપાસ 90° સુધી ઠંડા વાળીને પાઇપની પૂરતી લંબાઈ હોવી જોઈએ.
ફ્લેટનિંગ ટેસ્ટ-જોકે પરીક્ષણ જરૂરી નથી, પાઇપ ફ્લેટનીંગ પરીક્ષણ આવશ્યકતાઓને પૂર્ણ કરવા સક્ષમ હોવા જોઈએ.
હાઇડ્રોસ્ટેટિક પરીક્ષણ—મંજૂરી સિવાય, પાઇપની દરેક લંબાઈ પાઇપ દિવાલમાંથી લિકેજ થયા વિના હાઇડ્રો-સ્ટેટિક પરીક્ષણને આધિન રહેશે.
બિન-વિનાશક ઇલેક્ટ્રિક પરીક્ષણ-હાઇડ્રો-સ્ટેટિક પરીક્ષણના વિકલ્પ તરીકે, દરેક પાઇપના સંપૂર્ણ શરીરનું પરીક્ષણ બિન-વિનાશક ઇલેક્ટ્રિક પરીક્ષણ દ્વારા કરવામાં આવશે. જ્યાં બિન-વિનાશક ઇલેક્ટ્રિક પરીક્ષણ કરવામાં આવે છે, ત્યાં લંબાઈ "NDE" અક્ષરોથી ચિહ્નિત કરવામાં આવશે.
અલ્ટ્રાસોનિક પરીક્ષણ
એડી વર્તમાન પરીક્ષા
એકદમ પાઇપ, કાળો કોટિંગ (કસ્ટમાઇઝ્ડ);
બંને છેડા એન્ડ પ્રોટેક્ટર સાથે;
સાદો છેડો, બેવલ છેડો;
માર્કિંગ.




| બહારનો વ્યાસ | પાઇપના ઢગલાનો બાહ્ય વ્યાસ ઉલ્લેખિત બાહ્ય વ્યાસથી ±1% થી વધુ બદલાતો નથી. | ||
| દિવાલની જાડાઈ | કોઈપણ સમયે દિવાલની જાડાઈ નિર્દિષ્ટ નજીવી દિવાલ જાડાઈ કરતાં ૧૨.૫% થી વધુ ન હોવી જોઈએ. | ||
| લંબાઈ | પાઇપના ઢગલા નીચેની મર્યાદાઓ અનુસાર, ખરીદી ક્રમમાં ઉલ્લેખિત સિંગલ રેન્ડમ લંબાઈ, ડબલ રેન્ડમ લંબાઈ અથવા સમાન લંબાઈમાં સજ્જ કરવામાં આવશે: | સિંગલ રેન્ડમ લંબાઈ | ૧૬ થી ૨૫ ફૂટ (૪.૮૮ થી ૭.૬૨ મીમી), ઇંચ |
| ડબલ રેન્ડમ લંબાઈ | ૨૫ ફૂટ (૭.૬૨ મીટર) થી વધુ અને ઓછામાં ઓછી સરેરાશ ૩૫ ફૂટ (૧૦.૬૭ મીટર) | ||
| યુનિફોર્મ લંબાઈ | ±1 ઇંચના અનુમતિપાત્ર તફાવત સાથે ઉલ્લેખિત લંબાઈ. | ||
| વજન | પાઇપના દરેક ઢગલાની લંબાઈનું વજન અલગથી કરવું જોઈએ અને તેનું વજન તેના સૈદ્ધાંતિક વજનમાં 15% થી વધુ અથવા 5% થી ઓછું હોવું જોઈએ નહીં, જેની ગણતરી તેની લંબાઈ અને પ્રતિ યુનિટ લંબાઈના વજનનો ઉપયોગ કરીને કરવામાં આવશે. | ||










