



BS EN 10210 S275J0Hje vruće obrađeni šuplji konstrukcijski čelični profil proizveden zaBS EN 10210u raznim oblicima okruglog, kvadratnog, pravokutnog ili ovalnog presjeka.
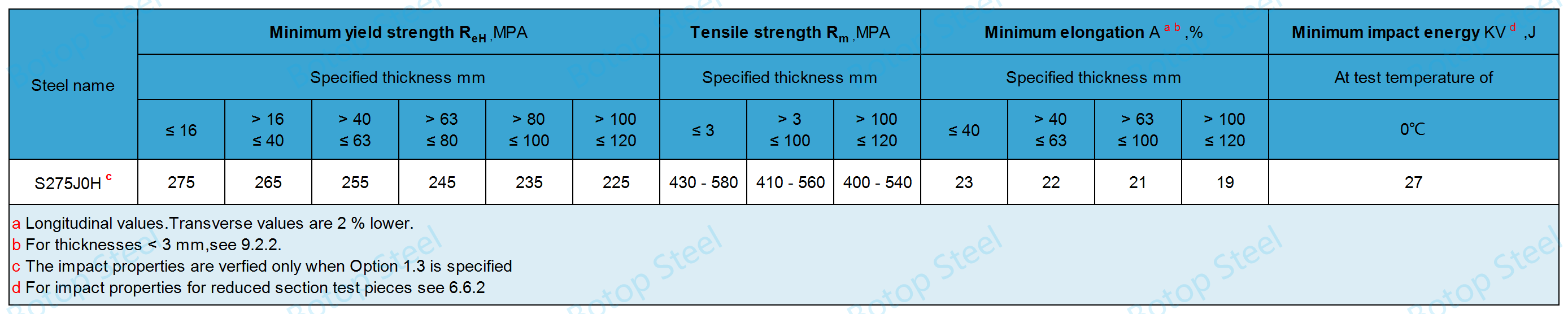
Materijal S275J0H karakterizira minimalna granica razvlačenja od 275 MPa pri debljini ne većoj od 16 mm; njegova minimalna udarna energija je najmanje 27 J pri 0℃.
S275J0H pripada vrsti ugljičnog čelika, čelik broj1,0149, koji ima dobra strukturna i procesna svojstva, uglavnom se koristi u građevinskim konstrukcijama, ali i za nenosive komponente, može pomoći u održavanju strukturne stabilnosti i trajnosti na temelju ostvarivanja niskih troškova.
Napomena: Svi zahtjevi u normi BS EN 10210 primjenjuju se i na normu EN 10210 i stoga se ovdje ne ponavljaju.
Oznake razreda u BS EN 10210 dodjeljuju se u skladu s EN 10027-1, a brojevi čelika dodjeljuju se u skladu s EN 10027-2.
| Naziv čelika | Broj čelika | Vrsta čelika | Naziv čelika | Broj čelika | Vrsta čelika |
| S235JRH | 1,0039 | ugljični čelik | S275NH | 1,0493 | ugljični čelik |
| S275J0H | 1,0149 | ugljični čelik | S275NLH | 1,0497 | ugljični čelik |
| S275J2H | 1,0138 | ugljični čelik | S355NH | 1,0539 | ugljični čelik |
| S355J0H | 1,0547 | ugljični čelik | S355NLH | 1,0549 | ugljični čelik |
| S355J2H | 1,0576 | ugljični čelik | S420NH | 1,8750 | legirani čelik |
| S355K2H | 1,0512 | ugljični čelik | S420NLH | 1,8751 | legirani čelik |
| S460NH | 1,8953 | legirani čelik | |||
| S460NLH | 1,8956 | legirani čelik |
Za više informacija o specifičnim značenjima slova i brojeva u ocjenama,možete kliknuti ovdje.
Debljina stijenke ≤120 mm.
Kružni: Vanjski promjeri do 2500 mm;
Kvadrat: Vanjske dimenzije do 800 mm x 800 mm;
Pravokutni: Vanjske dimenzije do 750 mm x 500 mm;
Eliptični: Vanjske dimenzije do 500 mm x 250 mm.
Specijalizirani smo za pružanje različitih specifikacija okruglih šupljih konstrukcijskih čeličnih cijevi, ako imate bilo kakvih potreba, slobodno nas kontaktirajte, veselimo se suradnji s vama!
Norma BS EN 10210 omogućuje korištenje niza proizvodnih procesa za proizvodnju konstrukcijskih šupljih profila, uključujući bešavne i zavarene postupke. Unutar procesa zavarivanja, uobičajene metode uključujuLSAW(SAWL), SSAW (HSAW (Higher Scientific Appliance)), iERW.

LSAW zavarene čelične cijevi uglavnom se proizvode oblikovanjem čeličnih ploča u cijevi korištenjem JCOE postupka oblikovanja, nakon čega slijedi zavarivanje dvostranim podvodnim lukom (DSAW) tehnologija zavarivanja, a finalizirana je kroz niz inspekcija i obrada.
Kako odabrati pravi proizvodni proces? Koje su razlike i prednosti bešavnih čeličnih cijevi, LSAW-a, zavarivanja pod praškom i zavarivanja pod praškom? I koji je raspon veličina svakog procesa? Možete kliknuti na sljedeću poveznicu da biste ga vidjeli.
Kvalitete JR,J0, J2 i K2 -vruće dorađeno;
Kvalitete N i NL - normalizirane. Normalizirano uključuje normalizirano valjano.
| Sstupanj čelika | Vrsta deoksidacijaa | % mase, maksimalno | |||||||
| C (Ugljik) | Si (Silicij) | Mn (Mangan) | P (Fosfor) | S (Sumpor) | Sprije Krista (Dušik) | ||||
| Naziv čelika | Broj čelika | Navedena debljina (mm) | |||||||
| ≤40 | >40≤120 | ||||||||
| S275J0H | 1,0149 | FN | 0,20 | 0,22 | — | 1,5 | 0,035 | 0,035 | 0,009 |
aFN = Čelik za obrubljivanje nije dopušten;
bDopušteno je prekoračiti navedene vrijednosti pod uvjetom da se za svako povećanje od 0,001 % N maks. sadržaj P također smanji za 0,005 %. Međutim, sadržaj N u analizi odljevka ne smije biti veći od 0,012 %;
cMaksimalna vrijednost za dušik ne primjenjuje se ako kemijski sastav pokazuje minimalni ukupni sadržaj Al od 0,020 % s minimalnim omjerom Al/N od 2:1 ili ako je prisutno dovoljno drugih elemenata koji vežu dušik. Elementi koji vežu dušik moraju se zabilježiti u Dokumentu o inspekciji.
Mehanička svojstva prema normi BS EN 10210 uključuju granicu razvlačenja, vlačnu čvrstoću, istezanje i udarnu otpornost.
Šuplji profili moraju imati glatku površinu koja odgovara korištenoj metodi proizvodnje; dopuštene su neravnine, šupljine ili plitki uzdužni žljebovi koji nastaju tijekom proizvodnog procesa, pod uvjetom da je debljina unutar tolerancije.
Površine čeličnih cijevi prema EN 10210 prikladne su za vruće pocinčavanje.
EN 10210 ne zahtijeva hidrostatsko ispitivanje tlaka čeličnih cijevi.
To je zato što se proizvodi standardizirani prema normi EN 10210 uglavnom koriste za konstrukcijske svrhe, a ne za cjevovodne sustave koji moraju biti izloženi tlaku.
Ako je potrebno ispitivanje hidrostatskim tlakom, može se pozvati na norme EN 10216 (bešavne čelične cijevi) ili EN 10217 (zavarene čelične cijevi).
U standardu ne postoji obvezni zahtjev za provođenje NDT-a na čeličnim cijevima šupljih profila.
Ako se NDT provodi na zavarenim čeličnim cijevima, mogu se pozvati na sljedeće zahtjeve.
Električno zavareni profili
Za okrugle šuplje čelične cijevi je ERW.
Za testiranje možete odabrati jednu od sljedećih eksperimentalnih metoda.
a) EN 10246-3 do razine prihvatljivosti E4, s izuzetkom da tehnika rotirajuće cijevi/palačinkaste zavojnice nije dopuštena;
b) EN 10246-5 za razinu prihvatljivosti F5;
c) EN 10246-8 do razine prihvatljivosti U5.
Profili zavareni pod praškom
Za okrugle šuplje čelične cijevi to je LSAW i SSAW.
Zavar šupljih profila zavarenih pod praškom mora se ispitati ili u skladu s EN 10246-9 do razine prihvatljivosti U4 ili radiografijom u skladu s EN 10246-10 s klasom kvalitete slike R2.
Za detaljnije informacije o zahtjevima vezanim uz dimenzijske tolerancije,molimo kliknite ovdje za više informacija.
EN 10025 - S275J0;
JIS G3106 - SM400B;
CSA G40.21 - 300 W;
Prilikom odabira ekvivalenta prema EN 10210 S275J0H, treba napraviti detaljnu usporedbu kemijskog sastava i mehaničkih svojstava kako bi se osiguralo da odabrani materijal zadovoljava specifične zahtjeve projekta.
Od svog osnutka 2014. godine,Botop čelikpostao je vodeći dobavljač cijevi od ugljičnog čelika u sjevernoj Kini, poznat po izvrsnoj usluzi, visokokvalitetnim proizvodima i sveobuhvatnim rješenjima.
Tvrtka nudi razne cijevi od ugljičnog čelika i srodne proizvode, uključujući bešavne, ERW, LSAW i SSAW čelične cijevi, kao i kompletnu liniju cijevnih spojnica i prirubnica. Njihovi specijalizirani proizvodi također uključuju visokokvalitetne legure i austenitne nehrđajuće čelike, prilagođene zahtjevima različitih projekata cjevovoda.















