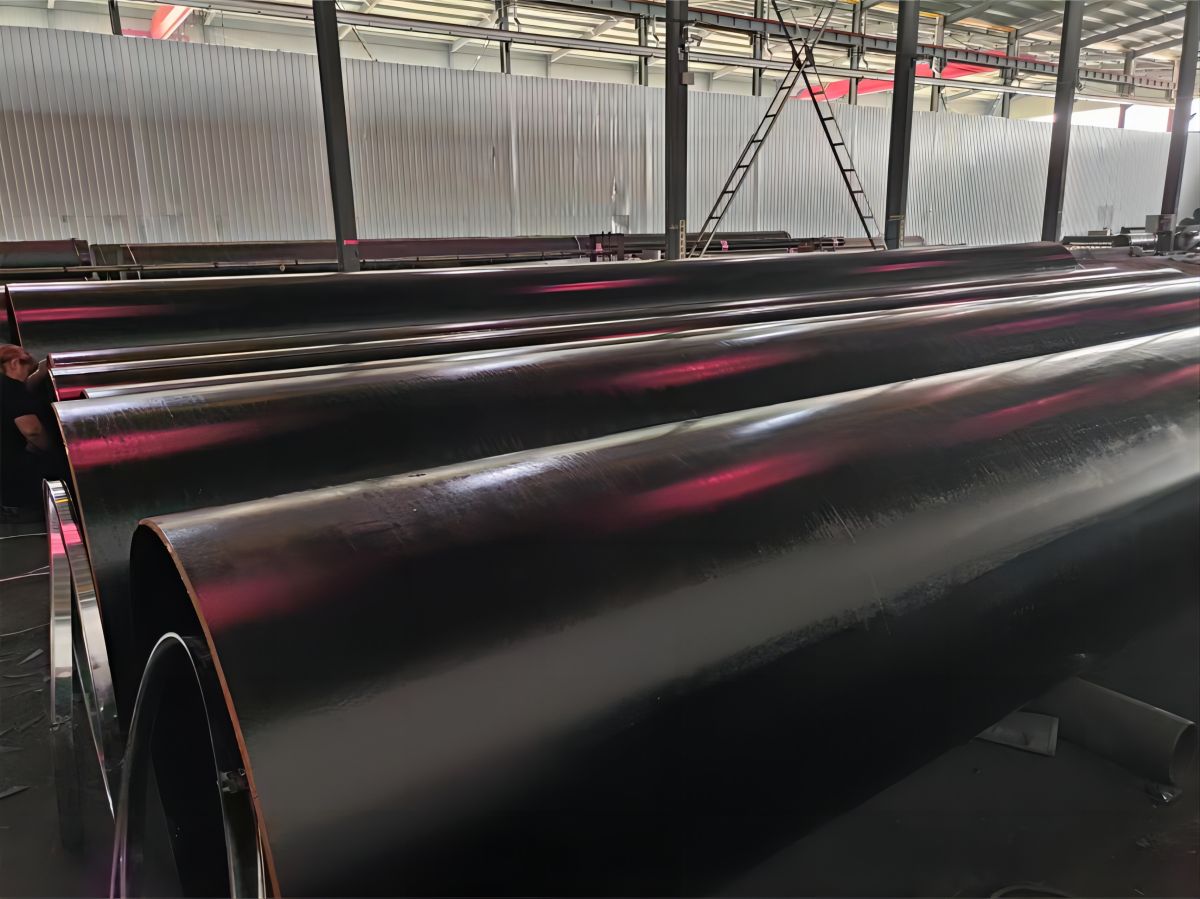
LSAW cijevje uzdužno zavarena čelična cijev proizvedena tehnologijom zavarivanja pod praškom.
LSAW čelične cijevi karakteriziraju uzdužni zavari koji se protežu cijelom duljinom cijevi, a strše s unutarnje i vanjske površine cijevi.
Prednost čeličnih cijevi LSAW je što mogu osigurati cijevi velikog promjera, debelih stijenki i visokog tlaka.
| Ime | Cangzhou Botop International Co., Ltd. |
| Informacija | Smješten u Cangzhouu u Kini, s ukupnim ulaganjem od 500 milijuna juana i površinom od 600.000 četvornih metara |
| Oprema | Opremljen naprednim JCOE postupkom oblikovanja i DSAW tehnologijom zavarivanja, kompletnom opremom za proizvodnju i testiranje |
| Proizvodni kapacitet | Godišnja proizvodnja veća od 200.000 tona |
| Certifikacija | API 5L, ISO 9001, ISO 19001, ISO 14001, ISO 45001, itd. |
| Projekti koji sudjeluju | Mini hidroelektrana Ranawala; Tranzitni plinovod br. 2 za Tursku; Mini hidroelektrana Ranawala; Projekt izgradnje grada; itd. |
| Izvezene zemlje | Australija, Indonezija, Kanada, Saudijska Arabija, Dubai, Egipat, Europa i druge zemlje i regije |
| Prednosti | Tvornica i proizvođač čeličnih cijevi LSAW; Veletrgovci čeličnim cijevima LSAW; Prodavatelji čeličnih cijevi LSAW; Izravna prodaja iz tvornice, zajamčena kvaliteta i niže cijene. |
Jednostavno rečeno,LSAWProizvodni proces uključuje uvijanje čeličnih ploča u oblik cijevi, a zatim korištenje zavarivanja pod praškom za zavarivanje rubova čeličnih ploča kako bi se formirala čelična cijev.
Zatim ćemo vas provesti kroz ključne korake u proizvodnji čeličnih cijevi LSAW, dajući vam jasno razumijevanje procesa.

1. Pregled i rezanje pločaOvisno o standardima izvedbe čeličnih cijevi i potrebnim dimenzijama, kvalificirane ploče bit će izrezane na odgovarajuće veličine.
2. Glodanje rubovaObradite rub čelične cijevi kako biste oblikovali oblik pogodan za zavarivanje, poput V-oblika. Ovaj korak je ključan za kvalitetu zavara.
3. FormiranjeNaša tvrtka koristi JCOE proces oblikovanja, u kojem se čelična ploča oblikuje u kontinuiranu cjevastu strukturu pomoću valjaka i preše.

4.ZavarivanjeU uzdužnom šavu cjevaste konstrukcije izvodi se zavarivanje pod praškom kako bi se rubovi čeličnih ploča spojili i formirali čelični cijevi. Ovo je najvažniji korak u cijelom procesu.
5. InspekcijaBrojne inspekcije, uključujući 100% nerazorna ispitivanja i hidrostatičko ispitivanje nepropusnosti čeličnih cijevi, osiguravaju da gotov proizvod zadovoljava standardne zahtjeve.
U stvarnom procesu proizvodnje čeličnih cijevi LSAW, osim gore spomenutih ključnih procesa, postoje mnogi drugi fini i složeni koraci. Ti koraci zahtijevaju preciznu kontrolu i strogo praćenje kvalitete kako bi se osigurala proizvodnja visokokvalitetnih čeličnih cijevi LSAW koje zadovoljavaju standarde.
1. Vrlo prilagodljivLSAW čelične cijevi često se koriste u radnim okruženjima s visokim temperaturama i visokim tlakom. S odgovarajućim premazom, ove cijevi mogu održati pouzdane performanse čak i u ekstremnim klimatskim uvjetima i složenim geološkim uvjetima.
2. Kvaliteta zavarivanjaU proizvodnji LSAW-a,dvostrano zavarivanje pod praškom (DSAW)koristi se postupak. Ovaj postupak osigurava da je zavar potpuno prodiran, čime se postiže visoki standard kvalitete zavarivanja. Zavar je ujednačen i konzistentan, što dodatno poboljšava ukupne performanse i pouzdanost čelične cijevi.
3. Čelična cijev debelostijenskog čelika velikog promjera:
| Kratice | Ime | Vanjski promjer | Debljina stijenke |
| SSAW (HSAW, SAWH) | Spiralno zavarivanje pod praškom | 200 - 3500 mm | 5 - 25 mm |
| LSAW (SAWL) | Uzdužno zavarivanje pod praškom | 350 - 1500 mm | 8 - 80 mm |
| ERW | Električno otporno zavareno | 20 - 660 mm | 2 - 20 mm |
| SMLS | Besprijekorno | 13,1 - 660 mm | 2 - 100 mm |
Kao što se može vidjeti iz gornje usporedbe veličine proizvodnje, čelične cijevi LSAW imaju očite prednosti u proizvodnji čeličnih cijevi s debelim stijenkama velikog promjera, zadovoljavajući potrebe velikih projekata i industrijskih primjena.
4. Široko korištenLSAW čelične cijevi se široko koriste u transportu nafte i plina, građevinskom inženjerstvu, izgradnji mostova i drugim područjima koja zahtijevaju visokočvrste čelične cijevi zbog njihove visoke čvrstoće i izvrsnih performansi.



| Standard | Upotreba | Razred |
| API 5L / ISO 3183 | linijska cijev | Razred B, X42, X52, X60, X65, X72, itd. |
| GB/T 9711 | linijska cijev | L245, L290, L360, L415, L450, itd. |
| GB/T 3091 | Prijenos tekućina pod niskim tlakom | Q195, Q235A, Q235B, Q275A, Q275B, itd. |
| ASTM A252 | Cijev za pilotiranje | 1. stupanj, 2. stupanj i 3. stupanj |
| ASTM A500 | Hladno oblikovana konstrukcijska cijev | Razred B, razred C i razred D |
| ASTM A501 | Vruće oblikovana konstrukcijska cijev | Razred A, razred B i razred C |
| EN 10219 | Hladno oblikovana konstrukcijska cijev | S275J0H, S275J2H, S355J0H, S355J2H |
| EN 10210 | Vruće obrađena konstrukcijska cijev | S275J0H, S275J2H, S355J0H, S355J2H |
Uz uobičajene standarde za čelične cijevi navedene gore, materijal i standard čelične ploče, kao što je SS400, također su uključeni u proizvodnju čeličnih cijevi korištenjem LSAW postupka. Ovdje nisu navedeni.
Unutarnje i vanjske površine čeličnih cijevi LSAW često su premazane kako bi odgovarale različitim radnim okruženjima.
Ovi premazi mogu biti privremeni zaštitni premazi ili dugoročni antikorozivni premazi. Uobičajene vrste premaza uključujuboja, galvanizacija, 3LPE, FBE,TPEP, epoksidni ugljeni katranitd.
Ovi premazi učinkovito štite čelične cijevi od korozije, produžuju njihov vijek trajanja te osiguravaju njihovu stabilnost i pouzdanost u različitim uvjetima okoline.


Čelične cijevi LSAW su važan industrijski materijal. Kako bi se osigurala njihova nesmetana cirkulacija na različitim nacionalnim i regionalnim tržištima, čelične cijevi LSAW moraju dobiti niz certifikacijskih dokumenata prilikom uvoza i izvoza. Uobičajeni uključujuAPI 5L certifikat,ISO 9001 certifikat,ISO 19001 certifikacija, ISO 14001 certifikat,i ISO 45001 certifikat.