




| SPECIFIKACIJE ZA LSAW ČELIČNE CIJEVI | |
| 1. Veličina | 1) vanjski promjer: 406 mm - 1500 mm |
| 2) Debljina stijenke: 8 mm-50 mm | |
| 3) SCH20, SCH40, STD, XS, SCH80 | |
| 2. Standardno: | ASTM A53, API 5L,EN10219,EN10210,ASTM A252ASTM A500 itd. |
| 3. Materijal | ASTM A53 Gr. B,API 5L Gr. B,X42,X52,X60,X70,X80,S235JR,S355J0H, itd. |
| 4. Upotreba: | 1) tekućina niskog tlaka, voda, plin, ulje, cjevovod |
| 2) konstrukcija cijevi, izgradnja pilota cijevi | |
| 3) ograda, cijev za vrata | |
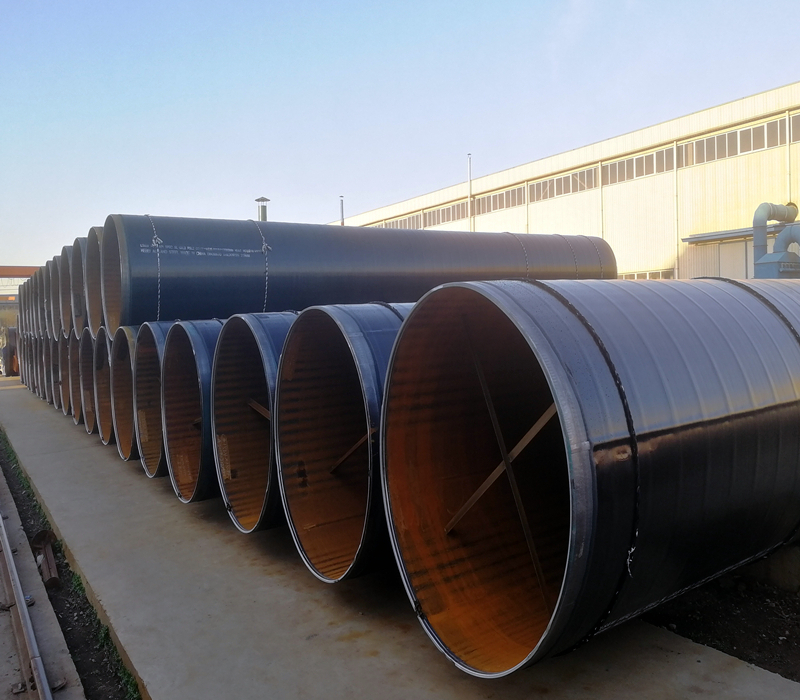
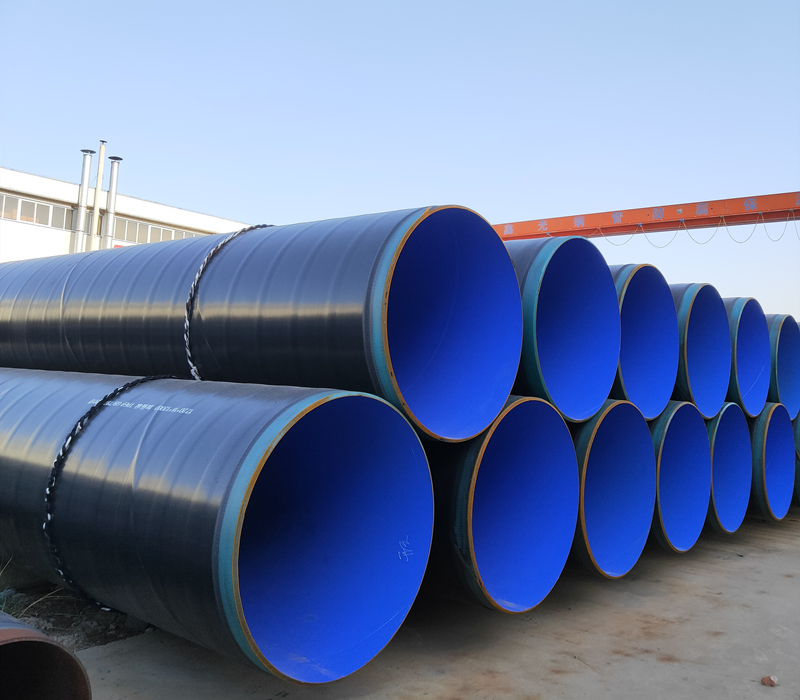
| 5. Premaz | 1) Ogoljeno 2) Crno obojeno (premaz laka) 3) Pocinčano 4) Nauljeno 5) PE, 3PE, FBE, premaz otporan na koroziju, premaz protiv korozije |
| 6. Tehnika | uzdužno zavarena čelična cijev |
| 7. Inspekcija: | S hidrauličkim ispitivanjem, vrtložnim strujama, RT, UT ili inspekcijom treće strane |
| 8. Dostava | Kontejner, brod za rasuti teret. |
| 9. O našoj kvaliteti: | 1) Bez oštećenja, bez savijanja 2) bez neravnina ili oštrih rubova i bez ostataka 3) Besplatno za podmazivanje i označavanje 4) Sva roba može biti provjerena od strane treće strane prije otpreme |

Inženjerski slučaj Hong Konga

Inženjerski slučaj Katara

Inženjerski slučaj Turske

LSAW cijevusvaja tehnologiju zavarivanja pod praškom, koristeći zavarivanje punilom, zaštitu od čestica fluksom ukopanim lukom.
LSAW je engleska kratica za uprljano elektrolučno zavarenu čelične cijevi s ravnim šavom. Proizvodni proces čeličnih cijevi s ravnim šavom zavarenih pod praškom uključuje JCOE tehnologiju oblikovanja, tehnologiju zavarivanja pod praškom oblikovanja zavojnicama i UOE tehnologiju oblikovanja.
Proces proizvodnje uzdužno zavarenih cijevi pod praškom (LSAW) je sljedeći:
Ultrazvučno ispitivanje ploče → glodanje rubova → prethodno savijanje → oblikovanje → Prethodno zavarivanje → Unutarnje zavarivanje → Vanjsko zavarivanje → Ultrazvučni pregled → Rendgenski pregled → Proširenje → hidrauličko ispitivanje → 1. Skošavanje → Ultrazvučni pregled → Rendgenski pregled → magnetski pregled na kraju cijevi

| Zahtjevi za vlačnu čvrstoću | |||
| 1. razred | 2. razred | 3. razred | |
| Vlačna čvrstoća, min, psi (MPa) | 50 000 (345) | 60 000 (415) | 66 000 (455) |
| Granica razvlačenja ili granica razvlačenja, min, psi (MPa) | 30 000 (205) | 35 000 (240) | 45 000 (310) |
| Osnovno minimalno izduženje za nominalne debljine stijenke od 7,9 mm ili više: Izduženje od 203,2 mm, min., % Izduženje od 50,8 mm, min., % | 18 30 | 14 25 | ... 20 |
| Za nominalne debljine stijenke manje od 7,9 mm, odbitak od osnovnog minimalnog izduženja od 50,08 mm za svako smanjenje nominalne debljine stijenke od 0,8 mm ispod 7,9 mm, u postotnim bodovima, iznosi Vzi. | 1,5 A | 1,25 A | 1,0 A... |

Hidrostatičko ispitivanje

NDT(RT) ispitivanje

NDT(UT) ispitivanje
Ispitivanje savijanja—Dovoljna duljina cijevi mora se savijati hladno pod kutom od 90° oko cilindričnog trna.
Ispitivanje spljoštenosti-Iako ispitivanje nije potrebno, cijev mora biti sposobna zadovoljiti zahtjeve ispitivanja spljoštenosti.
Hidrostatičko ispitivanje—Osim ako nije dopušteno drugačije, svaka duljina cijevi mora se podvrgnuti hidrostatičkom ispitivanju bez propuštanja kroz stijenku cijevi.
Nerazorno električno ispitivanje-Kao alternativa hidrostatičkom ispitivanju, cijelo tijelo svake cijevi mora se ispitati nerazornim električnim ispitivanjem. Tamo gdje se provodi nerazorno električno ispitivanje, duljine moraju biti označene slovima "NDE".
Ultrazvučno ispitivanje
Ispitivanje vrtložnim strujama
Gola cijev, crni premaz (prilagođeno);
Oba kraja sa zaštitnim krajevima;
Običan kraj, kosi kraj;
Označavanje.




| Vanjski promjer | Vanjski promjer cjevovodnih pilota ne smije odstupati više od ±1% od navedenog vanjskog promjera. | ||
| Debljina stijenke | Debljina stijenke ni u jednoj točki ne smije biti veća od 12,5% ispod navedene nominalne debljine stijenke. | ||
| Duljine | Cjevovodni piloti moraju se isporučivati u pojedinačnim nasumičnim duljinama, dvostrukim nasumičnim duljinama ili u ujednačenim duljinama kako je navedeno u narudžbenici, u skladu sa sljedećim ograničenjima: | Pojedinačne slučajne duljine | 16 do 25 stopa (4,88 do 7,62 mm), inči |
| Dvostruke slučajne duljine | Preko 7,62 m s minimalnim prosjekom od 10,67 m | ||
| Uniformne duljine | duljina kako je specificirano s dopuštenom varijacijom od ±1 in. | ||
| Težina | Svaka duljina pilota cijevi mora se vagati zasebno, a njezina težina ne smije varirati više od 15% u odnosu na ili 5% ispod svoje teorijske težine, izračunate korištenjem njezine duljine i težine po jedinici duljine. | ||










