
Čelična cijev ASTM A210 je bešavna čelična cijev srednjeg ugljičnog sastava koja se koristi kao cijevi za kotlove i pregrijačače za okruženja visokih temperatura i visokog tlaka, kao što su elektrane i industrijski kotlovi.

Navigacijski gumbi
Raspon veličina ASTM A210
Sirovine
ASTM A210 stupanj
Proces proizvodnje bešavnih čeličnih cijevi ASTM A210
Toplinska obrada
Kemijske komponente
Mehanička svojstva
Ispitivanje tvrdoće
Drugi eksperimenti
Površinska obrada
Operacije oblikovanja
Označavanje ASTM A210
Primjene ASTM A210
Naši povezani proizvodi
Raspon veličina ASTM A210
Vanjski promjer: 1/2in (12,7 mm) ≤ vanjski promjer ≤ 5 in (127 mm)
Debljina stijenke: 0,035 inča (0,9 mm) ≤ WT ≤ 0,500 inča (12,7 mm)
Mogu se isporučiti cijevi drugih dimenzija, pod uvjetom da takve cijevi ispunjavaju sve ostale zahtjeve ove specifikacije.
Sirovine
Praksa proizvodnje čelika--Čelik će biti ubijen.
Umireni čelik odnosi se na dodavanje određenih količina deoksidacijskih sredstava poput silicija, aluminija i mangana tijekom procesa taljenja čelika.
Ovi aditivi mogu reagirati s kisikom u čeliku stvarajući čvrste okside, čime se smanjuje sadržaj kisika u čeliku i sprječava stvaranje oksidirajućih uključaka.
ASTM A210 stupanj
ASTM A210 dostupan je u dvije klase:Razred A-1 i razred C.
Proces proizvodnje bešavnih čeličnih cijevi ASTM A210
Čelične cijevi moraju biti izrađene bešavnim postupkom i moraju bitivruće dorađeno or hladno dorađenokako je navedeno.
Čelične cijevi promjera većeg od 30 milimetara obično se obrađuju vruće, a one promjera manjeg ili jednakog 30 milimetara hladno. Ova metoda razlikovanja nije apsolutna, ali se može koristiti kao brz i jednostavan način za određivanje metode obrade bešavnih čeličnih cijevi.
Toplinska obrada
Toplinska obrada nije potrebna za vruće dorađene cijevi.
Hladno dorađene cijevi moraju se nakon završnog postupka hladne završne obrade podvrgnuti subkritičnom žarenju, potpunom žarenju ili normalizirajućoj toplinskoj obradi.
Kemijske komponente
| Element | Razred A-1 | Razred C |
| C (ugljik), maks.A | 0,27 | 0,35 |
| Mn (mangan) | 0,93 maks. | 0,29-1,06 |
| P (fosfor), maks. | 0,035 | 0,035 |
| S (sumpor), maks. | 0,035 | 0,035 |
| Si (silicij), min | 0,1 | 0,1 |
| Za svako smanjenje od 0,01 % ispod navedenog maksimuma ugljika, dopušteno je povećanje od 0,06 % mangana iznad navedenog maksimuma do maksimalno 1,35 %. | ||
Ovi zahtjevi kemijskog sastava osiguravaju da cijevi imaju odgovarajuću čvrstoću i otpornost na temperaturu.
Mehanička svojstva
Zahtjevi za mehanička svojstva ne primjenjuju se na cijevi manje od1/ 8unutarnjeg promjera 3,2 mm ili debljine 0,015 inča [0,4 mm].
| Popis | Jedinica | Razred A-1 | Razred C | |
| Vlačna čvrstoća, min | ksi | 60 | 70 | |
| MPa | 415 | 485 | ||
| Granica razvlačenja, min. | ksi | 37 | 40 | |
| MPa | 255 | 275 | ||
| Izduženje in50 mm (2 inča), min. | Za uzdužna ispitivanja trakom, odbitak se mora napraviti za svako smanjenje debljine stijenke od 0,8 mm [1/32 in.] ispod 8 mm [5/16 in.] od osnovnog minimalnog izduženja za sljedeće postotne bodove. | % | 1,5A | 1,5A |
| Kada se koristi standardni okrugli uzorak od 2 inča ili 50 mm ili manji proporcionalno veliki uzorak s duljinom mjere jednakom 4D (četiri puta veći od promjera) | 22 | 20 | ||
| AIzračunate minimalne vrijednosti pogledajte u Tablici 4. | ||||
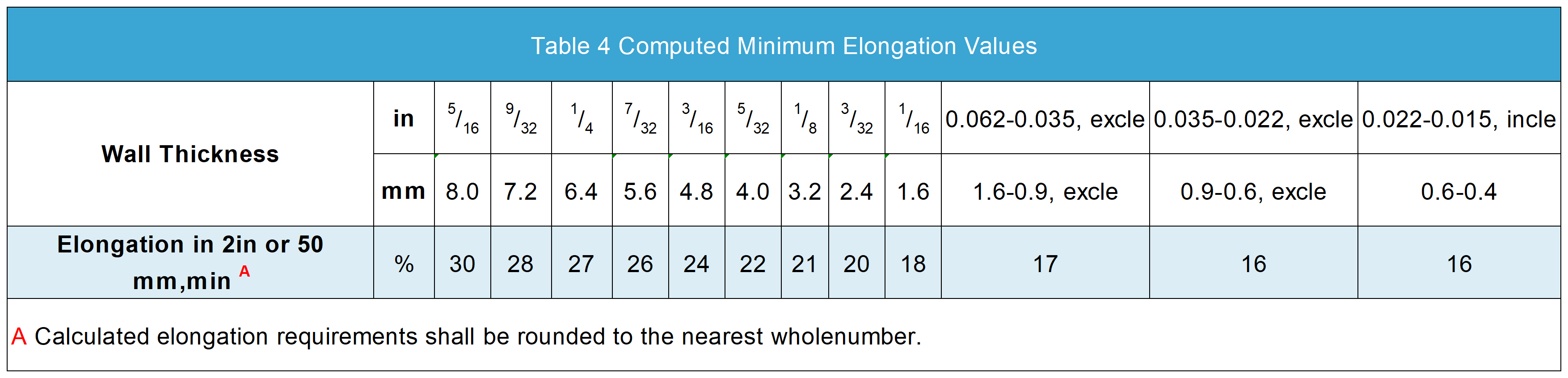
Tablica 4 daje izračunate minimalne vrijednosti izduženja za svaki1/32smanjenje debljine stijenke od 0,8 mm.
Tamo gdje se debljina stijenke nalazi između dvije gore navedene vrijednosti, minimalna vrijednost izduženja određuje se sljedećom jednadžbom:
Imperijalne jedinice (u): E = 48t+15,00
SI jedinica (mm): E = 1,87t+15,00
gdje:
E = izduženje u 2 inča ili 50 mm, %,
t = stvarna debljina uzorka.
Ispitivanje tvrdoće
Ispitivanja tvrdoće po Brinellu ili Rockwellu moraju se provesti na uzorcima iz dvije cijevi iz svake serije.
ASTM A210 Grade A-1:79-143 HBW
ASTM A210 Grade C: 89-179 HBW
HBW se odnosi na mjerenje Brinellove tvrdoće, gdje "W" označava upotrebu karbidne kuglice kao uvlakača.
Drugi eksperimenti
Ispitivanje spljoštenosti
Ispitivanje spaljivanja
Hidrostatsko ili nerazorno električno ispitivanje
Površinska obrada
Može se kiseliti ili pjeskariti, ili oboje, i taj dio je stvar dogovora, a izbor se temelji na dogovoru između korisnika i proizvođača.
Kiseljenje se uglavnom koristi za uklanjanje oksidiranih slojeva i drugih onečišćenja s površine čeličnih cijevi.
Sačmarenje se koristi za čišćenje površine i poboljšanje njezine čvrstoće prianjanja.
Ovi tretmani ne utječu samo na kvalitetu površine cijevi, već mogu utjecati i na njezina konačna svojstva primjene.
Operacije oblikovanja
Kada se umetnu u kotao, cijevi moraju izdržati širenje i savijanje bez pukotina ili nedostataka. Uz pravilnu manipulaciju, cijevi pregrijača moraju izdržati sve operacije kovanja, zavarivanja i savijanja potrebne za primjenu bez nastanka nedostataka.
Označavanje ASTM A210
Sljedeće treba biti jasno označeno:
Naziv ili logotip proizvođača.
Specifikacija cijevi (veličina, debljina stijenke itd.).
Vrsta cijevi.
Vrsta proizvodnje čeličnih cijevi: vruće obrađena ili hladno obrađena.
Primjene ASTM A210
Koristi se u proizvodnji malih do srednjih kotlova umjerenog tlaka, kao što su stojeći kotlovi, kotlovi s sjedećom konstrukcijom i drugi kotlovi koji se koriste za industrijsko ili stambeno grijanje.
Pregrijevači su dijelovi kotla koji se koriste za podizanje temperature pare iznad točke vrelišta, a cijevi ASTM A210 prikladne su za izradu ovih dijelova otpornih na visoke temperature.
Naši povezani proizvodi
Mi smo proizvođač i dobavljač visokokvalitetnih zavarenih cijevi od ugljičnog čelika iz Kine, a ujedno i distributer bešavnih čeličnih cijevi, nudeći vam širok raspon rješenja za čelične cijevi!
Oznake: astm 210, bojler, bešavni, vruće obrađen, hladno obrađen, pregrijač, dobavljači, proizvođači, tvornice, trgovci, tvrtke, veleprodaja, kupnja, cijena, ponuda, rinfuza, na prodaju, trošak.
Vrijeme objave: 24. travnja 2024.