



API 5L B osztályaz acélcsövet a vonatkozó követelményeknek megfelelően gyártjákAPI 5Lés széles körben használják csővezetékes szállítórendszerekben az olaj- és gáziparban.
B. osztálymás néven is emlegethetőL245A jellemző az, hogy az acélcső minimális folyáshatára245 MPa.
Az API 5L csővezeték két termékspecifikációban kapható:PSL1elsősorban a standard közlekedési rendszerekben használják, mígPSL2alkalmas nagyobb mechanikai szilárdságú és szigorúbb vizsgálati szabványokkal rendelkező, súlyosabb körülményekre.
A gyártási folyamat zökkenőmentes lehet (pl.SMLS), elektromos ellenállás-hegesztéssel (ERW), vagy fedett ívű hegesztéssel (FŰRÉSZ) a különböző telepítési és üzemeltetési igények kielégítésére.
Botop Steelegy vastag falú, nagy átmérőjű, kétoldalas, bemerített ívhegesztésű LSAW acélcsövek professzionális gyártója Kínában.
Helyszín: Cangzhou város, Hebei tartomány, Kína;
Teljes befektetés: 500 millió RMB;
Gyárterület: 60 000 négyzetméter;
Éves termelési kapacitás: 200 000 tonna JCOE LSAW acélcső;
Berendezések: Korszerű gyártó- és tesztelőberendezések;
Szakterület: LSAW acélcsőgyártás;
Tanúsítvány: API 5L tanúsítvánnyal rendelkezik.
API 5L B osztályú besorolás
Több különböző típusra oszlik a különböző termékspecifikációs szintek (PSL) és szállítási feltételek alapján.
Ez a kategorizálás a megfelelő csővezeték kiválasztását relevánsabbá teszi egy adott projekt igényeinek és a munkakörnyezet követelményeinek kielégítése érdekében.
PSL1: B.
PSL2: BR;BN;BQ;BM.
Számos speciális PSL 2 acélcsövet használnak speciális szervizkörnyezetekhez.
Savanyú szolgáltatási környezetek: BNS; BQS; BMS.
Tengeri szolgáltatási környezet: BNO; BQO; BMO.
Hosszanti képlékeny alakváltozási kapacitást igénylő alkalmazások: BNP; BQP; BMP
Szállítási feltételek
| PSL | Szállítási állapot | Csőminőség/Acélminőség | |
| PSL1 | Hengerelt, normalizált hengerelt, termomechanikus hengerelt, termomechanikusan formázott, normalizált formázott, normalizált, normalizált és megeresztett; vagy, hacsak SMLS csőhöz jóváhagyott, edzett és megeresztett | B | L245 |
| PSL 2 | Hengerelt állapotban | BR | L245R |
| Normalizált hengerelt, normalizált formázott, normalizált vagy normalizált és megeresztett | BN | L245N | |
| Edzett és temperált | BQ | L245Q | |
| Termomechanikus hengerelt vagy termomechanikus formázott | BM | L245M | |
Az acélcső szállítási állapota elsősorban a hőkezelésre vagy egyéb kezelésekre vonatkozik, amelyeket az acélcső gyártási folyamatának végén végeznek, és ezek a kezelések fontos hatással vannak az acélcső mechanikai tulajdonságaira, korrózióállóságára és szerkezeti stabilitására.
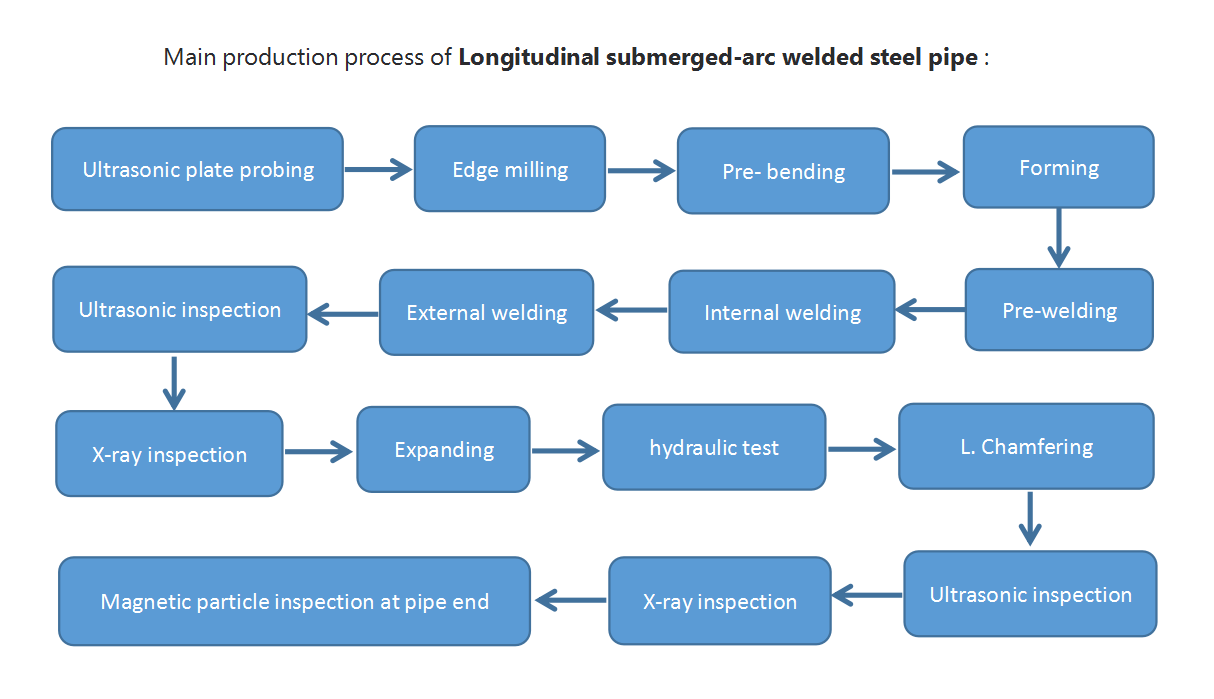
API 5L GR.B acélcső gyártási folyamat
Az API 5L szabvány szerint a B osztályú csövek az alábbi táblázatban szereplő gyártási folyamatok egyikével állíthatók elő.
| API 5L PSL1 B osztály | SMLS | LFW | HFW | FŰRÉSZ | FŰRÉSZ | CSUKLYA | COWH |
| API 5L PSL2 B osztály | SMLS | — | HFW | FŰRÉSZ | FŰRÉSZ | CSUKLYA | COWH |
Ha többet szeretne megtudni a Gyártási folyamat rövidítés jelentéséről,kattintson ide.
LSAWoptimális megoldás nagy átmérőjű, vastag falú acélcsövekhez.
A megjelenés megkülönböztető jellemzője a cső hosszirányában lévő hegesztés jelenléte.
Csővég típusa
Az API 5L B osztályú acélcsővégek típusai a PSL1 és PSL2 esetében eltérőek lehetnek.
PSL 1 acélcsővég
Harang alakú vég; Sima végű;Sima vég speciális csatlakozóhoz; Menetes vég.
Harang alakú vég: Csak olyan csövekhez használható, amelyek D ≤ 219,1 mm (8,625 hüvelyk) és t ≤ 3,6 mm (0,141 hüvelyk) a tokos végén.
Menetes vég: A menetes végű cső csak SMLS és hosszvarratos hegesztésű csövekre korlátozódik, amelyek D < 508 mm (20 hüvelyk).
PSL 2 acélcsővég
Sima végű.
Sima csővégek esetén a következő követelményeket kell betartani:
A t ≤ 3,2 mm (0,125 hüvelyk) átmérőjű sima végű csövek véglapjait derékszögűre kell vágni.
A 3,2 mm-nél (0,125 hüvelyknél) hosszabb sima végű csöveket hegesztéshez ferdén kell leélezni. A ferde él szögének 30-35°-nak, a ferde él alapfelületének szélességének pedig 0,8 - 2,4 mm (0,031 - 0,093 hüvelyk) között kell lennie.
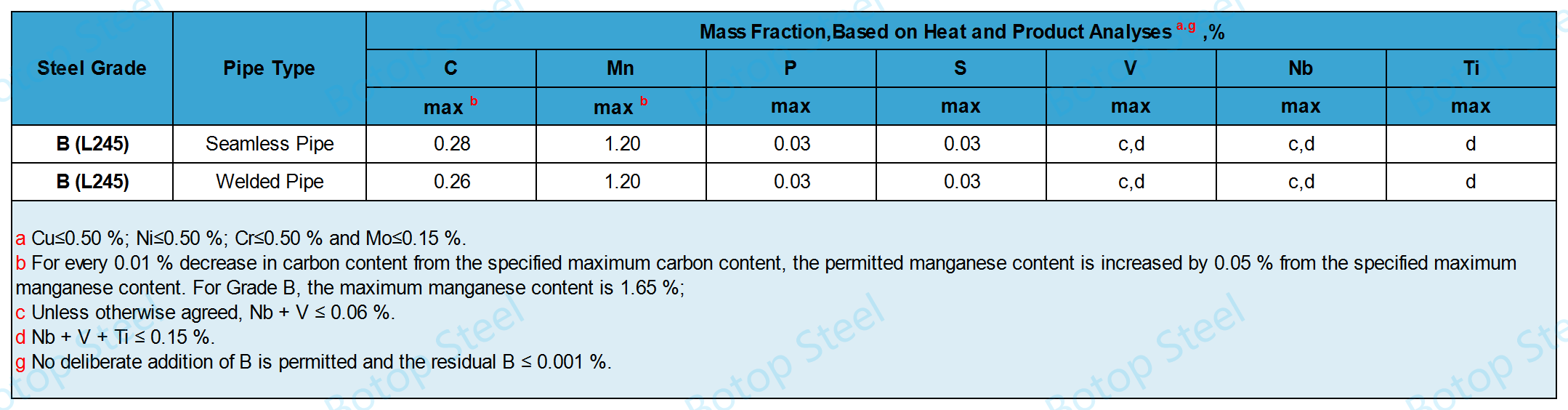
API 5L B osztályú kémiai összetétel
A 25,0 mm-nél (0,984 hüvelyknél) nagyobb átmérőjű PSL1 és PSL2 acélcsövek kémiai összetételét megállapodás alapján kell meghatározni.
PSL 1 cső kémiai összetétele, t ≤ 25,0 mm (0,984 hüvelyk)
PSL 2 cső kémiai összetétele, t ≤ 25,0 mm (0,984 hüvelyk)
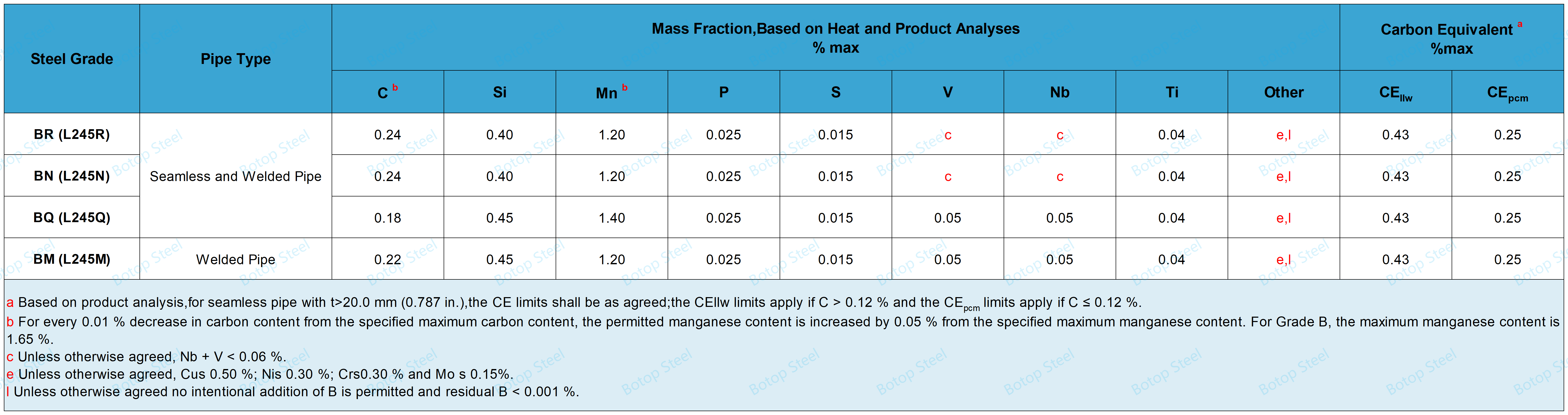
A PSL2 acélcső termékek esetében, amelyeket egy≤0,12% széntartalom, a szén-egyenérték CEPCMa következő képlettel számítható ki:
CEPCM= C + Si/30 + Mn/20 + Cu/20 + Ni/60 + Cr/20 + Mo/15 + V/15 + 5B
A PSL2 acélcső termékek esetében, amelyeket egyszéntartalom > 0,12%, a szén-egyenérték CEllwaz alábbi képlettel számítható ki:
CEllw= C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
API 5L B osztályú mechanikai tulajdonságok
Szakítószilárdság
PSL1 GR.B Szakítószilárdsági tulajdonságok

PSL2 GR.B Szakítószilárdsági tulajdonságok
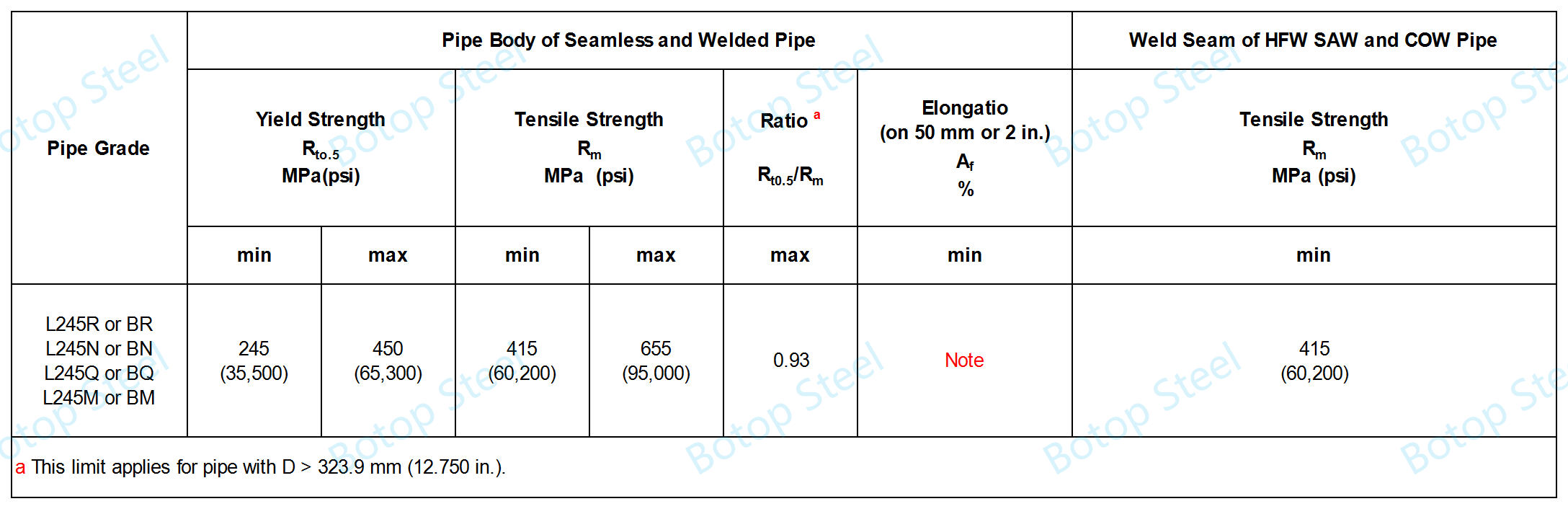
JegyzetA megadott minimális nyúlás, Afa következő egyenlettel kell meghatározni:
Egyf= C × (Axc0,2/U0,9)
C1940 az SI mértékegységekkel végzett számítások és 625 000 az USC mértékegységekkel végzett számítások esetében;
Axc a szakítópróbadarab keresztmetszeti területe négyzetmilliméterben (négyzethüvelykben) kifejezve, az alábbiak szerint:
1) kör keresztmetszetű próbadarabok esetén 130 mm2(0,20 hüvelyk.)2) 12,7 mm (0,500 hüvelyk) és 8,9 mm (0,350 hüvelyk) átmérőjű próbadarabok esetén; 65 mm2(0,10 hüvelyk.)2) 6,4 mm (0,250 hüvelyk) átmérőjű próbadarabok esetén;
2) teljes keresztmetszetű próbadarabok esetében a következők közül a kisebb: a) 485 mm2(0,75 hüvelyk.)2) és b) a próbadarab keresztmetszeti területe, T, amelyet a cső megadott külső átmérőjéből és megadott falvastagságából származtattak, 10 mm-re kerekítve.2(0,01 hüvelyk)2);
3) szalagpróbadarabok esetében a következők közül a kisebb: a) 485 mm2(0,75 hüvelyk.)2) és b) a próbadarab keresztmetszeti területe, amelyet a próbadarab megadott szélességéből és a cső megadott falvastagságából származtattunk, 10 mm-re kerekítve.2(0,01 hüvelyk)2);
Ua megadott minimális szakítószilárdság, megapascalban (font/négyzethüvelyk) kifejezve.
Hajlítási teszt
A minta egyetlen részén sem lehet repedés, és a hegesztés sem repedhet meg.
Lapítási teszt
Nem alkalmazható LSAW acélcsövekre.
AlkalmasEW, LW, ésCWCsőtípusok gyártása.
Vezetett hajlítási teszt
Feltárja a hegesztési varratban lévő, 3,2 mm-nél (0,125 hüvelyknél) hosszabb repedéseket vagy szakadásokat, mélységüktől függetlenül.
Feltárjon minden olyan repedést vagy törést az alapanyagon, a hőhatásövezetben vagy az ömlesztési vonalon, amely 3,2 mm-nél (0,125 hüvelyknél) hosszabb vagy a megadott falvastagság 12,5%-ánál mélyebb.
CVN ütésvizsgálat PSL 2 csőhöz
CVN (Charpy V-Notch) ütővizsgálat, egy szabványosított vizsgálati módszer az anyagok szívósságának értékelésére gyors ütőterhelés esetén.
A következő követelmények az X60 vagy L415 ≤ minőségi osztályokra vonatkoznak.
| CVN elnyelt energiakövetelmény PSL 2 csőtesthez | |
| Megadott külső átmérő D mm (hüvelyk) | Teljes méretű CVN elnyelt energia perc Kv J (láb/lbf) |
| ≤762 (30) | 27 (20) |
| >762 (30) - 2134 (84) | 40 (30) |
DWT teszt PSL 2 hegesztett csőhöz
A vizsgálatonkénti átlagos nyírási területnek ≥ 85%-nak kell lennie 0 °C (32 °F) vizsgálati hőmérsékleten.
A 25,4 mm-nél (1 hüvelyk) vastagabb falú csövek esetében a DWT-vizsgálat elfogadási követelményeit meg kell tárgyalni.
Hidrosztatikai teszt
Tesztidő
Minden méretű varrat nélküli és hegesztett acélcső D ≤ 457 mm (18 hüvelyk):tesztidő ≥ 5 s;
Hegesztett acélcső D > 457 mm (18 hüvelyk):tesztidő ≥ 10 s.
Vizsgálati gyakoriság
Minden egyes acélcső.

Próbanyomások
A P hidrosztatikai próbanyomás egysima végű acélcsőképlet segítségével számítható ki.
P = 2. emelet/D
Sa gyűrűfeszültség. Az érték megegyezik az acélcső megadott minimális folyáshatárával xa százalékban, MPa-ban (psi);
API 5L B osztályú szabványokhoza százalékos arányok a standard tesztnyomás esetében 60%, az opcionális tesztnyomás esetében pedig 70%.
D <88,9 mm (3,500 hüvelyk) esetén nem szükséges, hogy a vizsgálati nyomás meghaladja a 17,0 MPa (2470 psi) értéket;
88,9 mm-nél (3,500 hüvelyknél) nagyobb D esetén nem szükséges, hogy a próbanyomás meghaladja a 19,0 MPa-t (2760 psi).
ta megadott falvastagság milliméterben (hüvelykben) kifejezve;
Da megadott külső átmérő, milliméterben (hüvelykben) kifejezve.
Roncsolásmentes vizsgálat
SAW csövekhez, két módszer,UT(ultrahangos vizsgálat) vagyRT(radiográfiai vizsgálat) általában ilyet alkalmaznak.
ET(elektromágneses vizsgálat) nem alkalmazható SAW csövekre.
Az L210/A vagy annál nagyobb minőségű és 60,3 mm (2,375 hüvelyk) vagy annál nagyobb átmérőjű hegesztett csövek hegesztett varratait a specifikációknak megfelelően teljes vastagságban és hosszban (100%) roncsolásmentesen kell ellenőrizni.

UT roncsolásmentes vizsgálat

RT roncsolásmentes vizsgálat
Adja meg a külső átmérőt és a falvastagságot
Az acélcsövek meghatározott külső átmérőinek és meghatározott falvastagságainak szabványosított értékei a következőkben vannak megadva:ISO 4200ésASME B36.10M.

Méretbeli tűrések
Átmérő és körkörösség tűrései
Az acélcső átmérőjét a cső kerületének bármely kerületi síkban vett mértéke és π-vel való osztva definiáljuk.
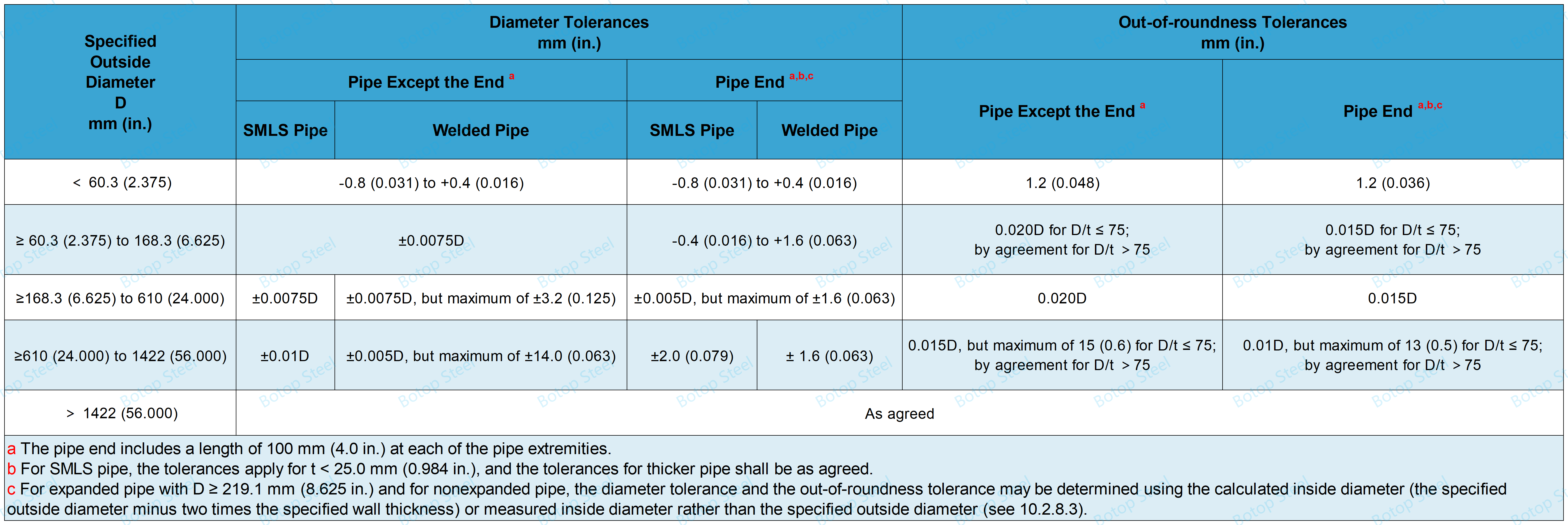
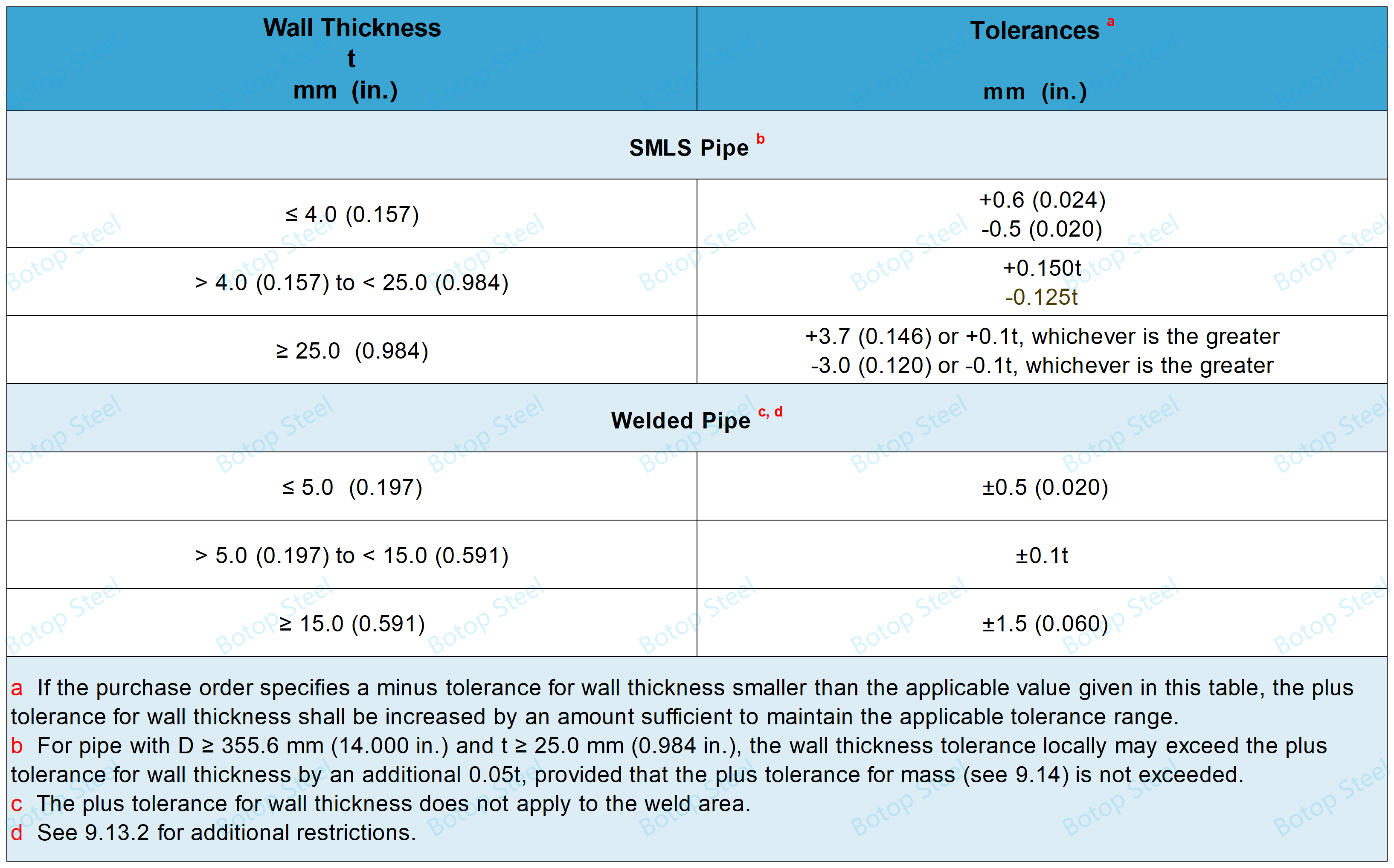
Falvastagság tűrései
Hossz tolerancia
Hozzávetőleges hosszúságok±500 mm (20 hüvelyk) tűréshatáron belül kell szállítani.
Tűrések a következőkhöz:véletlenszerű hosszúság
| Véletlenszerű hosszmegjelölés m (láb) | Minimális hossz m (láb) | Minden rendelési tétel minimális átlagos hossza m (láb) | Maximális hossz m (láb) |
| Menetes és összekapcsolt cső | |||
| 6 (20) | 4,88 (16,0) | 5,33 (17,5) | 6,86 (22,5) |
| 9 (30) | 4,11 (13,5) | 8,00 (26,2) | 10,29 (33,8) |
| 12 (40) | 6,71 (22,0) | 10,67 (35,0) | 13,72 (45,0) |
| Sima végű cső | |||
| 6 (20) | 2,74 (9,0) | 5,33 (17,5) | 6,86 (22,5) |
| 9 (30) | 4,11 (13,5) | 8,00 (26,2) | 10,29 (33,8) |
| 12 (40) | 4,27 (14,0) | 10,67 (35,0) | 13,72 (45,0) |
| 15 (50) | 5,33 (17,5) | 13,35 (43,8) | 16,76 (55,0) |
| 18 (60) | 6,40 (21,0) | 16,00 (52,5) | 19,81 (65,0) |
| 24 (80) | 8,53 (28,0) | 21,34 (70,0) | 25,91 (85,0) |
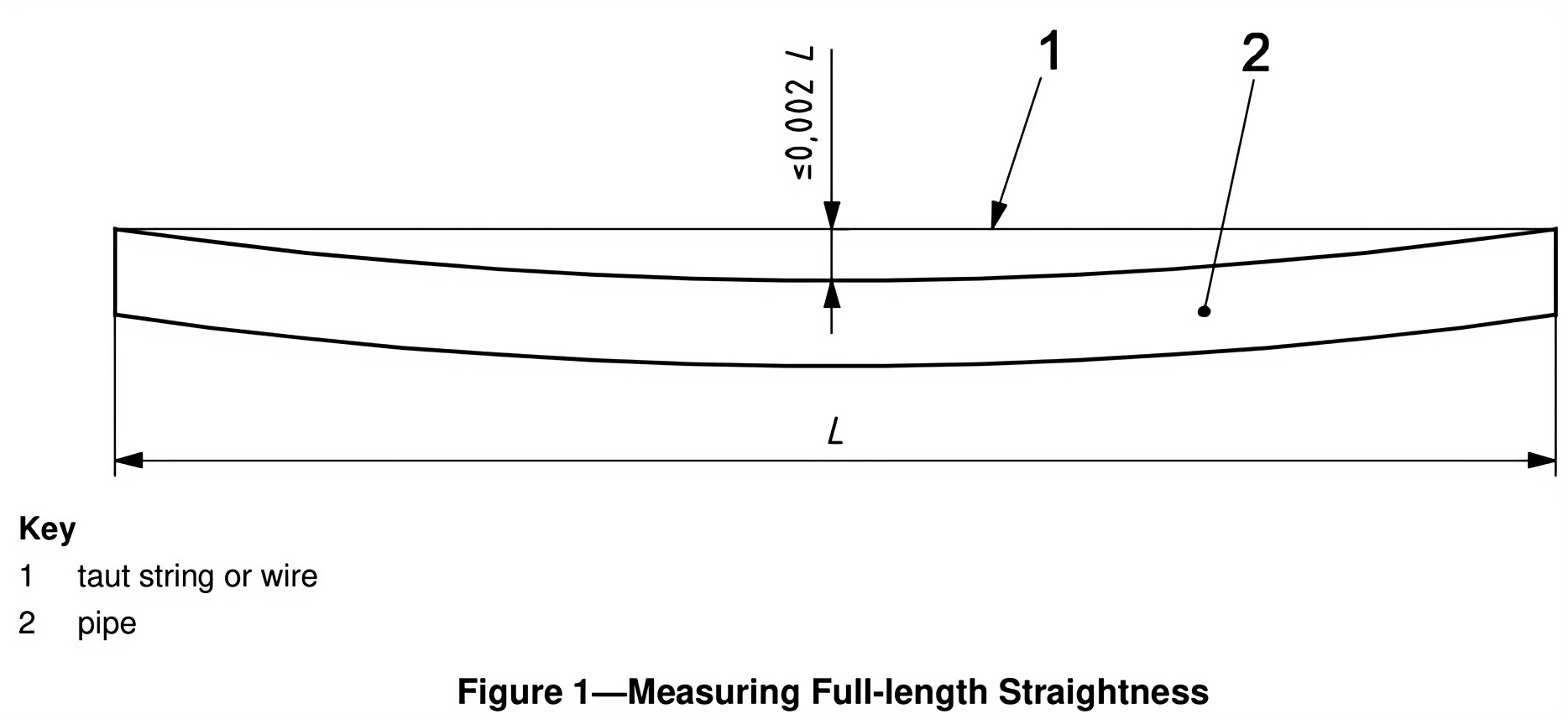
Egyenességi tolerancia
Egyenességi eltérés aa cső teljes hossza≤ 0,200 liter;
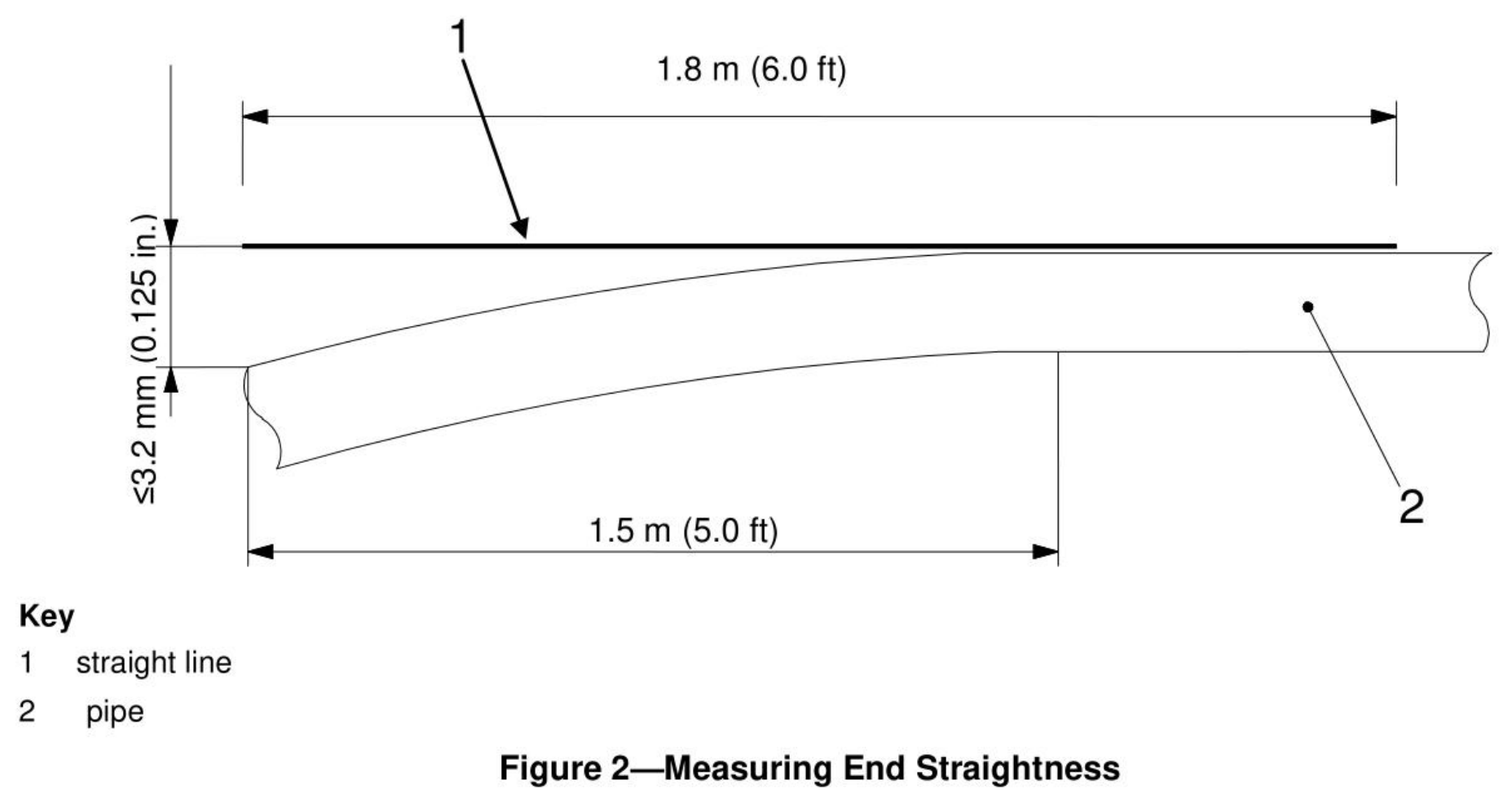
Egyenességi eltérés1,5 m (5,0 láb) acélcső csővég≤ 3,2 mm (0,125 hüvelyk).
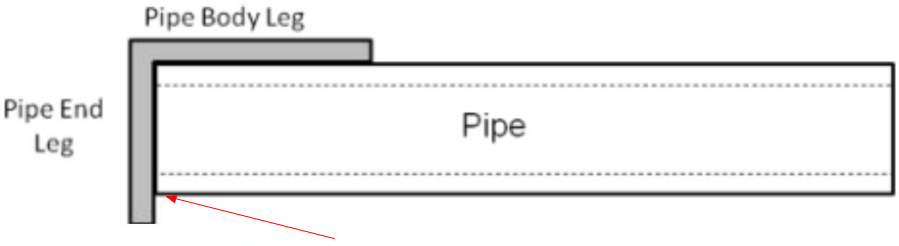
Egyenességi tolerancia
A vég merőlegességét a cső végéhez viszonyított merőlegességként definiáljuk.
A merőlegességi eltérésnek < 1,6 mm-nek (0,063 hüvelyknek) kell lennie. A merőlegességet a cső vége és a csővég közötti résként mérik.
A hegesztési varrat tűrései
Maximálisan megengedett radiális eltolásSAW és COW csövekhez.
| Meghatározott falvastagság t mm (hüvelyk) | Maximálisan megengedett radiális eltolásamm (hüvelyk) |
| ≤ 15,0 (0,590) | 1,5 (0,060) |
| > 15,0 (0,590) - 25,0 (0,984) | 0,1 t |
| > 25,0 (0,984) | 2,5 (0,098) |
| aEzek a határértékek a szalag/lemez véghegesztésekre is vonatkoznak. | |
Maximálisan megengedett hegesztési varratmagasságSAW és COW csövekhez (kivéve a csővégeket).
| Meghatározott falvastagság mm (hüvelyk) | Hegesztési varrat magassága mm (hüvelyk) alapelv | |
| Belső gyöngy | Külső gyöngy | |
| ≤13,0 (0,512) | 3,5 (0,138) | 3,5 (0,138) |
| >13,0 (0,512) | 3,5 (0,138) | 4,5 (0,177) |
A hegesztésnek simán kell átmennie a szomszédos acélcső felületére.
A csővégek hegesztési varratait 100 mm (4,0 hüvelyk) hosszúságúra kell köszörülni, ≤ 0,5 mm (0,020 hüvelyk) maradék hegesztési magassággal.
Tömeg tűrései
Minden acélcső:
a) speciális, könnyű csőméret esetén: -5,0% - +10,0%;
b) L175, L175P, A25 és A25P minőségű csövek esetén: -5,0% - +10,0%;
c) minden más cső esetében: -3,5% - +10,0%.
Cső tételenként(≥ 18 tonna (20 tonna) rendelési tétel esetén):
a) az L175, L175P, A25 és A25P fokozatok esetében: -3,5%;
b) minden más évfolyam esetében: -1,75%.
API 5L GR.B alkalmazások
Az API 5L B osztályú acélcső egyfajta csővezeték, amelyet főként folyadékok, például olaj, földgáz és víz szállítására használnak, és az olaj- és gázipar egyik leggyakrabban használt anyaga.
Olaj- és gázszállító rendszerekAz API 5L B osztályú acélcsövet általában olaj- és gázmező kitermelő és feldolgozó létesítményekben használják nyersolaj és földgáz gyűjtőrendszerekbe vagy feldolgozó létesítményekbe történő szállítására.
VízvezetékekVízszállításhoz, beleértve a vízellátó és öntözőrendszereket is, további felületkezelések, például bevonatok vagy burkolatok alkalmazhatók a korrózióállóság javítása érdekében.
FinomítókFinomítókban az API 5L B osztályú acélcsövet a nyersolaj frakcionált desztillációjából származó különféle vegyi anyagok és intermedierek szállítására használják.
Építőipar és infrastruktúraAz építőiparban, hidak, tartószerkezetek vagy más fontos infrastrukturális projektek építéséhez, különösen ott, ahol folyadékok nagy távolságú szállítása szükséges.
API 5L B osztályú egyenértékű
ASTM A106 B. osztályVarrat nélküli szénacél cső, amelyet jellemzően magas hőmérsékletű üzemhez használnak, kémiai összetételével és mechanikai tulajdonságaival nagyon hasonló az API 5L B osztályú csőhöz. Az ASTM A106 B osztályú cső általában magas hőmérsékletű vízgőz, vegyszerek és kőolajtermékek szállítására szolgál.
ASTM A53 B. osztályEz egy másik típusú szénacél cső, amely hegeszthető vagy varratmentes is lehet, és széles körben használják gépészeti, építőipari és egyéb mérnöki alkalmazásokban. Bár elsősorban alacsony nyomású és hőmérsékleti alkalmazásokhoz használják, egyes mechanikai tulajdonságparaméterei hasonlóak az API 5L B osztályú csőhöz.
EN 10208-2 L245NBGyúlékony gázok és egyéb folyadékok szállítására szolgáló csővezetékek gyártásához használják. Az L245NB (1.0457) egy közepes szilárdságú csővezeték-acél, amelynek mechanikai tulajdonságai hasonlóak az API 5L B osztályú acéléhoz.
ISO 3183 L245Az olaj- és gáziparban csővezeték-szállító rendszerekben használják. Az ISO 3183 szabványban szereplő L245 tulajdonságai nagyon közel állnak az API 5L B fokozatúhoz, és gyakran felcserélhetően használhatók.
További szolgáltatások, amiket nyújthatunk
Botop Steelnemcsak kiváló minőségű API 5L B osztályú acélcsöveket kínál, hanem számos támogató szolgáltatást is kínál, beleértve a korróziógátló bevonatok széles skáláját, a személyre szabott csomagolási megoldásokat és az átfogó logisztikai támogatást, hogy biztosítsuk a különféle igények kielégítését.
Elkötelezettek vagyunk egy olyan, mindent egy helyen tartalmazó beszerzési platform létrehozása iránt, amely lehetővé teszi az Ön számára szükséges összes termék és szolgáltatás kényelmes elérését. Professzionális és megbízható szolgáltatásainkkal hatékonyan és gondtalanul végezheti el projektje minden lépését, biztosítva a minőséget és a haladást. Célunk, hogy az Ön legmegbízhatóbb partnere legyünk.
Korróziógátló bevonat
Botop Steelszéles választékban kínál korrózióvédő bevonatokat, beleértvefestett, horganyzott,3LPE (HDPE), 3LPP,FBEés cementkötésű ellensúlyok, hogy megfeleljen a projekt különféle felhasználási követelményeinek.
csomagolás
Különféle csomagolási lehetőségeket kínálunk, beleértve a bálákat, ponyvákat, ládákat és csőkupakokat, amelyek az Ön egyedi igényeinek megfelelően testreszabhatók.


Műszaki támogatás
Cégünk elkötelezett amellett, hogy átfogó műszaki támogatási szolgáltatásokat nyújtson a projektek minden szakaszában. A projekt előtti ajánlattételtől a projekt közbeni beszerzésen és szállítási megbeszéléseken át a projekt utáni karbantartásig és hibaelhárításig, professzionális csapatunk szakértői tanácsokkal és támogatással tud szolgálni.
Célunk, hogy segítsünk Önnek kiváló minőségű és megfizethető termékeket vásárolni Kínában, biztosítva, hogy projektje zökkenőmentesen és költséghatékonyan menjen végbe. Várjuk az együttműködést Önnel egy mindenki számára előnyös jövő megteremtése érdekében.









