



API 5L X70 (L485)egy acélcsőtípus, amelyet az olaj- és gáziparban használnak csővezeték-szállító rendszerekhez, és amelyet a minimális minőségéről neveztek el.70 300 psi (485 MPa) folyáshatár, és varrat nélküli, valamint hegesztett csőformákból áll, és két termékspecifikációs szintre oszlik: PSL1 és PSL2. A PSL1-ben az X70 a legmagasabb minőség, míg a PSL2-ben szintén az acélcső magasabb minőségei közé tartozik.
Az API 5L X70 acélcső különösen alkalmas a nagy távolságú, nagynyomású szállítás igényeire nagy szilárdsága és nyomásállósága miatt. A nagyobb nyomás elviselése érdekében az X70 acélcsövet gyakran vastagabb falakkal tervezik a megfelelő szilárdság és tartósság biztosítása érdekében.
Botop Steelegy vastag falú, nagy átmérőjű, kétoldalas, bemerített ívhegesztésű LSAW acélcsövek professzionális gyártója Kínában.
Helyszín: Cangzhou város, Hebei tartomány, Kína;
Teljes befektetés: 500 millió RMB;
Gyárterület: 60 000 négyzetméter;
Éves termelési kapacitás: 200 000 tonna JCOE LSAW acélcső;
Berendezések: Korszerű gyártó- és tesztelőberendezések;
Szakterület: LSAW acélcsőgyártás;
Tanúsítvány: API 5L tanúsítvánnyal rendelkezik.
Szállítási feltételek
A szállítási állapot az acélcső hőkezelt vagy feldolgozott állapota, amikor a gyártás után készen áll a megrendelőnek történő szállításra. A szállítási állapot elengedhetetlen annak biztosításához, hogy a cső rendelkezzen a szükséges mechanikai tulajdonságokkal és szerkezeti integritással.
A PSL szinttől és a szállítási körülményektől függően az X70 a következőképpen kategorizálható:
PSL1: X70 (L485);
PSL2: X70Q (L485Q) és X70M (L485M);
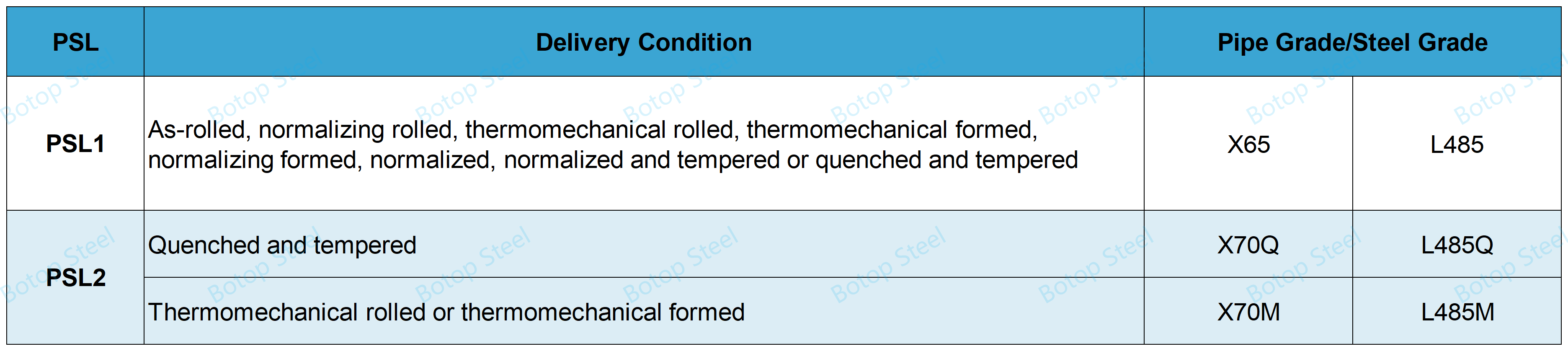
A PSL2 Q és M utótagjai rendre a következőket jelentik:
Q: Edzett és temperált;
MTermomechanikus hengerelt vagy termomechanikus formázott;
API 5L X70 Elfogadható gyártási folyamat
Az X70 gyártási folyamata magában foglalja a következőket:varrat nélküli és hegesztettformák, amelyek a következőképpen kategorizálhatók:

Ezek közülFŰRÉSZAz (LSAW) a leggyakrabban használt eljárás az X70 hegesztett folyamatok gyártásában, és előnyös a nagy átmérőjű, vastag falú, dimenzionális acélcsövek gyártásában.

Bár a varrat nélküli acélcsövek bizonyos szélsőséges körülmények közötti tulajdonságaik miatt továbbra is az előnyben részesített választásnak számítanak, a gyártott varrat nélküli acélcsövek maximális átmérője általában 660 mm-re korlátozódik. Ez a méretkorlátozás problémát jelenthet nagy távolságú szállítási csővezeték-projektek esetén.
Ezzel szemben az LSAW eljárás akár 1500 mm átmérőjű és 80 mm falvastagságú csövek előállítására is képes. Az ára pedig költséghatékonyabb lehet, mint a varrat nélküli acélé.
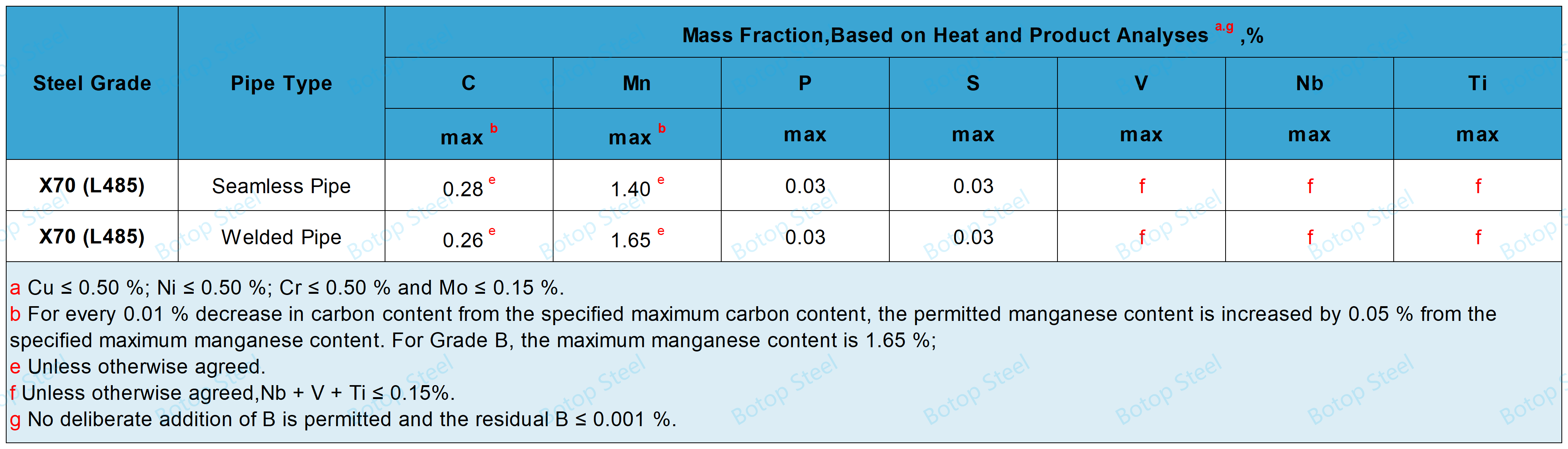
API 5L X70 kémiai összetétel
PSL 1 cső kémiai összetétele, t ≤ 25,0 mm (0,984 hüvelyk)
PSL 2 cső kémiai összetétele, t ≤ 25,0 mm (0,984 hüvelyk)
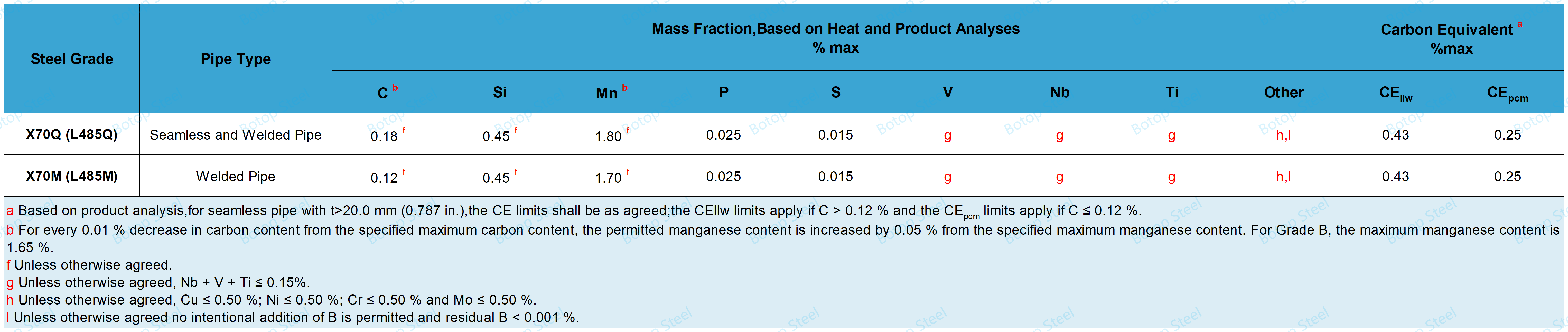
A PSL2 acélcső termékek esetében, amelyeket egy≤0,12% széntartalom, a szén-egyenérték CEPCMa következő képlettel számítható ki:
CEPCM= C + Si/30 + Mn/20 + Cu/20 + Ni/60 + Cr/20 + Mo/15 + V/15 + 5B
A PSL2 acélcső termékek esetében, amelyeket egyszéntartalom > 0,12%, a szén-egyenérték CEllwaz alábbi képlettel számítható ki:
CEllw= C + Mn/6 + (Cr + Mo + V)/5 + (Ni + Cu)/15
Kémiai összetétel, ha t > 25,0 mm (0,984 hüvelyk)
Tárgyalás útján kell meghatározni, és a fenti kémiai összetételi követelmények alapján megfelelő összetételre kell módosítani.
API 5L X70 mechanikai tulajdonságok
Szakító tulajdonságok
PSL1 X70 szakítószilárdsági tulajdonságok

PSL2 X70 szakítószilárdsági tulajdonságok
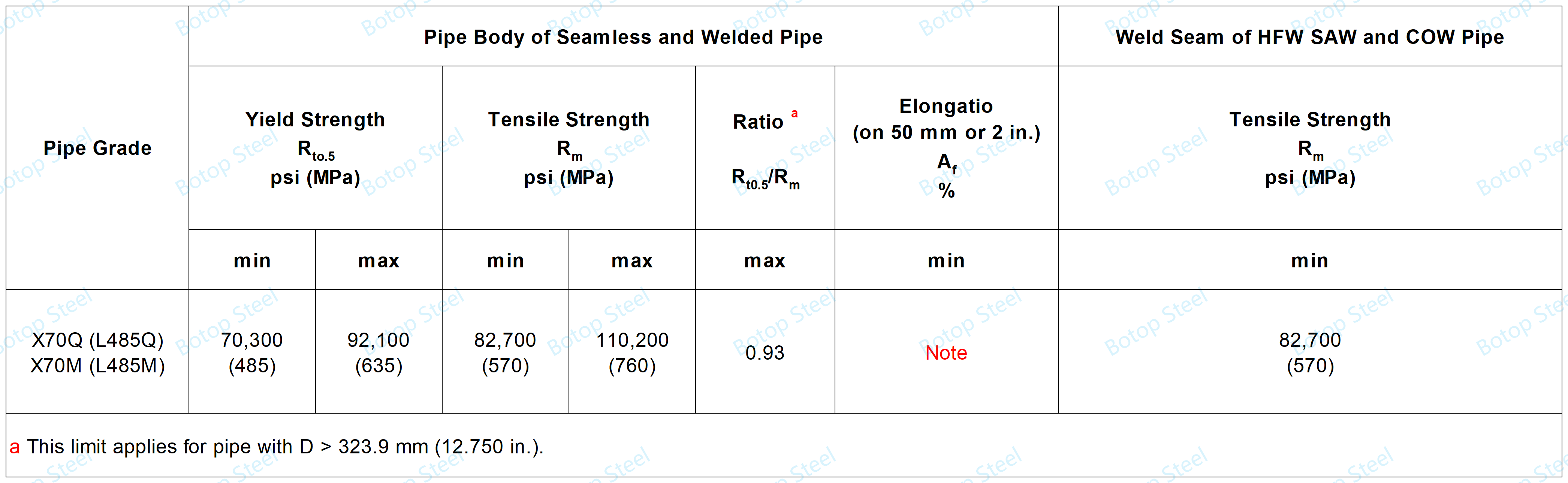
JegyzetA követelményeket részletesen ismertetjük aAPI 5L X52, ami szükség esetén megtekinthető.
Egyéb mechanikai kísérletek
A következő kísérleti programcsak SAW acélcső típusokra vonatkozik.
Hegesztővezető hajlítási vizsgálata;
Hidegen formázott hegesztett cső keménységvizsgálata;
Hegesztett varrat makrovizsgálata;
és csak PSL2 acélcső esetében: CVN ütésvizsgálat és DWT vizsgálat.
Más csőtípusok vizsgálati tételei és vizsgálati gyakoriságai az API 5L szabvány 17. és 18. táblázatában találhatók.
Hidrosztatikai teszt
Tesztidő
Minden méretű varrat nélküli és hegesztett acélcső D ≤ 457 mm (18 hüvelyk):tesztidő ≥ 5 s;
Hegesztett acélcső D > 457 mm (18 hüvelyk):tesztidő ≥ 10 s.
Kísérleti gyakoriság
Minden acélcsőés a vizsgálat során nem lehet szivárgás a hegesztésből vagy a csőtestből.
Próbanyomások
A P hidrosztatikai próbanyomás egysima végű acélcsőképlet segítségével számítható ki.
P = 2. emelet/D
Sa gyűrűfeszültség. Az érték megegyezik az acélcső megadott minimális folyáshatárával xa százalékban, MPa-ban (psi);
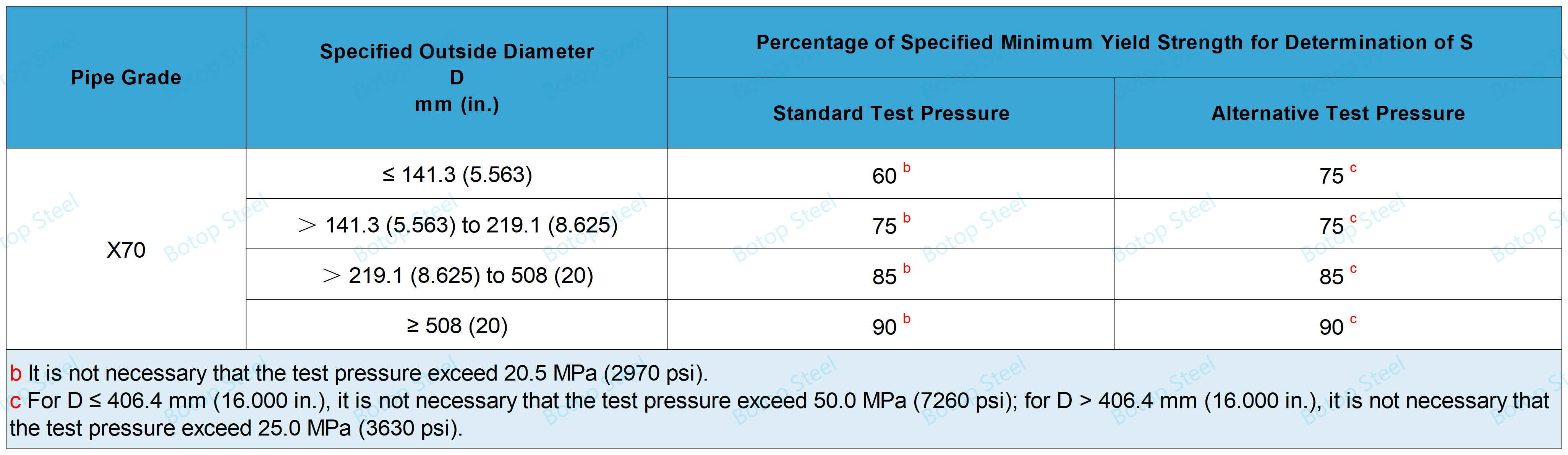
ta megadott falvastagság milliméterben (hüvelykben) kifejezve;
Da megadott külső átmérő, milliméterben (hüvelykben) kifejezve.
Roncsolásmentes vizsgálat
SAW csövekhez, két módszer,UT(ultrahangos vizsgálat) vagyRT(radiográfiai vizsgálat) általában ilyet alkalmaznak.
ET(elektromágneses vizsgálat) nem alkalmazható SAW csövekre.
Az L210/A vagy annál nagyobb minőségű és 60,3 mm (2,375 hüvelyk) vagy annál nagyobb átmérőjű hegesztett csövek hegesztett varratait a specifikációknak megfelelően teljes vastagságban és hosszban (100%) roncsolásmentesen kell ellenőrizni.

UT roncsolásmentes vizsgálat

RT roncsolásmentes vizsgálat
SAW és COW csövek esetében a hegesztéseket radiográfiai vizsgálati módszerekkel kell ellenőrizni az egyes csővégektől számított legalább 200 mm-en (8,0 hüvelyken) belül. Minden csővégtől számított 200 mm-en belül radiográfiai vizsgálatot kell végezni.
API 5L csőütemezési táblázat
A könnyebb megtekintés és használat érdekében rendszereztük a vonatkozó menetrend PDF-fájljait. Ezeket a dokumentumokat bármikor letöltheti és megtekintheti, ha szükséges.
Adja meg a külső átmérőt és a falvastagságot
Az acélcsövek meghatározott külső átmérőinek és meghatározott falvastagságainak szabványosított értékei a következőkben vannak megadva:ISO 4200ésASME B36.10M.

Méretbeli tűrések
Az API 5L mérettűrésekre vonatkozó követelményeit a következő részletezi:API 5L B osztályAz ismétlődések elkerülése érdekében a kék betűtípusra kattintva megtekintheti a releváns részleteket.
Gyakori hibák és javítások
A SAW csövek esetében a következő hibákat gyakran találjuk: lecsípődött szélek, ívégések, delamináció, geometriai eltérések, kemény csomók stb.
A vizuális ellenőrzés során talált hiányosságokat az alábbiak szerint kell ellenőrizni, kategorizálni és ártalmatlanítani.
a) A ≤ 0,125 t mélységű, és a hiba minimálisan megengedhető falvastagságát nem befolyásoló hibákat elfogadható hibáknak kell tekinteni, és a C.1. pont rendelkezéseinek megfelelően kell ártalmatlanítani.
b) A 0,125 t-nál nagyobb mélységű hibákat, amelyek nem befolyásolják a minimálisan megengedett falvastagságot, hibáknak kell tekinteni, és a C.2. pont szerinti újraélezéssel kell eltávolítani, vagy a C.3. pont szerint kell ártalmatlanítani.
c) A minimálisan megengedett falvastagságot érintő hibát hibának kell elismerni, és a C.3. pontnak megfelelően kell ártalmatlanítani.
Színazonosítás
Kérésre minden acélcső belső felületére egy körülbelül 50 mm (2 hüvelyk) átmérőjű színes jelölés festhető, amely lehetővé teszi a különböző anyagok könnyű megkülönböztetését.
| Csőminőség | Festékszín |
| L320 vagy X46 | Fekete |
| L360 vagy X52 | Zöld |
| L390 vagy X56 | Kék |
| L415 vagy X60 | Piros |
| L450 vagy X65 | Fehér |
| L485 vagy X70 | Lila-ibolya |
| L555 vagy X80 | Sárga |
Minek felel meg az X70 acél?
ISO 3183 - L485Ez egy nemzetközi szabványok szerinti csővezeték-acél, amelynek tulajdonságai hasonlóak az API 5L X70-hez.
CSA Z245.1 - GR 485Ez egy Kanadai Szabványügyi Szövetség által előírt acélminőség olaj- és gázvezetékekhez.
EN 10208-2 - L485MBEz egy csővezeték-acél az olaj- és gázszállításra szolgáló csővezetékek gyártására vonatkozó európai szabvány szerint.
Bevonat
Nemcsak kiváló minőségű X70 acélcsöveket biztosítunk ügyfeleinknek, hanem számos bevonatolási szolgáltatást is kínálunk, hogy megfeleljünk a különböző projektek speciális igényeinek.
FestékbevonatokA hagyományos festékbevonatok alapvető védelmet nyújtanak a korrózió ellen, és alkalmasak nem szélsőséges környezeti körülményekre vagy ideiglenes védelemre.
FBE bevonatElektrosztatikus szórással felvihető acélcső felületére, majd hővel kikeményíthető. Ez a bevonat jó vegyszer- és kopásállósággal rendelkezik, és alkalmas földalatti vagy víz alatti csővezetékekhez.
3LPE bevonatEpoxi bevonatból, ragasztórétegből és polietilén rétegből áll, kiváló korrózióállóságot és mechanikai védelmet biztosít a földalatti szállítócsőrendszerek széles skálája számára.
3LPP bevonatA 3LPE-hez hasonlóan a 3LPP bevonat három rétegből áll, de külső rétegként polipropilént használ. Ez a bevonat nagyobb hőállósággal rendelkezik, és alkalmas magas hőmérsékletű környezetben lévő csövekhez.
A bevonatok az adott alkalmazási környezet és a csővezeték követelményei alapján választhatók ki, hogy biztosítsák az API 5L X70 csővezetékek megbízhatóságát és biztonságát az üzem során.
Okok, amiért minket kell választani az X70 acélcsőhöz
1. API 5L tanúsítvánnyal rendelkező gyárakGyáraink API 5L tanúsítvánnyal rendelkeznek, amely garantálja a magas minőségi színvonalat a forrástól a késztermékig, ráadásul árelőnnyel.
2. Több csőtípusNemcsak hegesztett acélcsövek gyártói vagyunk, hanem varrat nélküli acélcsövek nagykereskedői is, és a csőtípusok széles választékát kínáljuk, amelyek megfelelnek a különböző projektek speciális igényeinek.
3. Komplett támogató felszerelésAz acélcsövek mellett karimákat, könyököket és egyéb tartóberendezéseket is tudunk biztosítani, így egyablakos beszerzési megoldást kínálunk projektjéhez.
4. Testreszabott szolgáltatásEgyedi igényekre szabott megoldásokat tudunk nyújtani, beleértve az acélcsövek gyártását és feldolgozását speciális specifikációkkal.
5. Szakosított szolgáltatásokA vállalat 2014-es megalakulása óta számos mérnöki projektben vett részt, és gazdag iparági tapasztalatra tett szert, amely lehetővé teszi számára, hogy speciális szolgáltatásokat és támogatást nyújtson.
6. Gyors reagálás és támogatásÜgyfélszolgálati csapatunk gyors reagálást és professzionális technikai támogatást nyújt, hogy problémáit és igényeit időben megoldjuk.










