



ASTM A178Az acélcsövek elektromos ellenálláshegesztéssel (ERW) készült csövekszén- és szén-mangán acélkazáncsövekként, kazánfüstcsövekként, túlhevítő füstcsövekként és biztonsági végelemekként használják.
12,7-127 mm külső átmérőjű és 0,9-9,1 mm falvastagságú acélcsövekhez alkalmas.
Az ASTM A178 csövek alkalmasak ellenállás-hegesztésű csövekhez12,7 - 127 mm közötti külső átmérők és 0,9 - 9,1 mm közötti falvastagságok, bár természetesen más méretek is rendelkezésre állnak szükség szerint, feltéve, hogy ezek a csövek megfelelnek a specifikáció összes többi követelményének.
Három fokozat létezik a különböző felhasználási környezetekhez.
A, C és D fokozat.
| Fokozat | Szénacél típusa |
| A osztály | Alacsony széntartalmú acél |
| C osztály | Közepes széntartalmú acél |
| D. osztály | Szén-mangán acél |
Az e specifikáció szerint biztosított anyagnak meg kell felelnie az A450/A450M specifikáció jelenlegi kiadásának vonatkozó követelményeinek, kivéve, ha a jelen dokumentum másként rendelkezik.
A osztályésC osztályNe adjon meg egy adott acélt; szükség szerint válassza ki a megfelelő alapanyagot.
Az acélD. osztálymeg fogják ölni.
A megkötött acélt úgy állítják elő, hogy az acélgyártási folyamat során deoxidálószereket (pl. szilícium, alumínium, mangán stb.) adnak az olvadt acélhoz, ezáltal csökkentve vagy megszüntetve az acél oxigéntartalmát.
Ez a kezelés javítja az acél homogenitását és stabilitását, fokozza mechanikai tulajdonságait, és fokozza a korrózióállóságát.
A csillapított acélokat ezért széles körben használják olyan alkalmazásokban, ahol nagyfokú homogenitásra és kiváló mechanikai tulajdonságokra van szükség, például nyomástartó edények, kazánok és nagy szerkezeti elemek gyártásához.
Az acélcsöveket a következő módszerrel gyártják:ERWgyártási folyamat.

ERW (elektromos ellenálláshegesztésű)egy ideális eljárás szénacél csövek gyártásához.
A nagy hegesztési szilárdság, a sima belső és külső felületek, a gyors gyártási sebesség és az alacsony ár előnyeivel széles körben használják számos ipari és építőipari területen.
ASTM A178acélcsőhőkezelni kella gyártási folyamat során. A cső mechanikai tulajdonságainak és szerkezeti stabilitásának javítására, valamint a hegesztési folyamat során esetlegesen keletkezett feszültségek kiküszöbölésére használják.
Hegesztés után minden csövet legalább 900 °C hőmérsékleten hőkezelni kell, majd levegőn vagy szabályozott atmoszférájú kemence hűtőkamrájában lehűteni.
Hidegen húzott csövekaz utolsó hideghúzási szakasz után hőkezelni kell 650 °C [1200 °F] vagy magasabb hőmérsékleten.

Termékelemzés elvégzésekor az ellenőrzés gyakoriságát a következőképpen határozzák meg.
| Osztályozás | Ellenőrzési gyakoriság |
| Külső átmérő ≤ 76,2 mm | 250 db/alkalom |
| Külső átmérő > 76,2 mm | 100 db/alkalom |
| Megkülönböztethető cső hőszáma szerint | Hőszámonként |
A mechanikai tulajdonságokra vonatkozó követelmények nem vonatkoznak a 3,2 mm-nél [1/8 hüvelyk] belső átmérőjű vagy 0,4 mm-nél [0,015 hüvelyk] vastagságú csövekre.
1. Szakítószilárdság
C és D osztályok esetében minden tételből két csövet kell szakítóvizsgálatnak alávetni.
Az A osztályú csövek esetében általában nincs szükség szakítóvizsgálatra. Ez annak köszönhető, hogy az A osztályú csöveket elsősorban alacsony nyomású és alacsony hőmérsékletű alkalmazásokhoz használják.
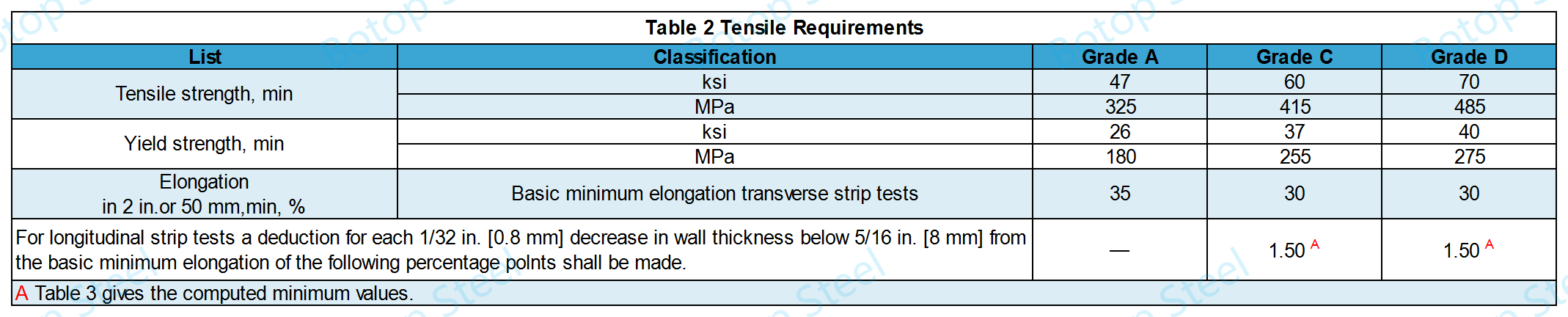
A 3. táblázat a falvastagság minden 0,8 mm-es [1/32 hüvelyk] csökkenéséhez tartozó számított minimális nyúlási értékeket mutatja.

Ha az acélcső falvastagsága nem tartozik ezek közé a falvastagságok közé, akkor az a képlettel is kiszámítható.
Hüvelykes mértékegység: E = 48t + 15,00vagyISI egységek: E = 1,87t + 15,00
E = nyúlás 50 mm-en belül, %,
t = a minta tényleges vastagsága, hüvelykben [mm].
2. Törőteszt
A sajtolási vizsgálatokat 63 mm hosszú csőszakaszokon végzik, amelyeknek repedés, hasadás vagy a hegesztési varratoknál fellépő hasadás nélkül kell ellenállniuk a hosszirányú sajtolásnak.

A 25,4 mm-nél (1 hüvelyknél) kisebb külső átmérőjű csövek esetében a minta hosszának a cső külső átmérőjének 2 1/2-szeresének kell lennie. Enyhe felületi hibák nem lehetnek elutasítási okok.
3. Lapítási teszt
A kísérleti módszer megfelel az ASTM A450 szabvány 19. szakaszának vonatkozó követelményeinek.
4. Karimavizsgálat
A kísérleti módszer megfelel az ASTM A450 szabvány 22. szakaszának vonatkozó követelményeinek.
5. Fordított lapítási teszt
A kísérleti módszer megfelel az ASTM A450 szabvány 20. szakaszának vonatkozó követelményeinek.
Minden acélcsövön hidrosztatikus vagy roncsolásmentes elektromos vizsgálatot végeznek.
A követelmények összhangban vannak az ASTM A450 szabvány 24. vagy 26. szakaszával.
A következő adatok az ASTM A450 szabványból származnak, és csak a hegesztett acélcsövekre vonatkozó követelményeknek felelnek meg.
Súlyeltérés
0 - +10%.
Falvastagság eltérés
0 - +18%.
Külső átmérő eltérése
| Külső átmérő | Megengedett eltérések | ||
| in | mm | in | mm |
| OD ≤1 | OD≤ 25,4 | ±0,004 | ±0,1 |
| 1<OD ≤1½ | 25,4<OD ≤38,4 | ±0,006 | ±0,15 |
| 1½ < OD < 2 | 38,1 < OD < 50,8 | ±0,008 | ±0,2 |
| 2≤ OD<2½ | 50,8≤ OD<63,5 | ±0,010 | ±0,25 |
| 2½≤ OD<3 | 63,5≤ OD<76,2 | ±0,012 | ±0,30 |
| 3≤ OD ≤4 | 76,2≤ OD ≤101,6 | ±0,015 | ±0,38 |
| 4<OD ≤7½ | 101,6<OD ≤190,5 | -0,025 - +0,015 | -0,64 - +0,038 |
| 7½ < külső átmérő ≤9 | 190,5 < OD ≤228,6 | -0,045 - +0,015 | -1,14 - +0,038 |
A kazánba való behelyezés után a csőnek képesnek kell lennie ellenállni a tágulásnak és hajlításnak repedések vagy hegesztési varratok repedése nélkül.
A túlhevítő csövének hibátlanul kell ellenállnia az összes szükséges kovácsolási, hegesztési és hajlítási műveletnek.
Főként kazáncsövekben, kazánfüstcsövekben, túlhevítő füstcsövekben és biztonságos végekben használják.
ASTM A178 A osztályA cső alacsony széntartalma jó hegeszthetőséget és nagy szívósságot biztosít olyan alkalmazásokhoz, amelyek nem vannak kitéve nagy nyomásnak.
Elsősorban alacsony nyomású és közepes hőmérsékletű alkalmazásokhoz, például alacsony nyomású kazánokhoz (pl. lakossági kazánok, kis irodaházak vagy gyári kazánok) és egyéb hőcserélőkhöz használják alacsony hőmérsékletű környezetben.
ASTM A178 C osztálymagasabb szén- és mangántartalommal rendelkezik, így ez a cső jobb szilárdságot és hőállóságot biztosít a nagyobb igénybevételű üzemi körülményekhez.
Közepes nyomású és közepes hőmérsékletű alkalmazásokhoz, például ipari és melegvíz-kazánokhoz alkalmas, amelyek jellemzően magasabb nyomást és hőmérsékletet igényelnek, mint a háztartási kazánok.
ASTM A178 D. osztályA csövek magas mangán- és megfelelő szilíciumtartalommal rendelkeznek, így kiváló szilárdságot és hőállóságot biztosítanak, így stabilak magas hőmérsékletű és nagynyomású környezetben, és alkalmasak extrém üzemi körülmények elviselésére.
Általában nagy nyomású és magas hőmérsékletű környezetben használják, például erőművi kazánokban és ipari túlhevítőkben.
1. ASTM A179 / ASME SA179Varratmentes lágyacél hőcserélő és kondenzátorcsövek kriogén üzemhez. Elsősorban alacsonyabb nyomású környezetben használják, kémiai és mechanikai tulajdonságai hasonlóak az ASTM A178 szabványhoz.
2. ASTM A192 / ASME SA192Varrat nélküli szénacél kazáncsövek nagynyomású üzemhez. Elsősorban vízfalak, economizerek és egyéb nyomástartó alkatrészek gyártásához használják ultra nagynyomású kazánokhoz.
3. ASTM A210 / ASME SA210Lefedi a varrat nélküli közepes széntartalmú és ötvözött acél kazán- és túlhevítőcsöveket magas hőmérsékletű és közepes nyomású kazánrendszerekhez.
4. DIN 17175Varrat nélküli acélcsövek nagy nyomású és magas hőmérsékletű környezetben való használatra. Főként kazánok és nyomástartó edények gőzcsöveinek gyártásához használják.
5. EN 10216-2Műszaki feltételeket ír elő ötvözetlen és ötvözött acélokból készült, meghatározott magas hőmérsékleti tulajdonságokkal rendelkező varrat nélküli csövekre nyomás alatti alkalmazásokhoz.
6. JIS G3461: Kazánokhoz és hőcserélőkhöz használt szénacél csöveket foglal magában. Általános alacsony és közepes nyomású hőcserélő helyzetekben alkalmazható.
Kínából származó, kiváló minőségű hegesztett szénacél csövek gyártója és beszállítója, valamint varrat nélküli acélcsövek nagykereskedője vagyunk, széles választékban kínálva acélcső megoldásokat!
Ha bármilyen kérdése van, vagy többet szeretne megtudni kínálatunkról, ne habozzon kapcsolatba lépni velünk. Az ideális acélcső megoldások csak egy üzenetnyire vannak!








