



BS EN 10210 S275J0H szabványegy melegen edzett üreges szerkezeti acélprofil, amelyet a következőképpen gyártanak:MSZ EN 10210 szabványkülönféle kerek, négyzet, téglalap vagy ovális keresztmetszetekben.
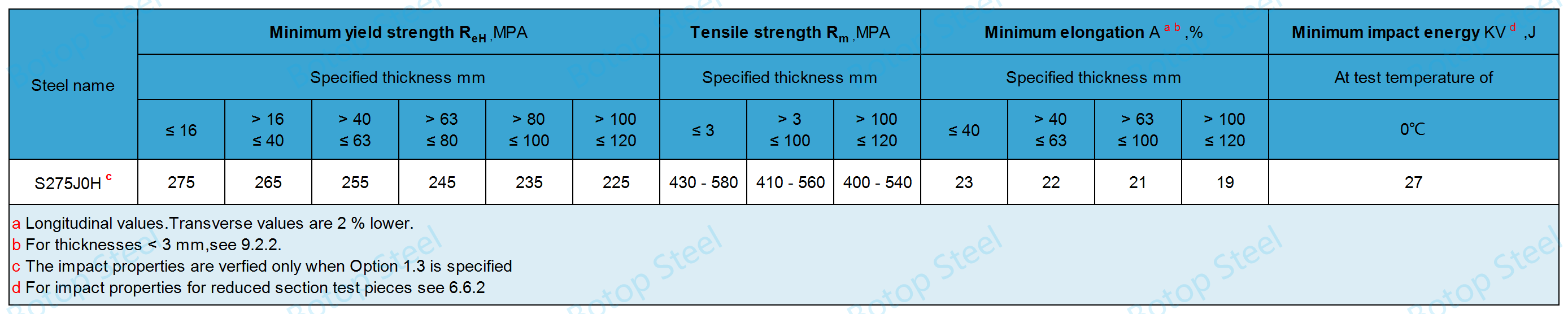
Az S275J0H anyagot legfeljebb 16 mm vastagságnál 275 MPa minimális folyáshatár jellemzi; minimális ütési energiája 0 °C-on legalább 27 J.
Az S275J0H egyfajta szénacél, acélszám1.0149, amely jó szerkezeti és feldolgozási tulajdonságokkal rendelkezik, főként épületszerkezetekben használják, de nem teherhordó elemekhez is, az alacsony költségű előnyök realizálása alapján hozzájárulhat a szerkezeti stabilitás és tartósság megőrzéséhez.
Megjegyzés: A BS EN 10210 szabvány összes követelménye az EN 10210 szabványra is vonatkozik, ezért itt nem ismétlődnek meg.
A BS EN 10210 szabványban szereplő minőségjelöléseket az EN 10027-1 szabvány szerint, az acélszámokat pedig az EN 10027-2 szabvány szerint adják meg.
| Acél neve | Acélszám | Acél típusa | Acél neve | Acélszám | Acél típusa |
| S235JRH | 1.0039 | szénacél | S275NH | 1,0493 | szénacél |
| S275J0H | 1.0149 | szénacél | S275NLH | 1,0497 | szénacél |
| S275J2H | 1.0138 | szénacél | S355NH | 1,0539 | szénacél |
| S355J0H | 1,0547 | szénacél | S355NLH | 1,0549 | szénacél |
| S355J2H | 1,0576 | szénacél | S420NH | 1,8750 | ötvözött acél |
| S355K2H | 1.0512 | szénacél | S420NLH | 1,8751 | ötvözött acél |
| S460NH | 1,8953 | ötvözött acél | |||
| S460NLH | 1,8956 | ötvözött acél |
A betűk és számok konkrét jelentésével kapcsolatos további információkért az osztályzatokban,ide kattintva.
Falvastagság ≤120 mm.
Kör alakú: Külső átmérő 2500 mm-ig;
Négyzet alakú: Külső méretek akár 800 mm x 800 mm-ig;
Téglalap alakú: Külső méretek akár 750 mm x 500 mm-ig;
Ellipszis: Külső méretek akár 500 mm x 250 mm-ig.
Szakterületünk a kerek üreges szerkezeti acélcsövek különféle specifikációinak biztosítása, ha bármilyen igénye van, kérjük, forduljon hozzánk bizalommal, és várjuk az együttműködést!

Az LSAW hegesztésű acélcsöveket főként acéllemezek csövekké formálásával gyártják JCOE öntési eljárással, majd kétoldalas fedett ívvel hegesztik (DSAW) hegesztési technológia, és számos ellenőrzés és kezelés révén véglegesítették.
Hogyan válassza ki a megfelelő gyártási folyamatot? Milyen különbségek és előnyök vannak a varrat nélküli acélcsövek, a LSAW (folyékony acélhuzalos hegesztés), a fedett ívű hegesztés és a fedett ívű hegesztés között? És mi az egyes folyamatok mérettartománya? A következő linkre kattintva megtekintheti.
JR tulajdonságok,J0, J2 és K2 -melegen kész;
N és NL tulajdonságok - normalizáltak. A normalizált magában foglalja a normalizált dobásokat is.
| Sezüst minőségű | Típus deoxidációa | tömegszázalék, maximum | |||||||
| C (Szén) | Si (Szilícium) | Mn (Mangán) | P (Foszfortartalmú) | S (Kén) | Éi.e (Nitrogén) | ||||
| Acél neve | Acélszám | Megadott vastagság (mm) | |||||||
| ≤40 | >40≤120 | ||||||||
| S275J0H | 1.0149 | FN | 0,20 | 0,22 | — | 1.5 | 0,035 | 0,035 | 0,009 |
aFN = Peremacél nem megengedett;
bA megadott értékek túllépése megengedett, azzal a feltétellel, hogy minden 0,001%-os N-növekedéssel a foszfor maximális tartalma is 0,005%-kal csökken. Az öntvényelemzés N-tartalma azonban nem haladhatja meg a 0,012%-ot;
cA nitrogénre vonatkozó maximális érték nem érvényes, ha a kémiai összetétel legalább 0,020% összes Al-tartalmat és legalább 2:1 Al/N arányt mutat, vagy ha elegendő más nitrogénkötő elem van jelen. A nitrogénkötő elemeket fel kell tüntetni az ellenőrzési dokumentumban.
A BS EN 10210 mechanikai tulajdonságai közé tartozik a folyáshatár, a szakítószilárdság, a nyúlás és az ütésállóság.
Az üreges szelvényeknek a gyártási módszernek megfelelő sima felülettel kell rendelkezniük; a gyártási folyamatból eredő kiemelkedések, üregek vagy sekély hosszanti hornyok megengedettek, feltéve, hogy a vastagság a tűréshatáron belül marad.
EN 10210 Az acélcső felületek alkalmasak tűzihorganyzásra.
Az EN 10210 szabvány nem írja elő az acélcsövek hidrosztatikai nyomásvizsgálatát.
Ez azért van, mert az EN 10210 szabvány szerinti termékeket főként szerkezeti célokra használják, és nem olyan csővezetékrendszerekhez, amelyeket nyomásnak kell kitenni.
Ha hidrosztatikai nyomásvizsgálatra van szükség, az EN 10216 (varrat nélküli acélcsövek) vagy az EN 10217 (hegesztett acélcsövek) szabványokra lehet hivatkozni.
A szabvány nem ír elő kötelezően roncsolásmentes vizsgálatot zártszelvényű acélcsöveken.
Hegesztett acélcsövek roncsolásmentes vizsgálata esetén a következő követelményekre lehet hivatkozni.
Elektromos hegesztett profilok
Kör alakú, zártszelvényű acélcsövek esetében az ERW.
A teszteléshez az alábbi kísérleti módszerek egyikét választhatja.
a) az EN 10246-3 szabványt az E4 elfogadási szintig, azzal a kivétellel, hogy a forgócső/palacsintatekercs technika nem megengedett;
b) EN 10246-5 az F5 elfogadási szintig;
c) EN 10246-8 az U5 elfogadási szintig.
Fedett ívű hegesztésű szakaszok
Kör alakú zártszelvényű acélcsövekhez LSAW és SSAW használható.
A fedett ívű hegesztéssel készült zártszelvények hegesztési varratát vagy az EN 10246-9 szabvány szerint U4 elfogadási szintig, vagy az EN 10246-10 szabvány szerint radiográfiával, R2 képminőségi osztállyal kell vizsgálni.
A mérettűrésekkel kapcsolatos követelményekkel kapcsolatos részletesebb információkért látogasson el a következő oldalra:további információkért kattintson ide.
EN 10025 - S275J0;
JIS G3106 - SM400B;
CSA G40.21 - 300W;
Az EN 10210 S275J0H szabványnak megfelelő anyag kiválasztásakor részletesen össze kell hasonlítani a kémiai összetételt és a mechanikai tulajdonságokat, hogy megbizonyosodjunk arról, hogy a kiválasztott anyag megfelel a projekt konkrét követelményeinek.
Megalakulása óta, 2014-ben,Botop SteelÉszak-Kína vezető szénacél csőszállítójává vált, amely kiváló szolgáltatásáról, magas minőségű termékeiről és átfogó megoldásairól ismert.
A vállalat különféle szénacél csöveket és kapcsolódó termékeket kínál, beleértve a varrat nélküli, ERW, LSAW és SSAW acélcsöveket, valamint a csőszerelvények és karimák teljes skáláját. Speciális termékei közé tartoznak a kiváló minőségű ötvözetek és az ausztenites rozsdamentes acélok is, amelyeket a különféle csővezeték-projektek igényeihez igazítottak.















